Совершенствование концепции сварки авиационных трубопроводных узлов с применением роботизированных технологических комплексов

Автор: Д.В. Антипов, Г.И. Рыжов
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1 т.28, 2026 года.
Бесплатный доступ
В работе представлена концептуальная модель проектирования технологии изготовления трубопроводных узлов летательных аппаратов с применением сложных технических систем. Предложены основные этапы внедрения роботизированных систем с учётом специфики авиационного производства. Проведён теоретический анализ конструктивно-технологических особенностей трубопроводных систем и существующих способов сварки.
Сварка авиационных трубопроводов, роботизированная сварка, роботизированный сварочный комплекс, роботизация, концептуальная модель
Короткий адрес: https://sciup.org/148333243
IDR: 148333243 | УДК: 621:629.7 | DOI: 10.37313/1990-5378-2026-28-1-80-85
Improvement of the Welding Concept of Aviation Pipeline Assemblies Using Robotic Technological Complexes
The paper presents a conceptual design model for manufacturing technology for pipeline assemblies of aircraft using complex technical systems. The main stages of the introduction of robotic systems are proposed, taking into account the specifi cs of aviation production. A theoretical analysis of the design and technological features of pipeline systems and existing welding methods has been carried out.
Текст научной статьи Совершенствование концепции сварки авиационных трубопроводных узлов с применением роботизированных технологических комплексов
Производство высокоресурсных трубопроводных магистралей различных систем летательных аппаратов является приоритетной на сегодняшний день задачей. Изготовление трубопроводных узлов неизбежно включает применение сварочных технологий в виду особенностей конструкции входящих в состав трубопровода элементов.
Масса трубопроводных систем большинства гражданских самолётов может занимать значительную долю от всей массы самолёта. К трубопроводным системам относится гидравлическая, топливная, пневматическая и другие системы.
В конструкции большинства авиационных газотурбинных двигателей присутствуют трубопроводные коммуникации, которые являются частью обвязки авиационного двигателя. Трубопровод представляет собой, как правило, неразборный узел, состоящий из трубы и концевой арматуры (ниппелей, накидных гаек, штуцеров, фланцев). Кроме того, трубопроводы могут содержать патрубки, компенсаторы и другие детали. В составе авиационного двигателя присутствует значительное количество трубопроводов. В зависимости от самого двигателя, количество трубопроводов может находиться в диапазоне от 20 до 220 трубопроводов [1].
В условиях возрастающих требований к качеству и надёжности авиационных систем актуальной задачей становится совершенствование технологии сварки с использованием высокотехнологичных роботизированных систем, обеспечивающих стабильное качество изготавливаемых изделий. Однако для решения такой сложной инженерной задачи необходим комплексный подход к решению вопросов рациональной интеграции новых технологий в существующий процесс производства. Роботизация успешно закрепилась в автомобилестроении, производство автомобилей и автокомплектующих – одна из самых роботизированных отраслей промышленности. Сварочные технологии широко распространены при изготовлении неразъёмных узлов автомобиля (кузов, элементы двигателя и т.д.).
Говоря о авиационной отрасли, внедрение новых технических решений требует многоступенчатого переустройства применяемых технологический решений, включая проработку вопросов точной ориентации источника нагрева относительно свариваемых кромок, обеспечения качества выпускаемой продукции, проблему утверждения и оформления новых технологических процессов. Данные вопросы могут быть в некоторой степени решены посредством разработки концепции, отражающей основные ключевые этапы интеграции роботизированных технологических комплексов (РТК).
Таким образом, целью настоящей работы является разработка концептуальной модели и теоретических принципов интеграции роботизированных сварочных комплексов в технологию изготовления авиационных трубопроводов с учётом их конструктивно-технологических особенностей и производственных ограничений.
