Совершенствование процесса разработки полимерных композиционных материалов на основе методов машинного обучения

Автор: Е.А. Петухова
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1 т.28, 2026 года.
Бесплатный доступ
Предложена методика совершенствования процесса разработки новых полимерных композиционных материалов. В ее основе лежит применение алгоритмов машинного обучения для прогнозного моделирования свойств композитов, что позволяет перейти от полного перебора компонентов к целенаправленному выбору перспективных составов. Для обеспечения воспроизводимости и внедрения в производственные процессы создан специализированный программный интерфейс, регламентирующий ввод данных, процедуру анализа и представление результатов. Снижение затрат делает технологию доступной для малых и средних предприятий. Разработанный программный продукт обладает потенциалом для интеграции в системы менеджмента качества (СМК) предприятий авиационной, автомобильной и медицинской промышленности, обеспечивая управление качеством на ранних стадиях проектирования.
Управление качеством, стандартизация, полимерные композиционные материалы, машинное обучение, бережливое производство, экологическая эффективность, организация производства
Короткий адрес: https://sciup.org/148333245
IDR: 148333245 | УДК: 658.5 | DOI: 10.37313/1990-5378-2026-28-1-97-102
Optimization of the Technological Process for Developing Polymer Composite Materials Based on Machine Learning Methods
A methodology for standardizing and optimizing research and development processes in the creation of new materials is proposed. The methodology is based on the application of machine learning algorithms for predicting the properties of polymer composites. It formalizes the process of selecting the optimal material composition and improves the organization of testing, signifi cantly reducing its scope. The implementation of this methodology reduces R&D costs and the carbon footprint of the development process by 95%. To ensure reproducibility and integration into production processes, a specialized software interface has been created, which standardizes data entry, the analysis procedure, and the presentation of results. The cost reduction makes the technology accessible to small and medium-sized enterprises. The developed software product can be integrated into computer-aided design (CAD) and quality management systems (QMS) of enterprises in the aviation, automotive, and medical industries for quality management at the early stages of design.
Текст научной статьи Совершенствование процесса разработки полимерных композиционных материалов на основе методов машинного обучения
EDN: JAGWPB
АКТУАЛЬНОСТЬ ИССЛЕДОВАНИЯ
Процесс разработки новых полимерных композиционных материалов (ПКМ), в частности для критически важных изделий авиакосмической отрасли (корпусные детали беспилотных летательных аппаратов), характеризуется высокой ресурсоемкостью и длительностью экспериментальных исследований. К таким материалам предъявляются строгие требования по удельному весу, механической прочности, модулю упругости, огнестойкости и термостабильности. Существующая методология, основанная на полном переборе компонентов и их соотношений, требует совершенствования организации процесса для сокращения времени вывода продукции на рынок и снижения себестоимости НИОКР.
Цель работы . Совершенствование процесса разработки полимерных композиционных материалов за счет интеграции методов машинного обучения для прогнозирования свойств материалов и сокращения объема экспериментальных исследований, что направлено на повышение эффективности организации работ и управление качеством на стадии проектирования.
Создание полимерных композиционных материалов с заданными эксплуатационными характеристиками представляет собой сложный многоэтапный процесс, включающий подбор компонентов, изготовление образцов и проведение комплексных испытаний. Традиционная технология разработки материалов, основанная на полном переборе возможных комбинаций компонентов, становится экономически неэффективной и не соответствует современным требованиям скорости разработки новой продукции.
Современные тенденции в области стандартизации и организации производства, такие как внедрение принципов индустрии 4.0, бережливого производства и устойчивого развития, диктуют необходимость сокращения количества испытаний, материальных и временных затрат. Методы машинного обучения и анализа данных могут использоваться как инструмент для построения предсказательных моделей, позволяющих оптимизировать процесс разработки и формализовать процедуры принятия решений [1, 2].
