Совершенствование автоматизированной системы технологической подготовки производства на основе интеграции данных автоматизированных систем управления различной функциональности

Автор: Черников Михаил Сергеевич, Шабалкин Дмитрий Юрьевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 4-2 т.14, 2012 года.
Бесплатный доступ
Статья посвящена развитию систем информационной поддержки процессов жизненного цикла изделия. Рассказывается о современных тенденциях совершенствования автоматизации проектирования технологических процессов с применением средств САПР ТП/ CAPP. Также были разработаны функциональная схема и схема интеграции системы САПР ТП/ CAPP.
Технологический процесс, сапр тп/ capp, интеграция данных, жизненный цикл изделия, cad-система, pdm-система, erp-система
Короткий адрес: https://sciup.org/148201236
IDR: 148201236 | УДК: 658.005.5
Production planning automation system improvement based on the integration of various automated enterprise management systems
The text is devoted to the development of systems of information support of the product life cycle. It describes the current trends of improving of automating the design process using CAPP. Also the functional diagram and scheme of integrating CAPP was developed.
Текст научной статьи Совершенствование автоматизированной системы технологической подготовки производства на основе интеграции данных автоматизированных систем управления различной функциональности
Одним из наиболее динамично развивающихся и востребованных в авиационной промышленности сегментов автоматизированных систем являются системы информационной поддержки процессов жизненного цикла воздушного судна (ИПИ/CALS-технологии), обеспечивающие непрерывность бизнес-процессов авиастроительного предприятия.
В качестве инструментальных средств на каждом этапе жизненного цикла используются соответствующие специализированные информационные системы: системы инженерных расчётов (CAE), системы управления данными об изделии (PDM), системы конструкторского проектирования и моделирования (CAD/CAM), системы автоматизированного проектирования технологических процессов (САПР ТП/ CAPP), системы управления ресурсами (ERP/MRP) и т.д. Использование такого количества специализированных информационных систем создает большой поток разнообразной информации и возникает проблема интеграции и систематизации данных.Это следствие использования информационных систем различных производителей, использующие различные аппаратные и программные платформы, имеющие различную информационную архитектуру и т.д.
К современной САПР ТП/ CAPP предъявляются высокие требования к универсальности, комплексности, интегрируемости с существующими на предприятии базами данных и системами, относительной простоте в адаптации и эксплуатации, распространением методики автоматизированного проектирования на различ-
ные виды производств, поддержке технологии “клиент-сервер”.
Совершенствование автоматизации проектирования технологических процессов с применением средств САПР ТП/ CAPP может быть достигнуто за счёт интеграции источников данных и бизнес-процессов, взаимодействующих автоматизированных системам управления различной функциональности.
В табл. 1 предлагается классификация задач интеграции, полученная в результате анализа и выделения общих характеристик[1].
Задачи интеграции производственных информационных систем рассматривались как локальные задачи интеграции и решались в основном созданием интеграционных интерфейсов между системами, нуждающимися в интеграции данных.
На сегодняшний день основные тенденции совершенствования автоматизации проектирования технологических процессов с применением средств САПР ТП/ CAPP направлены на использование новых подходов в области представления данных. Новый подход заключается в реализации объектно-ориентированных методов организации технологических баз данных, СОМ-технологии, открытой архитектуры, основанной на ActiveX компонентах. Иерархия классов, описывающих технологические сущности (операция, переход, оснастка, конструктивный элемент), позволяет реализовать механизмы наследования. Это облегчает доступ к атрибутам объектов из внешних приложений, таких как расчет режимов обработки, припусков, трудовое и материальное нормирование [2]. В результате использования нового подхода можно сделать следующий вывод: развитый API-функционал объектной модели техпроцесса, базирующийся на СОМ-технологии, делает архитектуру САПР ТП/ CAPP открытой для интеграции с любыми
Таблица 1. Классификация задач интеграции
|
Класс |
Задача |
Инструмент ы и технологии |
|
Интегра ция пользователей информационных технологий |
Еди ная точка доступа к инфор мационным ресурсам (SingleSignOn); Управлени е знаниями (KnowledgeManagement); Организация работы в команде (Collaboration) |
Портальн ые техн олог и |
|
Интегра ция данных |
Консолидац ия и анализ данных из учетных сист ем; Сбор и по дготовка данных (ExtractTransformLoading, ETL); Управлени е основными данными (MasterDataManagement) |
Хранилища данных (DataWarehouse, DW); Сист емы управления основными данными; Инструмент ы ET |
|
Интегра ция информации |
Построение сервисно-ориентированной архитектур (SOA, ServiceOrientedArchitecture) |
Композитные приложения |
|
Интегра ция приложений |
Управлениебизнес -про цес сами (Business Process Management); Обменсообщениями (Enterprise Messaging); |
Системыуправлениябизнеспроцессами (Business Process Management Suites, BPMS); Сист емы обмена сообщениям |
|
Интегра ция платформ и стандартов |
Организация сетевого взаимодействия оборудован ия; Стандартизация форматов и протоколов взаимодействий |
LAN ; Win, Unix, Novell; XML, XSLT, J2EE, SOAP, UDDI, WSDL, HTTP, FTP, JDB |
автоматизированными системами жизненного цикла изделия.
