Совершенствование контроля качества продукции в ООО "Квадрогрупп"

Автор: Плиска О.В., Елисеева А.В.
Журнал: Экономика и бизнес: теория и практика @economyandbusiness
Статья в выпуске: 12-3 (118), 2024 года.
Бесплатный доступ
В статье приведены результаты контроля качества продукции ООО «Квадрогрупп» - производителя надувных конструкций и декораций для праздников. Представлены данные допустимые отклонения критериев качества и отклонения, ведущие к доработке, которые содержит чек-лист отдела технического контроля. По результатам данных осуществления контроля качества продукции построена и проанализирована диаграмма Парето по выявленным несоответствиям, сформулированы корректирующие мероприятия и разработаны рекомендации по совершенствованию контроля качества продукции .
Качество, контроль качества, несоответствие, отдел технического контроля
Короткий адрес: https://sciup.org/170208119
IDR: 170208119 | DOI: 10.24412/2411-0450-2024-12-3-52-56
Improvement of product quality control in LLC "Quadrogroup"
The article presents the results of product quality control of Quadrogroup LLC, a manufacturer of inflatable structures and decorations for holidays. The data on acceptable deviations of the quality criteria and deviations leading to refinement, which are contained in the checklist of the technical control department, are presented. Based on the results of the product quality control data, a Pareto diagram was constructed and analyzed for identified inconsistencies, corrective measures were formulated, and recommendations were developed to improve product quality control.
Текст научной статьи Совершенствование контроля качества продукции в ООО "Квадрогрупп"
В настоящее время осуществление контроля качества продукции дает существенный технический и экономический эффект, позволяет обеспечить высокую надежность и долговечность выпускаемой продукции. Контроль качества – одна из основных функций процесса управления качеством, позволяющая вовремя выявить ошибки, чтобы оперативно исправить их с минимальными потерями.
Контроль в управлении качеством является одним из ключевых аспектов успешной деятельности любой организации. Этот процесс представляет собой систему мероприятий, направленных на обеспечение соответствия продукции или услуг определенным стандартам качества и ожиданиям потребителей. Это позволяет организации достичь высокого уровня доверия своих клиентов, обеспечить конкурентоспособность на рынке и повысить эффективность своей деятельности.
Основная деятельность компании ООО «КвадроГрупп» – разработка и произ-
водство надувных конструкций, в том числе – надувных костюмов, и декораций для праздников.
Основной стандарт, в котором содержатся требования к качеству выпускаемой ООО «Квадрогрупп» продукции – ГОСТ Р 55515-2013 «Оборудование надувное игровое. Требования безопасности при эксплуатации».
Миссия ООО «КвадроГрупп» – создание лучших решений для достижения целей клиентов. Основной капитал ООО «Квадрогрупп» – это сотрудники, которых отличает профессионализм, нацеленность на качество и результат.
Показатели деятельности предприятия свидетельствуют о том, что за последние пять лет численность сотрудников растет, выручка ежегодно увеличивается (табл. 1). Таким образом, ООО «Квадрогрупп» наращивает свой потенциал и становится более устойчивым.