-
2. АНАЛИЗ СУЩЕСТВУЮЩЕЙ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДНЫХ УЗЛОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ
При изготовлении авиационных трубопроводов применяется сварка ручным способом, однако ресурс таких сварных соединений крайне низок. Наиболее предпочтительной является автоматическая сварка, обеспечивающая высокое качество сварных соединений.
Современные отечественные методы сварки авиационных трубопроводных узлов основываются на применении как планетарных автоматов открытого типа с движущийся по окружности сварочной головой, так и закрытого типа, когда зона сварки находится в местной полугерметичной камере [2].
В зависимости от марки материала и конструктивных требований могут применяться различные способы сварки. В таблице 1 представлены основные способы сварки, используемые для изготовления сварных узлов [3].
Таблица 1. Способы сварки авиационных трубопроводов в зависимости от марки и толщины материала [3]
|
Материал |
Толщина стенки, мм |
Способ сварки |
|
Титановые сплавы |
0,6…2,0 |
Автоматическая аргонодуговая сварка неплавящимся электродом. Ручная аргонодуговая сварка. Сварка в камере с защитной средой |
|
Алюминиевые сплавы |
0,8…3,0 |
Автоматическая аргонодуговая сварка неплавящимся электродом. Ручная аргонодуговая сварка. Газовая сварка |
|
Коррозионно-стойкие стали |
0,5…3,0 |
Автоматическая аргонодуговая сварка неплавящимся электродом. Ручная аргонодуговая сварка. Атомно-водородная сварка |
|
Малоуглеродистые стали |
До 1,5 |
Газовая сварка. Атомно-водородная сварка |
Авторами работы [4] проведен анализ ключевых дефектов стальных нержавеющих сварных авиационных трубопроводов. К наиболее встречающимся дефектам относят непровар корня шва, единичную пору, несплавление по кромке. Отмечается, что наиболее вероятные дефекты при сварке стального нержавеющего авиационного трубопровода носят в большей степени технологический характер и связаны с некорректными режимами сварки или не соблюдением правил и требований выполнения сварных соединений.
Трубопроводы в конструкции самолёта обладают сложной пространственной конфигурацией, что обусловлено ограниченным объёмом для их размещения и необходимостью согласования с другими системами. Создание геометрически точной конструкции требует применения высокоточных методов сварки.
На рисунке 1 представлены элементы трубопроводных систем летательных аппаратов [5-6].
В трубопроводных системах авиационной техники используются различные комбинации элементов: прямые участки в сочетании с крутоизогнутыми отводами, а также элементы с фланцами и тройниками. Использовать исключительно стандартные компоненты невозможно при прокладке трубопроводных коммуникаций часто требуется изготавливать оригинальные детали, которые затем соединяются сваркой.
Большое количество трубопроводных элементов различных систем летательных аппаратов, соединяющихся между собой при помощи сварочных технологий, порождает идеологию применения роботизированных комплексов, которые кратно увеличивают скорость выполнения производственных операций, и, следовательно, определяют производственную программу выпуска.
Использование роботизированных технологических комплексов (РТК) позволяет обеспечить стабильное качество сварных соединений, повысить точность позиционирования сварочной горелки относительно свариваемого узла, расширить технологические возможности обработки изделий.
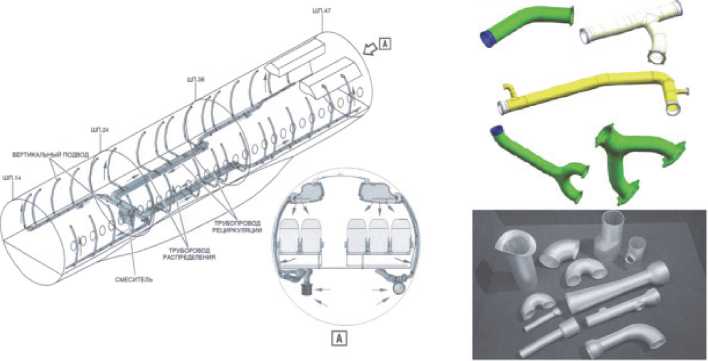
Рис. 1. Элементы трубопроводных систем летательных аппаратов
Автором работы [7] обоснована целесообразность применения РТК для автоматизации сварки трубопроводов в авиастроении. Автор предлагает отказаться от традиционной технологии с применением эталонов и специальной технологической оснастки в пользу РТК, обеспечивающих повышение точности и снижение трудоёмкости сварочных операций.
