Совершенствование методики расчета размеров угловых швов

Автор: Зайцев Николай Леонидович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Сварка, родственные процессы и технологии
Статья в выпуске: 1 т.15, 2015 года.
Бесплатный доступ
Наряду с повышением надежности и долговечности сварных конструкций к ним предъявляют требования по снижению металлоемкости, в частности, по снижению количества наплавленного металла. Это, в первую очередь, относится к сварным соединениям с угловыми швами, так как из всех сварочных материалов, потребляемых в промышленности, более 70 % расходуется на выполнение угловых швов. Согласно нормативному методу расчета на прочность сварных соединений с угловыми швами СНиП II-23-81*, расчет ведут на условный срез по минимальному сечению шва. Размер минимального сечения определяют в зависимости от размера катета шва и нормативного коэффициента , который, в свою очередь, зависит от способа сварки. Следует отметить, что в СНиП недостаточно полно учтены возможности увеличения размера расчетного сечения при выполнении угловых швов механизированными способами сварки. В частности, регулируя положение зоны проплавления углового шва относительно плоскости разъема свариваемых листов путем выполнения неравнокатетных угловых швов, можно значительно увеличить длину расчетного сечения и, что не менее важно, увеличить глубину проплавления стенки таврового соединения для заданного режима сварки. В расчетной методике (Акулов А.И., Демянцевич В.П. Технология и оборудование сварки плавлением, 1977) рассматривается только вопрос определения высоты углового шва в зависимости от режима сварки, а вопрос определения размеров минимального сечения и глубины проплавления стенки остается открытым. В настоящей работе предпринята попытка усовершенствовать методику расчета размеров угловых швов. Методика базируется на подтвержденных экспериментально допущениях: зона проплавления углового шва описывается уравнением эллипса, а площадь поперечного сечения шва, независимо от его положения относительно плоскости разъема свариваемых листов, при заданном режиме сварки остается постоянной. Предлагаемая методика позволяет оптимизировать геометрию угловых швов, что, в свою очередь, позволяет без ущерба для прочности конструкции уменьшить размеры и расход сварочных материалов, используемых для выполнения угловых швов.
Гловой шов, равнокатетный шов, неравнокатетный шов, сварка в "симметричную лодочку", сварка в "несимметричную лодочку", высота шва, расчетное сечение шва, оптимальная геометрия шва
Короткий адрес: https://sciup.org/147156914
IDR: 147156914 | УДК: 621.791.07
Improving the method of calculation of sizes of corner cut seams
Welded constructions are becoming more reliable and durable and they are required to have less metal content in them. It concerns mostly joints with corner cut seams because more than 70 % of welding materials go to corner cut seams. According to the building regulations II-23-81* a standard method of calculating the strength of welded joints with corner cut seems is performed for the symbol cut on the minimum cross section of the weld. The size of the minimum cross section is determined depending on the size of the weld leg and the regulatory coefficient β, which, in its turn, depends on the welding method. It should be noted, that building regulations do not fully take into account the possibility of increasing the size of the estimated cross section while performing the corner cut seams by mechanical methods. In particular, adjusting the position of the zone of penetration of the corner cut seam relative to the jointing plane of welded sheets by performing not equal weld leg corner cut seams it is possible to significantly increase the length of the calculated cross section. Moreover, it is possible to increase the depth of penetration of the t-joint wall for a given welding mode. The paper considers the question of determining the height of the corner cut seam depending on the welding mode, but it doesn’t take into account the determination of the size of the minimum cross-section and the depth of penetration of the wall. An attempt was made to improve the method for calculating the sizes of corner cut seams. The method is based on the experimentally confirmed assumptions: the area of penetration of the corner cut seam is described by the equation of ellipse; the cross-sectional area of the joint, regardless of its position to the jointing plane of welded sheets, remains constant at a given welding mode. The proposed method allows optimizing the geometry of corner cut seams, which in its turn allows reducing the size and consumption of welding materials used to perform corner cut seams without decreasing structural strength.
Текст научной статьи Совершенствование методики расчета размеров угловых швов
Согласно [1], прочность углового шва определяется размером его минимального сечения В (рис. 1). При ручной сварке размер минимального сечения принимают равным В = 0,707 K . Размер катета определяют путем вписывания равнокатет-ного треугольника в имеющийся угловой шов. При механизированных способах сварки расчетный параметр определяют из выражения
В = K в, где в — нормативный коэффициент, зависящий от способа сварки:
в = 0,85 при полуавтоматической сварке за один проход;
в = 0,8 при полуавтоматической сварке за два и три прохода;
в = 1,0 при автоматической сварке за один проход;
Рис. 1. Расчетные параметры углового шва
р = 0,9 при автоматической сварке за два и три прохода.