Таблица 1. Показатели деятельности ООО «Квадрогрупп»
|
Показатель / Годы |
2019 |
2020 |
2021 |
2022 |
2023 |
|
Выручка, руб. |
42,6 млн. |
60,5 млн. |
78,6 млн. |
113,3 млн. |
139,0 млн. |
|
Прибыль, руб. |
246 тыс. |
187 тыс. |
1,29 млн. |
1,44 млн. |
1,9 млн. |
|
Численность работников, |
20 чел. |
36 чел. |
48 чел. |
59 чел. |
83 чел. |
Таблица 2. Чек-лист отдела технического контроля
|
Критерий оценки |
Допустимые отклонения |
Отклонения, ведущие к доработке |
|
1. Аккуратность выполнения машинной строчки |
Машинная строчка идет ровно (допустимая погрешность 1-2 мм) в единичном месте |
Отделочная строчка расходится более, чем на 5 мм по большей части площади |
|
2. Натяжение нити машинной строчки |
Нить образует легкие «воздушные» петли, которые не удается разорвать, легкая сборка ткани не более 5% от величины конструкции |
Не допустимы «горошины» на строчке в виде мелких петель, расположенных между стежками. Не допустима сборка/посадка ткани |
|
3. Длина стежка машинной строчки (не более 5 мм.) |
Длина стежка 5 мм. |
Длина стяжка более 5 мм |
|
4. Отсутствие проколов на изделии |
Расположение проколов на изделии (в зависимости от изделия) нижней части конструкции, не более 10% от длины |
Расположение проколов на лицевой стороне фигуры, проколы вследствие которых имеется критичный выход воздуха. Проколы на флагах, флажной ленте |
|
5. Качество кроя |
Допустимо отклонение по краю до 2 мм на припуске |
Осыпание края среза |
|
6. Отделочная строчка (застрачивание припуска) |
Отделочная строчка 0,1 см. Неровная отделочная строчка – не более 1% от длины конструкции |
Отделочная строчка более 5 мм на конструкции. Отделочная строчка более 1 см на флагах. «Плавающая» отделочная строчка |
|
7. Количество верхних точек крепления |
- |
Количество ТК не соответствует схеме сборки. Наличие «кармана» под петлёй |
|
8. Количество нижних точек крепления |
- |
Количество ТК не соответствует схеме сборки. Машинная строчка более 3 мм от края среза |
|
9. Обработка молнии |
Использована другая технология пошива, не влияющая на конечный вид конструкции |
Не обработан срез молнии, молния вшита неаккуратно (неровная строчка, посадка и т.д.). |
|
10. Соответствие схеме сборки |
- |
Не соблюдена схема сборки |
|
11. Нарушение технологии |
Использована другая технология пошива, не влияющая на внешний вид конструк- |
Нарушение технологии пошива, ведущая за собой не эстетичный вид и/или нарушение |
|
Критерий оценки |
Допустимые отклонения |
Отклонения, ведущие к доработке |
|
ции и заложенный в нее функционал |
заложенного в изделие функционала |
|
|
12. Качество закрепки |
Закрепка слегка затягивает ткань. Допустимое количество стежков для закрепки – 3 стежка |
Слабая закрепка, при усилении на конструкцию нить распускается. Закрепка заметно стягивает ткань. Более 5 стежков закрепки |
|
13. Монтаж фастекса / кол-во фастексов |
Фастексы вставлены неверно |
Фастексы не надеты на стропу, не заработан конец стропы |
|
14. Обработка клапана |
Использована другая технология пошива, не влияющая на конечный вид конструкции |
Не обработан срез молнии, молния вшита неаккуратно, направление клапана неверное (направлено на нагнетатель). Исключение: навес – клапан направлен вверх |
|
15. Совмещение рисунка |
Погрешность печати, расхождение минимально в одном месте и не влияет на эстетический вид конструкции, либо согласовано с менеджером |
Расхождение более 8 мм, заметно на лицевой стороне конструкции, образовался дефект ввиду посадки ткани для совмещения рисунка |
|
16. Прорезы на изделии по вине швеи |
Неаккуратно вырезано отверстие в ПК |
Любые виды прорезов, требующих перепечатки детали |
|
17. Концы ниток обрезаны |
Концы ниток не более 5 мм. Точечно, не более 3 точек |
Концы ниток более 3 точек с необрезанны-ми нитями более 1 см. |
|
18. Протяжка под нагнетатель подрезана |
Неаккуратно вырезано отверстие в протяжке. Недостаточный вырез в протяжке под НК |
Швеей проигнорировано наличие отверстия в выкройке |
|
19. Расположение шильдика / серийного номера |
Шильдик пришит под клапаном (надувная конструкция) |
Шильдик и с/н присутствует, расположение – над клапаном (надувная конструкция); На клапане (надувной костюм). |
При осуществлении контроля качества надувных костюмов в 2023 году были выявлены следующие несоответствия (табл. 3).
