Совершенствование работы шахтных подогревателей второго поколения

Автор: Райле В.Т., Рощин В.Е.
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Статья в выпуске: 13 (189), 2010 года.
Бесплатный доступ
После ввода в эксплуатацию шахтных печей второго поколения (с удерживающими пальцами) выявились технологические и конструктивные недостатки, которые снижают эффективность предварительного подогрева металлолома в шахтном подогревателе и модулей системы газоочистки. Результатом этих недостатков явились неравномерный и неполный подогрев металлолома, односторонний выброс вредных веществ в помещение цеха («каминный эффект»). Также термическое и механическое исполнения шахтного подогревателя вызывали дополнительные потери тепла в шахтных подогревателях. Существующие конструкции колпака шахты и передвижной муфты создавали экстремальные условия для работы модулей газоочистки. В данной статье рассмотрены причины и предложены меры, которые устраняют вышеуказанные недостатки шахтных подогревателей и в значительной мере стабилизируют работу системы дожигания и очистки отходящих газов.
Неравномерный подогрев лома, "каминный эффект", шиберный затвор, камера осаждения пыли, термическое и механическое исполнения шахтного подогревателя
Короткий адрес: https://sciup.org/147156646
IDR: 147156646 | УДК: 669.187.2+669.02/09
Improvement of operation of the second generation shaft preheaters
After commissioning of the shaft furnaces of the second generation (with retaining fingers) some technological and design disadvantages appeared which reduce the effectiveness during preheating of scrap in the shaft preheater and the off gas units. The results of these disadvantages were an uneven and incomplete preheated scrap and a one-sided emission of harmful substances in the shop building ("chimney effect"). The thermal and mechanical design of the shaft preheater caused also additional losses of heat. The existing construction of the shaft hood and the movable sleeve piece created extreme conditions for the off gas system units. This article discusses the causes of the mentioned disadvantages of the shaft preheater and provides the measures which will remove them and stabilize the operation of the post combustion and off gas cleaning systems significantly.
Текст научной статьи Совершенствование работы шахтных подогревателей второго поколения
Проблемы существующих шахтных подогревателей
Работа первого поколения шахтных печей (без удерживающих пальцев) и второго поколения (с удерживающими пальцами) в 90-е годы прошлого столетия показала ряд конструктивных и технологических недостатков, которые снижали эффективность предварительного подогрева металлолома. Основными проблемами являлись: неравномерный подогрев металлической шихты в процессе подогрева; в шахтном подогревателе наблюдается ярко выраженный односторонний выброс вредных веществ в помещение цеха и далее в тракт неорганизованных газов, так называемый «каминный эффект»; конструкция колпака шахты не позволяет отсасывать отходящие газы в течение всего процесса работы шахтной печи. Во время завалки, выпуска шлака и плавки отсос организованных газов происходит только частично, в тече ние цикла плавки общее время этих процессов составляет от 5 до 7 минут. Отходящие газы в это время попадают в тракт неорганизованных газов, в котором не происходит термическая обработка вредных веществ. Вследствие неплотного прилегания колпака шахты к шахтному подогревателю увеличивается подсос холодного воздуха в камеру дожигания, что приводит к дальнейшему охлаждению отходящих газов и к повышению развития «новосинтеза» [1, 2]. Кроме того, расчётная мощность горелок камеры дожигания не позволяет повышать температуру отходящих газов до величины, которая обеспечивает сгорание летучих углеводородов и разложение диоксинов/фуранов. Технологическое управление передвижной муфты не позволяет избежать повышения температуры отходящих газов в тракте газоочистки более 900 °C. Данная ситуация приводит к перегрузке модулей газоочистки и прогару фильтровальных рукавов.
Теоретическая экономия энергии при работе шахтных печей второго поколения согласно расчётам энергетического баланса составляет от 90 до 100 кВт-ч/т, затраты на дожигание отходящих газов составляют от 10 до 15 кВт ч/т [3]. В результате отмеченных недостатков происходило снижение расчётных показателей энергетического баланса. Следует отметить, что второе поколение шахтных печей имеет более устойчивые термические характеристики по сравнению с первым поколением шахтных печей. Данное преимущество в сочетании с оптимальным выбором модулей газоочистки и соблюдением режимов работы позволяет второму поколению шахтных печей выдерживать современные нормы выделения вредных веществ в окружающую среду.
На рис. 1 показан разрез агрегата шахтной печи второго поколения, где представлены основные конструктивные решения и процесс протекания отходящих газов в шахтном подогревателе.