В последние годы появились исследования, демонстрирующие возможности машинного обучения для прогнозирования свойств материалов [3, 4, 5]. Однако большинство работ посвящено решению узкоспециализированных задач прогнозирования отдельных характеристик [3], а не комплексной оптимизации всего технологического процесса разработки.
АНАЛИЗ ЭФФЕКТИВНОСТИ ТРАДИЦИОННОЙ МЕТОДИКИ ИСПЫТАНИЙ
Организация процесса испытаний по традиционной схеме предполагает полный перебор множества комбинаций компонентов. Для обеспечения статистической достоверности результатов, требуемой стандартами (например, ГОСТ 11262-2017 [6] предписывает испытание не менее 5 образцов на одну комбинацию), общее количество испытаний для исследования 6 связующих и 4 наполнителей с вариацией параметров достигает 8640.
Подобная организация процесса разработки характеризуется рядом существенных недостатков, среди которых следует отметить высокую длительность полного цикла, составляющую от 6 до 12 месяцев, и значительные материальные затраты, оцениваемые в диапазоне от 17 до 73 миллионов рублей. Кроме того, наблюдается низкая эффективность использования ресурсов, поскольку большая часть испытаний проводится на заведомо неперспективных составах, а также существенная экологическая нагрузка, выражающаяся в выбросах CO₂, достигающих 605 кг на один цикл разработки [7]. Подобный подход не соответствует принципам бережливого производства и устойчивого развития.
РАЗРАБОТКА МЕТОДИКИ СОВЕРШЕНСТВОВАНИЯ ПРОЦЕССА РАЗРАБОТКИ ПКМ
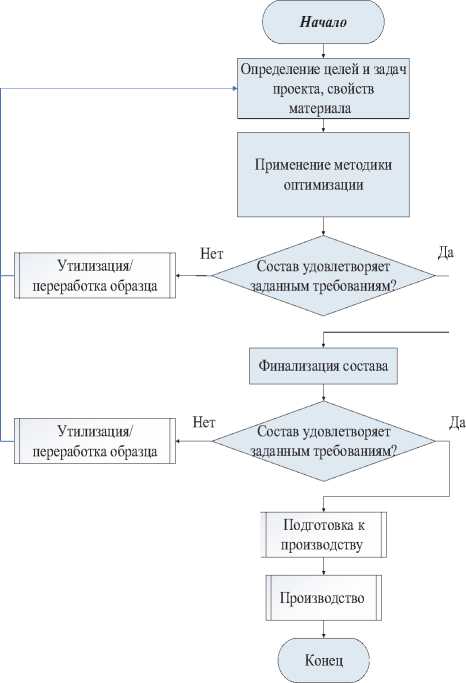
Рисунок 1 – Схема оптимизированной технология процесса разработки ПКМ
Предлагаемая оптимизированная технология процесса разработки ПКМ (рис.1). представляет собой последовательность взаимосвязанных этапов, направленных на повышение эффективности исследований
Первый этап новой методики предполагает формирование комплексной базы данных, основанной на исторических экспериментальных данных и специализированных разработках [8], которая включает информацию о рецептурах материалов, технологических параметрах их получения и результатах проведенных испытаний.
Процесс подготовки данных представляет собой важный этап и включает в себя несколько обязательных процедур. Прежде всего выполняется очистка данных, в ходе которой идентифицируются и устраняются статистические выбросы и артефакты измерений, а также заполняются пропущенные значения с применением статистических методов, таких как расчет среднего значения или медианы, или же методов интерполяции.
Далее осуществляется нормализация и стандартизация данных, заключающаяся в приведении разнородных параметров к единому математическому масштабу, например, к диапазону от 0 до 1 или к нормальному распределению с нулевым средним значением и единичной дисперсией. Данная процедура является критически важной для обеспечения корректной работы алгоритмов машинного обучения, особенно чувствительных к разбросу величин.