Исследования [3, 4] показали, что значения нормативного коэффициента р во многих случаях занижены. Хотя это не идет в ущерб прочности конструкции, но приводит к ее перенасыщению наплавленным металлом. В этой связи теоретическое и экспериментальное определение формы провара и уточнение существующих методов расчета размеров угловых швов в зависимости от параметров режима сварки представляет большой интерес.
В принятой методике [2] последовательность выбора параметров режима сварки и расчета размеров угловых швов тавровых соединений сохраняется такой же, как и для выполняемых за несколько проходов стыковых швов пластин с углом разделки кромок а = 90 ° . Вначале по выбранным параметрам режима сварки рассчитывают размеры шва для случая сварки пластин, собранных встык без зазора и разделки кромок. Затем принимают, что общая высота углового шва D равна высоте стыкового шва, выполненного на том же режиме, а ширина шва B = 2KK . Следует заметить, что в методике [2] не рассматривается вопрос определения расчетного параметра В и глубины провара стенки тавра h ст .
Зная уравнение кривой, описывающей зону провара углового шва, можно расчетным путем определить величину критического сечения В и проплавление стенки h ст . Выполненные нами на большом количестве образцов измерения формы поперечного сечения угловых швов на сварных темплетах показали, что более точно зону провара описывает эллипс. Исходя из сказанного, дальнейшие рассуждения о размерах угловых швов будем строить, предполагая, что при автоматической и полуавтоматической сварке под флюсом и в среде защитных газов фактическая форма провара описывается уравнением эллипса.
Вначале рассмотрим случай сварки тавра в «симметричную лодочку» (равнокатетными швами). Если расположить оси координат так, как они показаны на рис. 2, то величина абсциссы точки А будет равна значению расчетного параметра В . Координаты точки А определим, решая совместно уравнения эллипса и прямой, проходящей через точки А и Б . Уравнение эллипса запишем в виде
Y = K^—Do 2 - X 2 ; (1)
D 2
уравнение прямой
Y = X — K . (2)
Решая совместно уравнения (1) и (2), получим
2 2 D 2 K
A ”2 D 2 + K 2 .
Поскольку X А = B , то
2 2 D 2 K
2 D 2 + K 2 .
По координатам точек А и Г определим глубину провара стенки тавра hст = V( Ya - Yr )2 —(Xа - Xг )2 ,(4)
где Ya = h ct/V2 ; Y r = 0; X А = B ; X Г = k/ V2 . Подставляя значение координат в выражение (4), получим
. r-( IK hCT = V2B - K = K 1------- ст 22
.
Выполнение равнокатетных угловых швов в большинстве случаев не является рациональным, поскольку при этом тепловая мощность дуги расходуется неэффективно. Большая ее часть идет на провар полки тавра, что приводит к увеличению ее коробления. При этом с увеличением высоты шва D провар стенки тавра h ст и расчетный параметр B практически не увеличиваются. На практике для увеличения провара стенки тавра пользуются технологическим приемом сварки в «несимметричную лодочку» (рис. 3). Как видно из рис. 3, повернув вершину углового шва (вершину эллипса) в сторону стенки, не меняя при этом режима сварки, можно увеличить провар стенки и размер критического сечения.
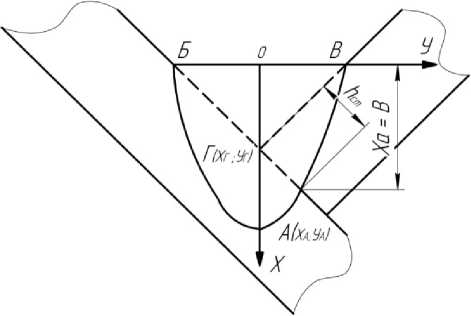
Рис. 2. Расчетная схема определения параметров углового шва
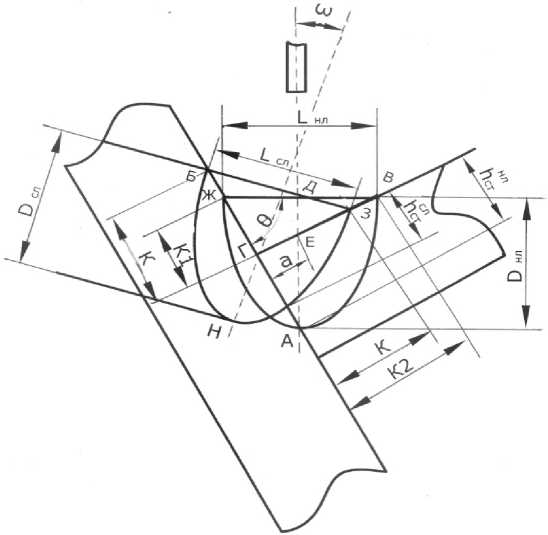
Рис. 3. Увеличение критического сечения В и провара стенки h ст при выполнении углового шва в «несимметричную лодочку»
При сварке в «несимметричную лодочку» зона провара по-прежнему будет описываться уравнением эллипса, однако размеры D, L, hст и B по сравнению с «симметричной лодочкой» изменятся. Предположим, что тавр повернут относительно оси электрода на угол го (см. рис. 3), тогда у нового шва соотношение между катетами будет
KT = tg 9 , K 1
где 9 = го + 45° .