Первое и второе поколения шахтных печей выявили также недостатки термического и механического исполнений шахтных подогревателей. Анализ энергетических балансов показал относительно высокие удельные потери тепла через водоохлаждаемые панели стен шахтных подогревателей. Причиной тому является большая площадь водоохлаждаемых панелей, переходной части и наличие «холостого» времени работы шахтной печи, которая характеризуется отсутствием металлолома в шахте. Это время в зависимости от агрегата и его режимов работы составляет от 5 до 7 мин. При отсутствии металлолома шахтный подогреватель и переходная часть газохода испытывают большую термическую нагрузку от излуче ния отходящих газов. Далее отходящие газы подвергают температурной перегрузке следующие модули газоочистки. Вследствие низкой температуры охлаждающей воды по сравнению с температурой отходящих газов у стеновых панелей шахтного подогревателя происходит интенсивный теплообмен при высоком коэффициенте теплопередачи. Охлаждение отходящих газов у стен шахтного подогревателя требует дополнительного ввода энергии в камеру дожигания с целью сжигания летучих углеводородов и разложения диокси-нов/фуранов.
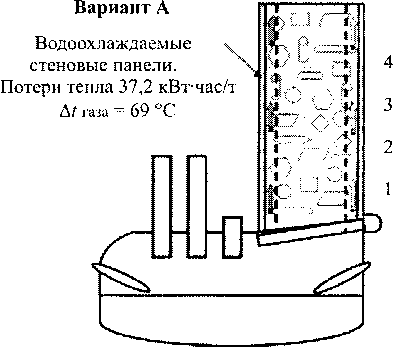
Другой проблемой шахтных подогревателей явилась механическая стойкость водоохлаждаемых панелей. Отклонение массы и размеров отдельных кусков металлолома от предписанных кондиций загружаемой шихты приводит к повреждению водоохлаждаемых панелей шахтного подогревателя, опасности попадания воды на поверхность ванны печи и к вынужденным простоям. На рис. 2 представлены термическое исполнение и тепловые потери существующего шахтного подогревателя второго поколения шахтных печей. Варианты А и Б являются основными режимами работы шахтного подогревателя. Удельные потери тепла при указанных режимах работы достаточно высоки, что требует высокой мощности охлаждающей системы шахтных печей.
Улучшение теплопередачи и потока отходящих газов в шахтных подогревателях
На основании расчётов и практических наблюдений за работой шахтных агрегатов были проведены следующие мероприятия конструктивного и технологического характера, которые улуч-
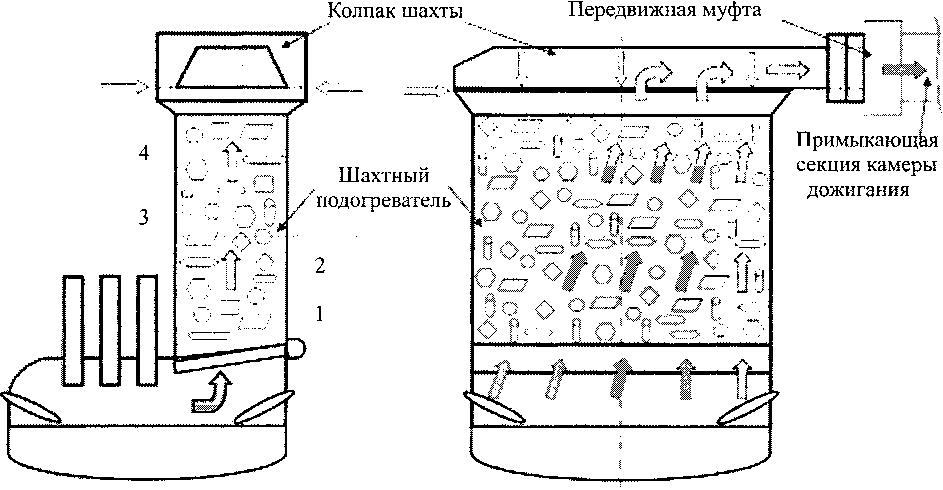
ш_>Поток отходящих газов £—:;> Подсос холодного воздуха
Рис. 1. Существующий шахтный подогреватель и процесс протекания отходящих газов
Шахтный подогреватель с металл омом. Конвективный теплообмен у стеновых панелей t = 3 9... 4 1 мин
Шахтный подогреватель без металлома. Скорость газов равна 0. Тепловое излучение между газами печи и панелями t = 5...7 мин
Вариант Б
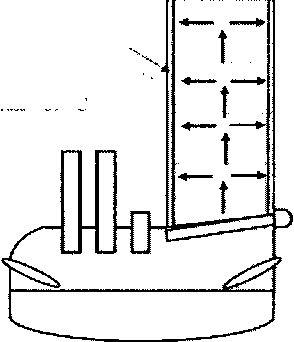
Водоохлаждаемые стеновые панели. Потери тепла 71,9 кВт-час/т А? газа= 69 °C
™* Принудительный конвективный теплообмен ----*■ Излучение отходящих газов зг—у* Свободный конвективный теплообмен
Рис. 2. Термическое исполнение и тепловые потери водоохлаждаемых стен существующего подогревателя шают поток и теплообмен отходящих газов в шахтных подогревателях:
-
• Устранение несимметричного отсоса отходящих газов в шахтном подогревателе. Для этих целей отсос отходящих газов производится не с боковой, а с тыльной стороны по всей ширине шахтного подогревателя.