Для реализации новых производственных технологий необходимо учитывать технические возможности современных роботизированных систем, специфику авиационного производства и требования к выпускаемым изделиям.
В настоящее время промышленными предприятиями используются различные типы РТК, отличающиеся по степени универсальности, числу степеней свободы, типу исполнительных органов и характеру взаимодействия с производственной средой. К числу наиболее распространённых можно отнести шестикоординатные манипуляторы со сварочными горелками.
Важным аспектом является рациональный подбор компонентов РТК: учитываются технические возможности роботов-манипуляторов, их совместимость с объектом обработки, возможность переналадки и т.д.
-
3. ОСОБЕННОСТИ ПОДБОРА КОМПОНЕНТОВ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И ПОСТРОЕНИЕ КОНЦЕПТУАЛЬНОЙ МОДЕЛИ
Роботизация сварочного производства авиационных трубопроводных узлов имеет ряд особенностей. Важно учитывать не только технологическую составляющую, но и организационные аспекты. Роботизация технологического процесса представляется в виде организационно-технических мероприятий, направленных на повышение эффективности производственного процесса.
Во-первых, полностью отказаться от специальной технологической оснасткой не представляется возможным ввиду необходимости обеспечения высокой точности в процессе сборки-сварки трубопроводных узлов. Во-вторых, интеграция роботизированных систем в существующий процесс производства сопряжена с несколькими негативными аспектами:
-
1. Низкое качество заготовок, которые требуют точной подгонки перед сваркой;
-
2. Большая номенклатура трубопроводов;
-
3. Технологический процесс предусматривает предварительное ручное позиционирование и закрепление соединяемых участков трубопровода.
Перечисленные аспекты необходимо учитывать при перестройке технологического процесса. Немаловажным фактором является выбор технологической схемы сварки. Сварные швы трубопроводных элементов летательных аппаратов, в большинстве случаев, перпендикулярны теоретической оси трубопровода. В связи с этим формирование кольцевых швов возможно двумя технологическими схемами (рисунок 1).
Первая технологическая схема (а), когда изделие вращается относительно сварочной головки, является более рациональным решением с точки зрения обеспечения стабильности процесса, однако из-за конструктивной сложности деталей трубопровода (пространственной протяженности) вращать сварные узлы является проблематичной задачей.
Вторая технологическая схема (б), в которой манипулятор и сварочная головка осуществляют сварку относительно свариваемого стыка является более перспективной с точки зрения сварки сложных трубопроводных узлов. Однако стабильность технологических параметров может меняться из-за постоянного изменения условий тепловложения и механических погрешностей манипулятора.
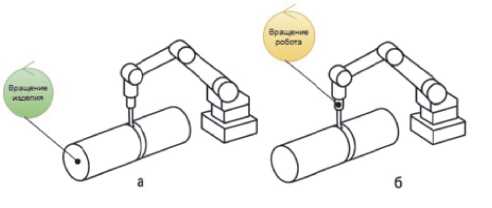
Рис 2. Технологические схемы сварки авиационных трубопроводовЛ а - поворотным способом; б - неповоротным способом
Процесс выбора роботизированного технологического комплекса (РТК) для сварки элементов трубопроводных систем летательных аппаратов требует комплексного учёта конструктивных, технологических и производственных факторов. Исходными данными для выбора состава РТК служат:
-
1. геометрические параметры трубопроводов (толщина стенки, диаметр, радиус изгиба, длина, овальность);
-
2. типы сварных соединений (стыковые сварные швы, нахлёсточные);
-
3. пространственная ориентация соединений;
-
4. производственная программа (объёмы, номенклатура, частота переналадки);
Разрешив задачу с исходным данными, представляется возможным процесс внедрения РТК в авиапроизводство. Укрупнённо этапы интеграции сварочных РТК в существующий процесс производства представлены в таблице 2.