На основании полученных данных построим диаграмму Парето (рис. 1).
Из диаграммы Парето видно, что наибольшее количество проблем вызывают следующие несоответствия: расположение шильдика
/ серийного номера, монтаж фастекса / кол-во фастексов, некачественная закрепка. Поэтому в первую очередь, необходимо обратить внимание на устранение этих несоответствий.
Таблица 3. Количество обнаруженных несоответствий за 2023 год
|
Несоответствие |
Количество несоответствий |
Доля в общем числе несоответствий, % |
Накопленный процент несоответствий |
|
Расположение шильдика / серийного номера |
140 |
36,7 |
36,7 |
|
Монтаж фастекса / кол-во фастексов |
83 |
21,7 |
58,4 |
|
Некачественная закрепка |
63 |
16,5 |
74,9 |
|
Отделочная строчка (застрачивание припуска) |
42 |
11,3 |
86,2 |
|
Нарушение технологии |
33 |
8,6 |
94,8 |
|
Несоответствие схеме сборки |
20 |
5,2 |
100 |
|
Итого |
381 |
100 |
- |
Планирование производства продукции на предприятии осуществляется с применением программных средств, что положительно отражается на производительности труда. ООО
«Квадрогрупп» регулярно внедряет в производство самые передовые идеи и использует современные материалы в сочетании с опытом, навыками, высокой квалификацией со-
трудников, их креативным и ответственным отношением к делу.
Для удобства контроля и согласованности действий, в компании используется инструмент «Задача» в программе Битрикс24, так как он позволяет отследить сроки выполнения работ, своевременно реагировать на возникающие ситуации, требующие привлечения специалистов смежных подразделений, которые указываются в качестве наблюдателей.
Оценка и анализ соответствия продукции установленным требованиям к качеству осуществляется на этапе проверки готовой продукции отделом технического контроля, согласно созданному регламенту по проверке продукции отделом качества.
Основным инструментом сотрудников отдела технического контроля при проверке продукции компании является чек-лист проверки изделий, выполненных швейным спо-
собом, который прилагается к каждой конструкции.
Сотрудник отдела качества обязан проверить конструкцию по всем указанным пунктам. В случае обнаружения несоответствия сотрудник отдела технического контроля обязан зафиксировать выявленные отклонения и вернуть в доработку конструкцию с заполненным бланком.
В случае, если доработка не дала положительного результата и отклонения влияют на внешний вид или заложенный в конструкцию функционал, она признается браком производства и подлежит утилизации. Конструкция, признанная браком производства не допустима к отгрузке клиенту. В чек-листе проверки изделий, выполненном швейным способом заданы критерии оценки качества.
Допустимые отклонения критериев качества и отклонения, ведущие к доработке представлены в таблице 2.
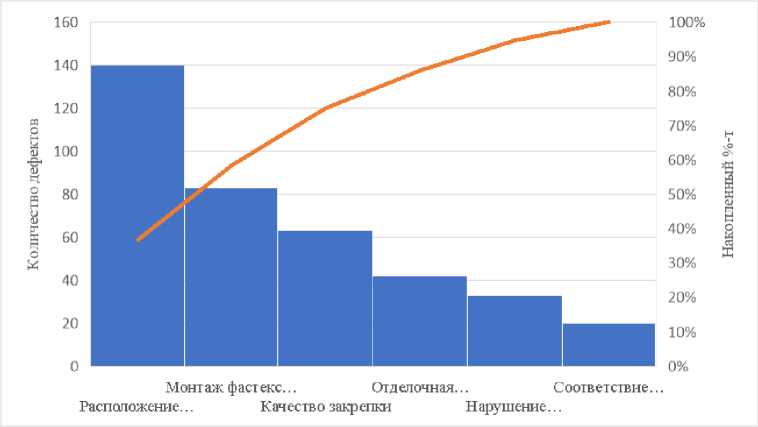
Рисунок. Диаграмма Парето
По выявленным несоответствиям были разработаны корректирующие мероприятия (таблица 4).