-
• В целях обеспечения отсоса отходящих газов с тыльной стороны конструкция колпака шахты должна быть принципиально изменена. Поэтому была применена конструкция шиберного затвора, который имеет механические направляющие и обеспечивает точный ход при открытии и закрытии шахтного подогревателя.
-
• Для достижения минимального зазора между шиберным затвором и шахтным подогревателем применяется конструкция лабиринтного уплотнения. Лабиринтное уплотнение установлено с двух сторон между шиберным затвором и шахтным подогревателем.
-
• С целью уменьшения времени выбросов печных газов в цех, а затем в тракт неорганизованных газов во время завалок шахты, выпуска плавки и шлака газоход шахты сконструирован таким образом, что позволяет полностью или частично в вышеуказанные периоды работы печи отсасывать отходящие газы через тракт организованных газов.
-
• У выхода газохода шахты устанавливается камера осаждения пыли с целью уменьшения отложения пыли в первых водоохлаждаемых секциях газохода и снижения абразивной нагрузки последующих модулей газоочистки. Это снижает процесс «новосинтеза», так как крупные частицы пыли и металла являются катализаторами при образовании диоксинов и фуранов.
-
• Управление передвижной муфтой позволяет избегать температурную перегрузку модулей газоочистки при превышении температуры отходящих газов более 900 °C. Управление передвижной муфтой происходит в автоматическом режиме работы.
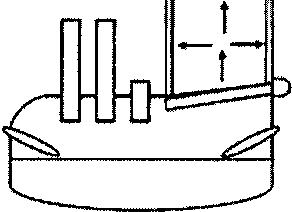
На рис. 3 показаны конструктивные решения, которые улучшают поток и теплообмен шахтного подогревателя второго поколения.
Мероприятия, проведённые в ходе улучшения конструктивных и технологических характеристик работы шахтных подогревателей второго поколения, позволили достичь результатов, которые в значительной мере устраняют или минимизируют указанные выше недостатки [2]. В табл. 1 приведены сравнительные технологические и конструктивные данные существующего и улучшенного шахтного подогревателя.
Совершенствование термического исполнения шахтных подогревателей
В целях устранения вышеописанных недостатков была предложена конструкция термической изоляции и механической защиты трубных панелей шахтного подогревателя. Данная конструкция преследует следующие цели улучшения процесса подогрева металлической шихты [4]:
-
• Снижение термической нагрузки на шахтный подогреватель и уменьшение теплопередачи между отходящими газами и водоохлаждаемыми панелями.
-
• Аккумулирование тепла отходящих газов во время отсутствия в шахтной печи металлолома, снижение пика термической перегрузки шахтного подогревателя и последующих модулей газоочистки.