Таблица 2. Этапы проектирования технологии изготовления авиационных трубопроводных узлов с применением РТК
|
№ |
Этап |
Описание этапа |
|
1 |
Анализ требований к продукции и технологии |
Определяются требования к качеству сварного шва, выбирается тип сварки (MIG/MAG/TIG), оцениваются условия эксплуатации трубопроводного узла, используемый материал, геометрические параметры |
|
2 |
Подбор сварочного оборудования и РТК |
Подбирается подходящее промышленное робототехническое решение, включающее манипуляторы, датчики обратной связи и т.д. |
|
3 |
Проектирование технологической оснастки |
Разрабатывается специальная технологическая оснастка (СТО) с учётом выбранной технологической схемы сварки (поворотным и неповоротным способом) и заданной степени точности |
|
4 |
Разработка технической документации |
Разработка технической документации, эксплуатационной документации и т.д. |
|
5 |
Разработка управляющей программы |
Создаются программы автоматизированного управления процессом сварки, учитывающие геометрию детали, скорость движения сварочной головки т.д. |
|
6 |
Настройка и калибровка |
Настройка механических, электрических компонентов РТК, отработка траектории движения манипулятора |
|
7 |
Проведение испытаний |
Отработка нового технологического процесса сварки, оценка качества сварных соединений |
|
8 |
Обучение персонала |
Профессиональная переподготовка рабочего персонала, организация специальных курсов |
|
9 |
Масштабирование |
Расширение производства, прогнозирование рынка |
Важным этапом является проектирование специальной технологической оснастки, адаптированной под роботизированную обработку трубопроводных узлов. Качество сварных изделий во многом определятся точностью сборки изделий в рабочее положение, которое минимизирует макрогеометрические отклонения свариваемых кромок. В связи с этим, в зависимости от технологической схемы сварки должны соблюдаться заложенная степень точности, которая обеспечивается разработанной специальной технологической оснасткой. Разнообразие номенклатуры трубопроводных изделий летательных аппаратов накладывает некоторую сложность на унификацию оснастки, причём задача адаптации оснастки под роботизированную сварку является, в свою очередь, ещё более трудоёмкой задачей, которая должна учитываться при реализации новой технологии.
Все остальные этапы также являются важными элементами, поэтому разработка концептуальной модели эффективной интеграции и реализации прогрессивных технологий является ключевой задачей. При разработке модели учитывались основные конструктивно-технологическое особен- ности трубопроводных узлов (диаметр, толщина, протяжённость), а также управляемые технологические факторы, влияющие на производственный процесс.