В ходе поддержки процессов жизненного цикла изделия система САПР ТП/ CAPPвзаимодействует с такими системами как CAD/CAM/CAE, PDM, ERP. Встает вопрос унификации и стандартизации средств межпрограммного интерфейса, т.е. профилей САПР ТП/ CAPP для информационного взаимодействия программ, входящих в единое информационное пространство. Профилем открытой системы называют совокупность стандартов и нормативных документов, обеспечивающих выполнение системой заданных функций. Так в профилях САПР ТП/ CAPP могут фигурировать язык EXPRESS стандарта STEP, стандарт графического пользовательского интерфейса Motif, унифицированный язык SQL обмена данными между различными системами управления базами данных и т.д.
САПР ТП/ CAPP является интерактивной средой, наполненной базами данных по материалам, сортаменту, оборудованию, технологическому оснащению и прочей справочной информацией. Современные САПР ТП/ CAPP включают расчетные модули по технологическим режимам и нормированию, а также настройку под специализированные формы документов.
Задача интеграции САПР ТП/ CAPP в единое информационное пространство следующая: по заданной модели изделия, выполненной в CAD-системе и на основании НСИ, хранящаяся в PDM, составить план его производства — маршрут изготовления. В этот маршрут входят сведения о последовательности технологических операций изготовления детали, а также сборочных операциях (если таковые имеются); оборудование, используемое на каждой операции, и инструмент, при помощи которого на операциях производится обработка. Обычно технологическая подготовка производства осуществляется в написании технологических процессов на новые изделия, или разработка техпроцессов по уже имеющейся базе типовых технологических процессов. Если говорить об автоматизации написания технологических процессов, то существует два подхода: модифицированный и генеративный. При модифицированном подходе задача САПР ТП/ CAPP-системы состоит в поиске наиболее похожего изделия в существующей базе данных и предъявлению его операционной карты для модификации. При модифицированном подходе широко применяется групповая технология, позволяющая проводить классификации деталей в семейства похожих. Генеративный подход состоит в распознавании у детали типовых конструктивных элементов и применении к ним типовых техпроцессов (токарная обработка, сверление и проч.) При генеративном подходе используются известные методы искусственного интеллекта для распознавания элементов и логического вывода.
На основании обзора и критического анализа различных САПР ТП/ CAPP, предлагается следующий состав основных функций:
-
а) разработка описания техпроцесса изготовления нового изделия;
-
б) разработка описания техпроцесса сборки;
-
в) формирование технологической документации;
-
д) расчёт подетальных и сводных норм времени;
-
е) расчёт подетальных и сводных норм расхода основных и вспомогательных материалов;
-
ж) формирование организационно-технологической схемы потока по изготовлению изделия.
Разработанная интегрированная система на информационном уровне (Рисунок 1) поддерживается единой базой данных (PDM). В ней хранится информация о структуре и геометрии изделия (как результат проектирования в системе CAD), о технологии изготовления (как результат работы системы CAPP) и управляющие программы для оборудования с ЧПУ (как исходная информация для обработки в системе CAM на оборудовании с ЧПУ)
Основу задания на проектирование технологического процесса составляют сведения о детали: описание ее конфигурации, размерных связей, технических требований. Такая необходимая информация хранится PDM системе, которая поступает из CAD системы.
Проектирование ТП начинается с анализа детали. После этого формируется переменная (или входная) информация – информация о детали, для которой необходимо спроектировать ТП. Эта деталь называется текущей. Входная информация может быть представлена в виде кода, таблицы кодированных сведений, машинной графики или на формализованном языке.
Условно-постоянная информация – это информация, необходимая для проектирования ТП, исходя из содержания переменной информации. К этой информации относятся НСИ (сведения о применяемом оборудовании, средствах технологического оснащения, нормативные материалы для выбора режимов обработки и расчета норм времен и т.д.).