Завершающим этапом подготовки является векторизация категориальных признаков, которая предполагает преобразование качественных параметров, таких как тип связующего, вид наполнителя или способ отверждения, в числовую форму. Это преобразование осуществляется с помощью специализированных методов кодирования, включая One-Hot Encoding или Label Encoding, что позволяет включить категориальные данные в математические модели машинного обучения для по- следующего анализа и прогнозирования.
На втором этапе применяется двухуровневая модель машинного обучения:
-
1. Кластеризация данных
-
2. Прогнозное моделирование
С помощью алгоритма k-средних все известные составы из базы данных группируются в кластеры со схожими свойствами. Это позволяет визуализировать пространство возможных материалов и выявить скрытые закономерности «состав-свойство» (рис. 2).
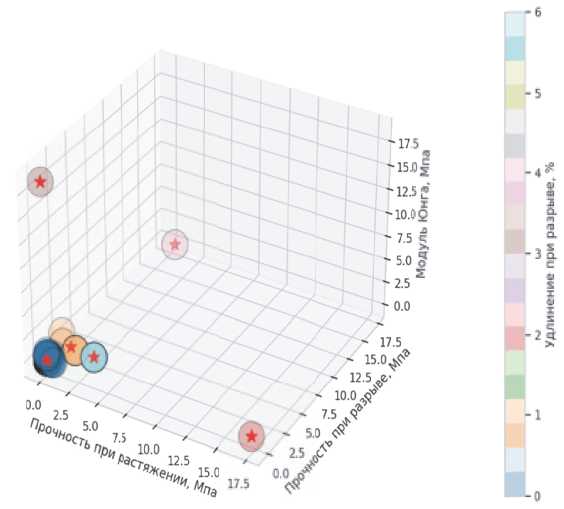
Рисунок 2 – Определение числа кластеров
Для непосредственного предсказания механических свойств (прочность, удлинение, модуль упругости) используется модель линейной регрессии. Модель обучается на 80% данных (обучающая выборка), где алгоритм методом наименьших квадратов подбирает коэффициенты β , минимизируя ошибку между предсказанными и экспериментальными значениями.
Результатом этапа является список из 5 наиболее перспективных составов, отобранных сначала на основе принадлежности к «успешным» кластерам, а затем — по наилучшим прогнозным значениям свойств, полученным с помощью регрессионной модели.
На третьем этапе выполняется сокращенный цикл экспериментальных исследований, предусматривающий изготовление и испытание 25 образцов по пять для каждого отобранного состава.
Четвертый этап включает верификацию полученных результатов и выбор оптимального состава для последующего внедрения в производство, что обеспечивает подтверждение прогнозируемых характеристик и обоснованность принятия технологических решений.
Программная реализация и автоматизация процесса
Определение состава полимерных композиционных материалов
O«Ai»!e значение м»е*1рипроааамос т и. См и t или <к*мг* пуным):
Виедите лилчснме уде/шмео поаерииостиого тлеитртемесмого согтротимеина, Ои‘ы (или ост жите гтустмы I:
Разработанный интерфейс включает:
-
1. Модуль ввода данных – позволяет задать требуемые свойства материала (рис.3).
-
2. Визуализацию результатов - вывод таблиц с детализацией по каждому варианту (состав, прогнозируемая прочность, модуль упругости и т.д.) (рис.4).
-
3. Информацию о связующем и наполнителе. После получения рекомендаций, с помощью кнопки «Выберите материал для просмотра детальной информации» можно просмотреть информацию о связующем и наполнителе для выбранного полимерного композиционного материала (рис. 5).
На рисунке 6 представлена таблица с результатами детальной информации по связующему и наполнителю
Разработанный программный продукт предназначен для интеграции в существую -щие системы менеджмента качества и автоматизированного проектирования (САПР) на предприятиях. Он формализует и документирует процесс принятия решений на ранней стадии проектирования, что является ключевым аспектом современного управления качеством.