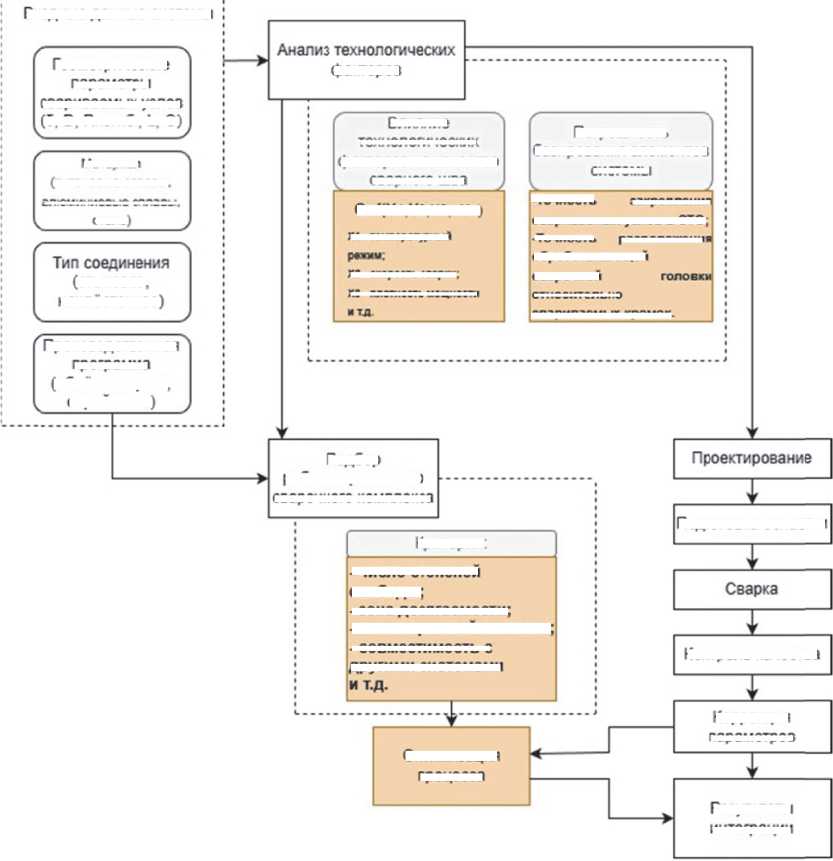
На основе предложенных этапов была разработана концептуальная модель, показанная на рисунке 3.
факторов
Q=f(Xl Х2ХЗ Xn)
X1 • TtWlMMTYDHMII
Подготовка оснастки
Критерии
Контроль качества
(стыковое.
нахлесточное)
Результаты интеграции
Коррекция параметров
Оптимизация процесса
- число степеней свободы:
- зона досягаемости;
- тип сварочный системы;
• совместимость с другими системами
Х2 - скорость сварки.
- плотность мовшостм производственная ро рамма
(объём выпуска.
серийность)
геометрические параметры свариваемых узлов
(б. и. Кизгиб, L, 0)
Влияние технологически?
факторов на качество сварного шва
Подбор рооотизированного сварочного комплекса
Погрешность базирования элементов системы ымрим
(титановые сплавы.
з-://-левые сплавы.
сталь)
Входные данные системы
-Точность закрепления свариваемых узлов в СТО;
-Точность расположен и обрабатывающей сварочной относительно свариваемых кромок.
Рис 3. Концептуальная модель проектирования технологии изготовления авиационных трубопроводных узлов с применением РТК
Концептуальная модель содержит входные параметры системы: геометрические особенности свариваемого узла, используемый материал, тип соединения, производственную программу выпуска. На основе исходных данных системы выполняется учёт анализ технологических факторов и выполняется подбор РТК по перечню критериев. При условии выполнения всех требований представляется возможным эффективно внедрить новые технологические решения для повышения эффективности производственного процесса.
С учётом разработанной модели процесс интеграции сложных технических систем в современное производство трубопроводных узлов становится более целесообразным, обеспечивает создание единой системы планирования, которая учитывает все направления деятельности и способствует устойчивому развитию производства.
ЗАКЛЮЧЕНИЕ
Таким образом, разработана концептуальная модель и теоретические принципы интеграции роботизированных сварочных комплексов в технологию изготовления авиационных трубопроводов с учётом их конструктивно-технологических особенностей и производственных ограничений. Показаны ключевые параметры для подбора РТК, разработаны основные этапы интеграции сварочных РТК в процесс производства авиационных трубопроводных узлов.
Дальнейшее исследование будет направлено на цифровое моделирование сварочного процесса с учётом технических характеристик современных манипуляторов, оптимизации технологического процесса, поиска «скрытых» потерь при изготовлении элементов трубопроводных систем летательных аппаратов.