При каждом проектировании ТП на разные детали информация о детали, введенное для проектирования ТП, будет разной. Поэтому эту информацию и назвали переменной. Информация об оборудовании и оснащении при проектировании ТП на разные детали меняется гораздо реже, хотя тоже может измениться. Потому она называется условно-постоянной.
Наиболее очевидной способ обеспечения связи между данными в различных приложениях – построение всех систем на базе единой НСИ (MDM). Правильно спроектированная система НСИ обеспечивает легкую интеграцию информации из любых систем, так как исключает проблемы, связанные с низкой целостностью данных. Однако на практике так бывает редко, и каждая система имеет свой состав справочников НСИ. Задача обеспечения их взаимоувязки достаточно сложна и не только с точки зрения программной реализации. Часто проблема заключается в том, что различные системы оперируют с различной структурной моделью производственной системы. Различают полностью централизованную, частично централизованную, децентрализованную с консолидацией в единой системе схемы построения. В некоторых случаях даже целесообразно строить НСИ на основе древовидных структур каталогов типа DAP (DirectoryAccessProtocol), например на основе LDAP (LightweightDAP) или «полновесного» варианта X.500. [3]
Переменная информация о деталях, на которые проектировались или будут спроектированы ТП, хранится в базах данных деталей.
Условно-постоянная информация может храниться в базах данных и в базах знаний. Ее выбор и решение других задач проектирования может выполняться по разработанным технологами алгоритмам.
Необходимой информацией для проектирования ТП являются сведения о парке металло-
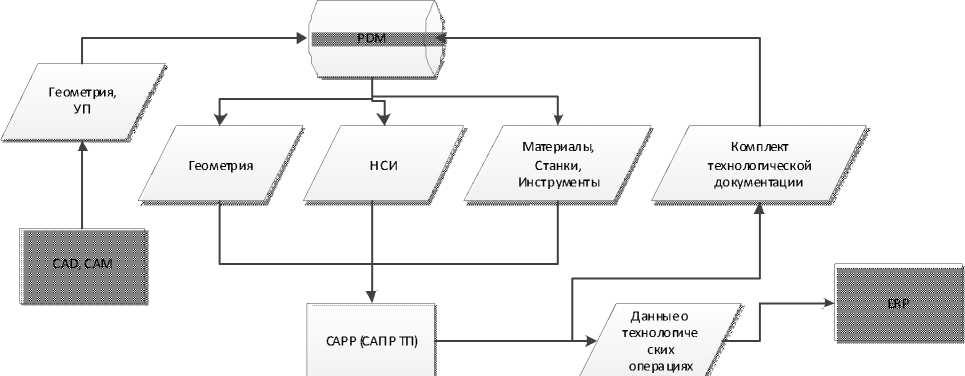
Рис. 1. Схема интеграции CAPP
обрабатывающего оборудования на предприятии, технических характеристиках станков, режущем, вспомогательном и измерительном инструментах, станочных приспособлениях, заготовительном производстве, ГОСТах, нормалях, всех необходимых руководящих и нормативных материалах. При автоматизированном проектировании необходимо организовать информационно-справочную базу данных, которая могла бы обеспечить процесс проектирования необходимой справочной информацией.
Выходная информация, результат проектирования для САПР ТП/ CAPP - это описание технологического процесса. Согласно ГОСТ 3.1121 – 84 к технологическим документам относятся графические и текстовые документы, которые отдельно или в совокупности определяют технологический процесс изготовления или ремонта изделия, включая контроль и перемещения, комплектацию деталей, сборочных единиц, материалов, оснастки. Применяемые формы технологических документов должны соответствовать ГОСТ 3.1130 по размерам форматов и параметрам графики, с учетом реальных возможностей печатающих устройств и форматов листов.
При разработке технологических процессов с применением САПР ТП/ CAPP допускается применение форм технологических документов отличных от форм, приведенных в ГОСТ серии ЕСТД, при условии наличия в них всей регламентированной соответствующими ГОСТ информации. Допускается отличие текстового изложения информации в документах, разработанных с использованием программного обеспечения, обусловленное особенностями ПО, от изложения в документах, разработанных рукописным способом.
Основные технологические документы подразделяют на документы общего и специального назначения.
Документы общего назначения – технологические документы, применяемые в отдельности или в комплекте документов на технологические процессы (операции), независимо от применяемых технологических методов изготовления или ремонта.
К документам общего назначения относятся:
-
а) титульный лист;
-
б) карта эскизов;
-
в) технологическая инструкция.
Документы специального назначения – документы, применяемые при описании технологических процессов и операций в зависимости от типа и вида производства и применяемых технологических методов изготовления или ремонта изделия.