Для снижения доработок необходимо внедрение чек-листа самоконтроля для швей,
а также систематическое проведение координаций сотрудников швейного цеха, где технолог будет выявлять слабые места и акцентировать внимание на обнаруженное несоответствие отделом качества.
Таблица 4. Корректирующие мероприятия
|
Несоответствия установленным требованиям |
Причины несоответствия |
Корректирующие мероприятия |
|
Расположение шильдика / серийного номера |
На предприятии отсутствует регламент расположения шильдика и серийного номера. В связи с тем, что предприятие производит множество типов конструкций сотрудники не информированы на какую конструкцию и в каком месте необходимо пристрачивать шильдик бренда и серийный номер конструкции. |
Разработка регламента по расположению шильдиков и серийных номеров, согласно каждому виду конструкции на производстве |
|
Монтаж фастекса / кол-во фастексов |
Невнимательность ответственной швеи, несоблюдение технологии производства |
Внедрение еженедельных координаций, где технолог швейного цеха будет прорабатывать выявленные несоответствия |
|
Качество закрепки |
Квалификация сотрудников |
На этапе обучения концентрировать внимание сотрудников на установленную предприятием технологию |
|
Отделочная строч-ка/застрачивание припуска |
Квалификация сотрудников |
На этапе обучения концентрировать внимание сотрудников на установленную предприятием технологию |
|
Нарушение технологии |
Нарушение правил эксплуатации оборудования |
Индивидуальная настройка оборудования при смене материала. Например, ПВХ ткань имеет высокую плотность и в связи с эти она менее подвижна, перед пошивом необходимо настроить швейную машину под этот тип ткани |
|
Соответствие схеме сборки |
Технология разработки |
Все выкройки, которые попадают в швейный цех для пошива имеют контрольные метки, иногда контрольные метки имеют маленький размер или одинаковые знаки и швей это вводит в заблуждение. Необходимо при выявлении некорректности расположения или вида контрольной метки информировать технолога швейного цеха для возможности исправления и совершенствования маркировки конструкторским отделом |
Таблица 5. Разработка мероприятий по совершенствованию системы контроля качества вы- пускаемой продукции
|
Выявленные недостатки |
Предлагаемые мероприятия |
Ожидаемый результат |
|
1. Внимание сотрудников отдела технического контроля сфокусировано только на качество поступающей на проверку продукции. Проверка может занимать до 3 часов на одну единицу, следовательно эффективность отдела низкая |
Внедрение сдельной оплаты труда |
Повышение эффективности сотрудников отдела технического контроля |
|
2. Отсутствует контроль заполнения CRM-системы |
Внедрение контроля заполнения CRM-системы |
Отсутствие доработок в производстве по причине некорректно заполненных данных в CRM-системе |
|
3. Множество несоответствий при пошиве конструкций |
Внедрение чек-листа самоконтроля для работников швейного цеха |
Сокращение количества доработок и, следовательно уменьшение затрат времени сотрудников отдела технического контроля |
Таким образом, предлагаются следующие - Введение контроля заполнения CRM-
IMPROVEMENT OF PRODUCT QUALITY CONTROL IN LLC «QUADROGROUP»
A.V. Eliseeva, Assistant
Ural State Economic University
(Russia, Ekaterinburg)
На основании проведенного анализа результатов контроля качества продукции в ООО «КвадроГрупп», разработаны мероприя-
тия по совершенствованию системы контроля качества продукции (табл. 5).
мероприятия по совершенствованию системы контроля качества продукции:
-
- Повышение мотивации сотрудников отдела технического контроля;
системы.
-
- Внедрение чек-листа самоконтроля для работников швейного цеха.
Economy and Business: Theory and Practice, vol. 12-3 (118), 2024