При неизменных параметрах режима площади наплавленного металла в случае сварки в «симметричную» и «несимметричную» лодочку будут одинаковыми F™ = F™. Исходя из этого, полу- критического сечения В будут наибольшими для данного режима сварки. Назовем такое положение оптимальным, и, соответственно, угловой шов – оптимальным. У оптимального шва вершина полуэллипса, описывающего очертания провара, будет лежать на линии сопряжения вертикальной стенки и полки тавра. Получение такого шва обеспечивается следующим технологическим приемом: электрод располагают строго вертикально, сварное соединение (тавровую балку) поворачивают вокруг своей оси на угол ω , электрод смещают на стенку на величину a (см. рис. 3). Угол θ , смещение a , провар стенки hст и расчетный параметр B при сварке в оптимальном положении определяют из выражений:
чим, что при сварке на одинаковых режимах ширина равнокатетного шва будет равна
L с.л = K V2
а ширина неравнокатетного шва
L н.л
= K1+ + tg2 9
V1 + tg 9
.
Если принять, что площади проплавления равнокатетного и неравнокатетного угловых швов, выполненных на одинаковых режимах, равны F 'p = F p , то получим
tg 9 опт
a опт
опт ст
B опт
I 2V2 D - K
K
K ( tg 2 9 опт - 1 ) 2^/tg з29оnm
K tg 2 9 опт ;
2Vtg 9 опт ’
= D 2tg 9 опт
N 1 + tg 2 9 опт
.
п = D с.л L с.л = п V2tgQ
D н.л т D с.л /------"--
L н.л V+ + tg 2 9
По-видимому, шов можно расположить таким образом, что глубина провара стенки h ст и размер
Выполнение оптимальных угловых швов в тавровых соединениях позволяет существенно повысить расчетную прочность и глубину провара стенки. Последнее имеет важное практическое значение при производстве тавровых стержней,
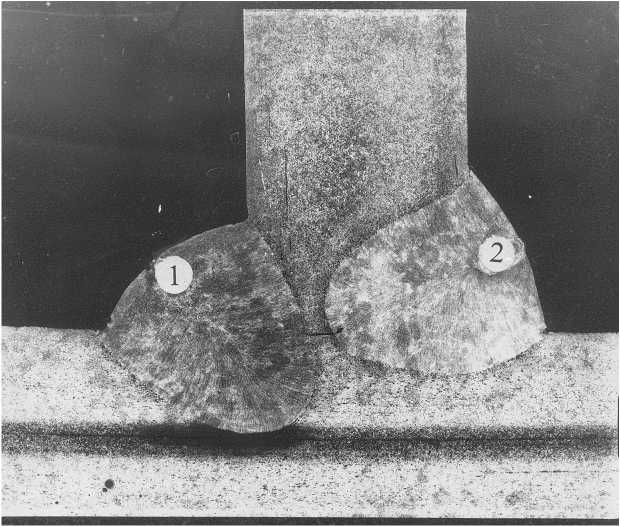
Рис. 4. Фото шлифа поперечного сечения таврового соединения
выполняемых с полным проваром вертикального листа. Так, расчеты показывают, что на типовом оборудовании можно без разделки кромок обеспечить за один проход с двух сторон сквозной провар стенки тавра толщиной до 30 мм.
Наглядно преимущества сварки угловых швов в оптимальном положении иллюстрирует рис. 4. Швы 1 и 2 выполнены на одинаковом режиме. Шов 1 выполнен в «симметричную лодочку», шов 2 – в «оптимальном положении». Толщина свариваемых пластин S = 20 мм .
Список литературы Совершенствование методики расчета размеров угловых швов
- СНиП II-23-81*. Стальные конструкции/Госстрой СССР. -М.: Стройиздат, 1982. -96 с.
- Акулов, А.И. Технология и оборудование сварки плавлением/А.И. Акулов, В.П. Демянцевич. -М.: Машиностроение, 1977. -432 с.
- Лившиц, М.Г. О прочности угловых швов при сварке под флюсом/М.Г. Лившиц, Д.С. Кассов, Ю.И. Рейдерман//Сварочное производство. -1969. -№ 2. -С. 23-25.
- Рудь, С.В. Сварка тавровых соединений с полным проваром вертикального листа/С.В. Рудь, А.Л. Зайцев//Сварочное производство. -1971. -№ 4. -С. 28-30.