К документам специального назначения относятся:
-
а) маршрутная карта;
-
б) карта технологического процесса;
-
в) карта типового (группового) технологического процесса
-
г) операционная карта;
-
д) карта типовой (групповой) операции;
-
е) карта технологической информации;
-
ж) комплектовочная карта;
-
и) технико-нормировочная карта;
-
к) эталон технологического паспорта;
ФорЛЕфЗЕЗЕШе таяв лита е атак дж^теЕтщи
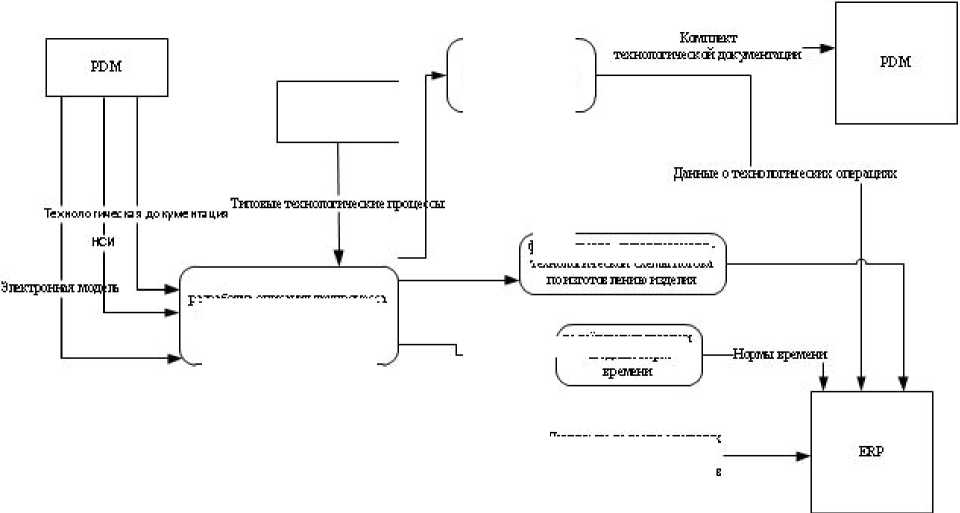
Рис. 2. Функциональная схема CAPP-системы
рафабоака описана: техпроцесса IGDZiTiT ЛНЕИАбфКЕШПЕОГО Есдепш
Данные по расход оосшых - Et
EcnijMjrYreiiiHhix JiTxreptaiLiE
"--рС^ГТТЖеТЕПЕТИТт--- се одних юрярашода ООСОВЕШХ КЕ|=П|Т|ТйГП*ЛЬНЬЕ<
._______мчачп^урЕ________.
Ф фМЕР СЕ ШЕИ фПНЕВ щиЖЕО -техно jdtmh е скси сеемы патока
расч ет пидеталыых и СВОДНЫХ ЕСфМ
-
л) карта наладки;
м) ведомость оснастки;
-
н) ведомость оборудования;
-
о) ведомость материалов и др.
Кроме технологической документации выходной информацией САПР ТП так же являются управляющие программы для станков с ЧПУ, трудоемкость изготовления изделия и расход материалов.
Процесс автоматизированного проектирования базируется на множествах типовых решений и алгоритмах их выбора. Их описание хранится в самой системе САПР ТП/ CAPP и в ее интеграции нет необходимости, так как в других подсистемах единого информационного пространства она не используется.
Руководствуясь вышеприведённым анализом данных и анализом функциональности разработана обобщённая функциональная модель САПР ТП/ CAPP системы (рис. 2).
Совершенствование автоматизированной системы технологической подготовки производ- ства на основе интеграции данных автоматизированных систем управления различной функциональности позволит повысить качество изготовления и сократить время на подготовку производства и выпуск ВС.
Работа выполнена при частичной финансовой поддержке Министерства образования и науки РФ в рамках ГК № 07.514.11.4131.
Список литературы Совершенствование автоматизированной системы технологической подготовки производства на основе интеграции данных автоматизированных систем управления различной функциональности
- Калабин В.В. Управление основными данными как одна из задач интеграции корпоративных систем управления//Бизнес-информатика. 2007. № 1. С. 19-28.
- Копылов Ю.Р. Гордиенко Е.П. Актуальные направления разработки и совершенствования САПР технологических процессов систем//Вестник Воронежского государственного технического университета. 2011. № 112. С. 26-28.
- Козлецов А.П. Решетников И.С. Современные способы организации обмена данными с системами управления//Информационные технологии в проектировании и производстве. 2010. № 2. С. 17-23.