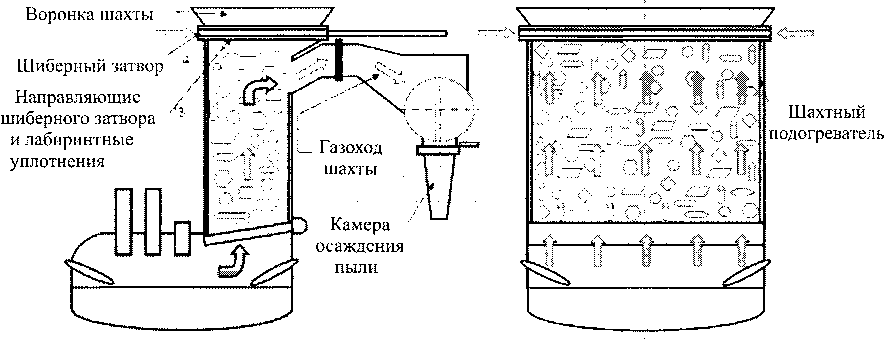
—'" Отходящие газы —Подсос холодного воздуха
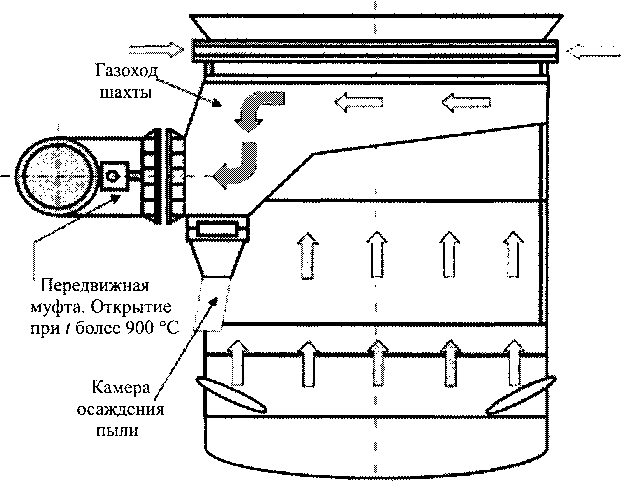
Рис. 3. Конструктивные решения, улучшающие поток и теплообмен отходящих газов в шахтном подогревателе
Таблица 1
|
Конструктивные и технологические данные |
Существующий шахтный подогреватель |
Улучшенный шахтный подогреватель |
|
Запирающее устройство шахтного подогревателя |
Колпак шахты налегающего типа, без специального уплотнения, несимметричный отсос отходящих газов |
Шиберный затвор с направляющим устройством и лабиринтным уплотнением |
|
Средний зазор между колпаком шахты и шахтным подогревателем |
5... 7 мм, площадь подсасывания холодного воздуха А = 0,116 м2 |
1,5...2,5 мм, площадь подсасывания холодного воздуха А = 0,033 м2 |
|
Средняя температура подогретой шихты, °C |
522 |
559 |
|
Сопротивление потока отходящих газов, ДР, мбар |
7,6 |
11 |
|
Количество подсосанного холодного воздуха, ст. м3/ч |
19,770 |
5,624 |
|
Средняя температура отходящих газов после процесса подогрева металлической шихты (у входа в камеру дожигания), °C |
186 |
230,3 |
Сравнительные данные существующего и улучшенного шахтного подогревателя
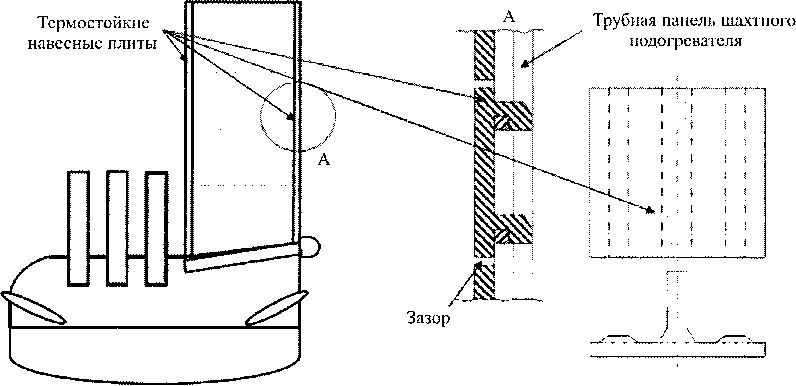
Рис. 4. Конструктивное решение, улучшающее термическое и механическое исполнение шахтного подогревателя
Шахтный подогреватель без металлома. Скорость газов равна 0. Тепловое излучение между газами печи и термическими плитами. / = 5...7 мин
О г t н t 1 1'
Вариант А
Шахтный подогреватель с металломом. Конвективный и лучистый теплообмен термических плит, t = 39...41 мин f *
Термические плиты.
Потери тепла 27,7 кВтчас/т
А/газа = 51,3 °C
Вариант Б
Термические плиты.
Потери тепла 53,5 кВт-час/т
Ы газа = 261,8 °C
*— —*
Принудительный конвективный теплообмен —* Излучение отходящих газов
1 * Свободный конвективный теплообмен
Рис. 5. Термическое исполнение шахтного подогревателя с использованием термостойких плит
-
• Повышение температуры подогреваемого металлолома по периметру шахтного подогревателя и снижение расхода природного газа в камере дожигания в целях доведения температуры отходящих газов до необходимой величины.