Воедите значение кинцемтрзциинл порте про геч-зтитя, об земное содержание, % (или встаньте «густым/:
Висенте значение пин цент раце и на порше прогсчсммеа. массиеие содержание. Ч (илиосмане пусташ':
Восддте значение плохих » И. t/ur*} >лм ос« лак’с КуОмИЕ
ОаКдртс лаачсмге прстэелл про*ачм.ги при рэс г алиями. МПл 'или <клааьте луслым!;
Виейитс лиачеинс предел* пророс г и pupa'av. НПа ‘или скл лоь'с пустим):
ВигмИ^с лиачемне деформации (угЛиисни*} при рллриа*. % Гили осмиыс пун ми»;
Вмените лилчемне подула упругости Юнга. МП л (или оста лаге льстим?
Получить р»ком»ндэции
НОВЫЙ ЛОМС*
Рисунок 3 – Интерфейс автоматизированной модели определения состава полимерных композиционных материалов
Лолнифиый ■оипомфкммый млерилл Плотности, ка’З Эмстропсооооностъ. Смм Уалжм* пооломостное иа* номчаятрлиил *л перо»» п( кевпичтрлци» мл пороге трс предел прочности при раст предел промести рак» Деформачм гмумаемле ищущ упругостиКмеа. МЛ*
Рисунок 4 – Рекомендации полимерных композиционных материалов
Выберите материал для просмотра детальной информации:
| 80/20 mass,%PES CF ^ |
80/20 mass,% PES_CF
85/15 mass,% PES_CF
70/30 mass,% PES_CF
Рисунок 5 – Всплывающее окно для выбора полимерного композиционного материла
ПшЧ«ыермм|А ,фипа»м4»*о*«ч Ct*J
-
15 U?U«nau.4PCS.Cf 00с 101015 QOiO^HliM Mm МЫ HP роММтЛом M IjOOQ.OOOjOOO.OCO 0 25 0 4 ИГ CMtollttar 10
Рисунок 6 – Детальная информация о материале
АПРОБАЦИЯ ОПТИМИЗИРОВАННОЙ ТЕХНОЛОГИИ ПРОЦЕССА
Для оценки эффективности предложенной методики был проведен сравнительный анализ традиционной и оптимизированной методик по следующим критериям: количество необходимых испытаний, финансовые затраты, длительность цикла разработки и объем выбросов CO₂.
Для обучения прогнозных моделей была сформирована репрезентативная выборка экспериментальных данных, включающая 155 проверенных составов полимерных композиционных материалов с известными свойствами.
Для тестирования полученной модели был подготовлен отдельный набор из 48 тестовых образцов, которые не использовались на этапе обучения и представляли собой независимую проверочную выборку.
Для каждого из 48 тестовых образцов были получены прогнозные значения трех ключевых механических характеристик: предела прочности при растяжении, относительного удлинения при разрыве и модуля упругости.

Все образцы прошли полный цикл механических испытаний на растяжение в соответствии с требованиями ГОСТ 11262-2017[6] с использованием сертифицированного испытательного оборудования МЕГЕОН-03000 (рис.7). Процедура испытаний включала подготовку образцов по ГОСТ 33693-2015 [9], их кондиционирование по ГОСТ 12423-2013 [10] и последующее механическое тестирование с точной фиксацией всех значений свойств.
В таблице 1 приведен фрагмент сравнения результатов испытаний и определенных с помощью линейной регрессии свойств ПКМ для восьми образцов.
Полученные результаты продемонстрировали высокую степень соответствия между прогнозными и экспериментальными данными. Для оценки точности прогнозных моделей были рас-
Рисунок 7 – Испытательный стенд МЕГЕОН-03000 считаны метрики ошибок. Средняя абсолютная ошибка (MAE) для прогноза предела прочности составила 0,084 МПа, а средняя абсолютная процентная ошибка (MAPE) — 15%. Наилучшие показа- тели точности модель продемонстрировала при прогнозировании параметра удлинения, где средняя абсолютная ошибка не превышала 0,023 при относительной ошибке 9,9%. Прогнозирование модуля упругости характеризовалось средней абсолютной ошибкой 0,297 МПа и относительной ошибкой 15,1%. Полученные значения ошибок находятся в пределах допустимого диапазона для задач прогнозного моделирования свойств материалов и подтверждают адекватность построенных моделей.