-
• Уменьшение поперечного сечения трубных панелей и количества необходимой охлаждающей воды шахтного подогревателя.
-
• Улучшение процесса дожигания летучих углеводородов и разложения диоксинов/фуранов по периметру шахтного подогревателя.
-
• Защита трубных панелей от ударов и износа металлической шихтой.
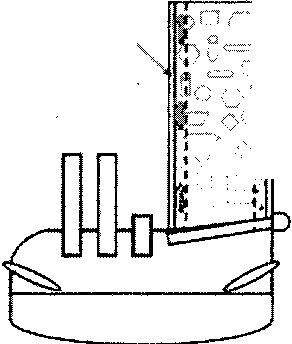
Для решения данных проблем предусмотрена навеска специальных термостойких плит (в технической литературе используется понятие термиче ская плита) на панели шахтного подогревателя. Эти плиты в зависимости от геометрии шахтного подогревателя имеют различные размеры в целях их лучшей адаптации к конфигурации водоохлаждаемых панелей. На рис. 4 показано конструктивное решение термического и механического исполнений шахтного подогревателя, улучшающее процесс подогрева металлолома.
Термические плиты во время отсутствия металлолома в шахтном подогревателе накапливают тепло за счёт теплового излучения между отходящими газами печи и термостойкими плитами. Расчёты и практические данные показывают, что в результате применения термических плит возрастает энергетическая эффективность работы шахтных подогревателей и механическая стойкость водоохлаждаемых панелей. На рис. 5 представлено
Таблица 2
Сравнительные данные существующего и термического исполнений шахтного подогревателя
В табл. 2 приведены сравнительные данные существующего и термического исполнений шахтного подогревателя.
Заключение
Улучшение теплопередачи потока отходящих газов и совершенствование термического исполнения шахтных подогревателей второго поколения позволили повысить среднюю температуру подогреваемого металлолома на 44 °C, снизить мощность системы горелок для дожигания отходящих газов на 1,05 МВт. Эти мероприятия позволили улучшить работу модулей системы газоочистки, избежать термических перегрузок и тем самым значительно стабилизировать процессы дожигания летучих углеводородов и разложения диоксинов/фуранов. Нормы выделения летучих углеводородов (20 мг/м3) и диоксинов/фуранов (0,1 г ТЭ/м3) в окружающую среду стало возможным выдерживать во время всего процесса плавки.
Проведённые улучшения в шахтных подогревателях показывают, что для дальнейшего повышения средней температуры подогреваемой шихты и предотвращения возникновения вредных веществ следует дальше работать в направлении повышения и стабилизации температуры газов в шахтном подогревателе [5]. С технологической и экологической точек зрения необходимо приблизить температуру отходящих газов на выходе шахтного подогревателя к 850 °C и не допускать её выше 900 °C. Эта задача является весьма сложной, так как процессы в металлургических агрегатах нестабильны по времени и зависят от множества технологических и организационных факторов. Такая задача решена в области дожигания мусора и определены нормы по выделению вредных веществ в окружающую среду для сталеплавильной индустрии и горной промышленности.
Список литературы Совершенствование работы шахтных подогревателей второго поколения
- Ehle, J. Finger Shaft Technology: Latest improvements and results/J. Ehle, H. Knapp, H. Moser//Steel World -2001. -Vol. 3, № 2. -P. 24-32. 2.
- Noack, W. EAF Steelmaking/W. Noack, U. Wihelm, P. Zipp//Iron and Steel. Metals and Mining. -Februar 2008. -S. 36-37.
- Tang, X. Anwendung der CFD zur Berechnung der Nachverbrennung von Abgasen in Entstaubungssystemen von Lichtbogenqfen. 2.4.4. Anforderungen an Nachverbrennungsanlagen/X. Tang.//GRIPS Media GmbH. -2003. -Bd. 1. -135 S.
- Ehle, J. Neuere Entwicklungen des Drehstrom-Lichtbogenofens/J. Ehle//Institut fur Bildung. 25. Seminar Elektrotechnik des Lichtbogenofens, Kehl. -Oktober 2001. -S. 6-7.
- Friedacher, A. Untersuchungen zur Reduktion der Dioxin/Furan Emissionen in Abgasen von Elektrolichtbogendfen: Dissertation/A. Friedacher//Institut für Verfahrenstechnik des Industriellen Umweltschutzes. Montanuniversität Leoben. -11 Februar 2004. -200 S.