В таблице 2 приведено сравнение использования традиционных методов и оптимизированной методики.
Таблица 1. Сравнение результатов испытаний и рассчитанных значений свойств
|
№ |
s C а a a ® a S О ? c “ OJ u 4 re си Л c |
a£ 4 t? |
cE a" и о E Л 4 |
2 л Ей a a £ о S ° a a 2 g a a a 2 ° S e a ® c « m 4 H л «a в л a |
QJ M § 0? ° S s s S 3 ® § и |
0J a P a о 2 a ® a" S К u n S о oat, ьч л 2 ® ® ® a |
|
1 |
1,10 |
0,17 |
7,08 |
0,80 |
0,19 |
6,34 |
|
2 |
0,22 |
0,24 |
0,91 |
0,22 |
0,22 |
0,82 |
|
3 |
0,45 |
0,31 |
1,45 |
0,36 |
0,32 |
0,99 |
|
4 |
0,38 |
0,37 |
1,04 |
0,36 |
0,34 |
0,96 |
|
5 |
0,50 |
0,20 |
2,48 |
0,34 |
0,22 |
1,87 |
|
6 |
0,31 |
0,26 |
1,10 |
0,28 |
0,27 |
0,92 |
|
7 |
0,25 |
0,21 |
1,20 |
0,20 |
0,26 |
0,97 |
|
8 |
0,30 |
0,35 |
0,85 |
0,31 |
0,34 |
0,82 |
Таблица 2 . Сравнение оптимизированной методики с традиционной
|
Параметр |
Традиционный метод |
Оптимизированная методика |
|
Количество испытаний |
8640 |
450 |
|
Затраты |
17-73 млн руб |
0.9-4 млн руб |
|
Время разработки материала |
6-12 месяцев |
1-2 месяца |
|
Выбросы CO2 |
605 кг |
32 кг |
Сравнительный анализ эффективности технологических подходов выявил существенное преимущество оптимизированной методики. Количество необходимых испытаний сократилось с 8640 до 450, что соответствует уменьшению на 95%. Финансовые затраты на проведение научно-исследовательских и опытно-конструкторских работ снизились на 80% - с 17-73 миллионов рублей до 0,9-4 миллионов рублей. Временные затраты на полный цикл разработки уменьшились в 4-6 раз - с 6-12 месяцев до 1-2 месяцев. Значительный экологический эффект проявился в сокращении выбросов диоксида углерода на 95% - с 605 кг до 32 кг на один исследовательский цикл.
Особого внимания заслуживает успешная апробация разработанного программного обеспечения в рамках оптимизированного процесса разработки полимерных композиционных материалов. Программный модуль продемонстрировал стабильную работу на всех этапах - от ввода исходных данных до визуализации конечных результатов. Интерфейс системы оказался интуитивно понятным для исследователей, а время обработки одного запроса не превышало 5 минут, что на порядки меньше времени, необходимого для проведения натурных экспериментов.
ЗАКЛЮЧЕНИЕ
Проведенное исследование доказало эффективность разработанной методики для совершенствования процесса разработки полимерных композиционных материалов. Методика позволяет рационализировать организацию испытаний — количество испытаний уменьшается на 95%, а время разработки сокращается с 6-12 до 1-2 месяцев. Финансовые затраты снижаются на 80%, а экологическая нагрузка уменьшается за счет сокращения выбросов CO₂ на 95%.
Таким образом, достигается существенное повышение эффективности процесса разработки и управления качеством на этапе проектирования. Разработанный программный комплекс продемонстрировал высокую точность прогнозирования механических свойств материалов и удобство использования. Практическая ценность работы подтверждена экспериментальными исследованиями.
