Совершенствование системы управления установки электрообработки металлов на базе линейного электродинамического двигателя

Автор: Шестаков И.Я., Шестаков В.И., Фадеев А.А., Швалева Н.А.
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 3 т.22, 2021 года.
Бесплатный доступ
Электрохимические и электрофизические методы обработки металлов и сплавов нашли широкое применение в машиностроении и приборостроении, в том числе ракетно-космической технике. Указанные методы обработки обладают рядом преимуществ и широкими технологическими возможностями. Однако темпы внедрения в промышленность все еще не велики, что во многом обусловлено новизной этих методов. Известны случаи практического использования в качестве приводов подач станков линейных электродинамических двигателей для реализации электрохимических и электрофизических методов обработки металлов и сплавов, а именно импульсная электрохимическая обработка и электроконтактная обработка. Линейный электродинамический привод наилучшим образом подходил для перемещения электрода-инструмента на каждый импульс технологического тока. В статье рассмотрены принципиальные схемы управления линейным электродинамическим двигателем. В настоящее время назрела необходимость создать блок управления двигателем на современных электронных компонентах. Представлена система управления линейным электродинамическим двигателем, используемым в установке электрообработки для копировально-прошивочных операций при изготовлении штампов, пресс-форм и другой технологической оснастки. На основе современных достижений электроники была разработана структурная схема управления установки электрообработки. Управление установкой осуществляется через персональный компьютер, где загружена соответствующая программа управления. В данной установке предусмотрена система регистрации перемещения электрода-инструмента при помощи датчика линейных перемещений. С помощью данного датчика модуль управления варьирует входные параметры, которые необходимы для обработки заготовки. Питание датчика осуществляется непосредственно от микроконтроллера. При помощи вышеуказанного датчика регистрируется и анализируется глубина обработки и скорость движения электрода-инструмента. Представлены результаты проверки работоспособности микроконтроллера осциллографом. Разработанная система управления с индуктивными датчиками перемещения и современной цифровой техникой позволит получить точность позиционирования электрода-инструмента в пределах нескольких микрометров, что соответствует мировому уровню.
Система управления, линейный электродинамический двигатель, электрообработка, электрод-инструмент, датчик линейных перемещений
Короткий адрес: https://sciup.org/148323920
IDR: 148323920 | УДК: 62-523.2 | DOI: 10.31772/2712-8970-2021-22-3-543-549
Improvement of the control system of the installation of electrical processing of metals based on a linear electrodynamic motor
Electrochemical and electrophysical methods of processing metals and alloys have found wide application in mechanical engineering and instrument making, including rocket and space technology. These processing methods have a number of advantages and wide technological capabilities. However, the pace of industrial adoption is still not high, which is largely due to the novelty of these methods. There are known cases of practical use of linear electrodynamic motors as feed drives for machine tools for the implementation of electrochemical and electrophysical methods of processing metals and alloys, namely, pulse electrochemical processing and electrical contact processing. The linear electrodynamic drive was the best suited for moving the electrode - the tool for each pulse of the process current. The article discusses the basic control schemes for a linear electrodynamic motor. Currently, there is a need to create an engine control unit based on modern electronic components. The article presents a control system for a linear electrodynamic motor used in an electrical processing installation for copy-piercing operations in the manufacture of dies, molds and other technological equipment. On the basis of modern advances in electronics, a block diagram of the control of an electrical processing unit was developed. The setup is controlled via a personal computer, where the corresponding control program is loaded. This setup provides a system for recording the movement of the electrode - tool using a linear displacement sensor. With this sensor, the control module varies the input parameters that are necessary for machining the workpiece. The sensor is powered directly from the microcontroller. Using the above sensor, the processing depth and the speed of movement of the tool electrode are recorded and analyzed. The article presents the results of checking the operability of the microcontroller with an oscilloscope. The developed control system with inductive displacement sensors and modern digital technology will make it possible to obtain the positioning accuracy of the tool electrode within a few micrometers, which corresponds to the world level.
Текст научной статьи Совершенствование системы управления установки электрообработки металлов на базе линейного электродинамического двигателя
В машиностроении и приборостроении, в том числе ракетно-космической отрасли, используются различные электрохимические и электрофизические методы обработки металлов и сплавов. Приводы подач большинства современных металлообрабатывающих станков с ЧПУ, в том числе и электроэрозионных (ЭЭ), строятся по традиционной схеме (перемещения рабочего органа (РО) осуществляется путём использования передачи винт-гайка). Недостатки указанных видов приводов достаточно известны и очевидны: большое количество промежуточных элементов, инерционность этих элементов, трение во множестве сопрягаемых деталей и др.
Одним из вариантов устранения этих недостатков является использование в качестве приводов подач станков линейного электродинамического двигателя.
Совмещение рабочего органа стационарных машин и ротора электродвигателя позволяет уменьшить массу и размеры машины (привода), исключить из электропривода преобразователь движения в виде редуктора или другого передаточного механизма, улучшить условия охлаждения и вентиляции [1].
Сотрудниками СибГУ им. М. Ф. Решетнева была предложена конструкция привода подачи электрода-инструмента на основе линейного электродинамического двигателя (ЛЭДД) [2–4]. Практическое использование линейных электродинамических двигателей началось с его традиционных областей применения: быстродействующие технологические устройства – привод электрода – инструмента в установках импульсной электрохимической и электроконтактной обработки [5–7]. Линейный электродинамический привод наилучшим образом подходил для перемещения электрода-инструмента на каждый импульс технологического тока, следующих с частотой до 200 Гц. В дальнейшем линейный двигатель был использован в качестве молота [8; 9] и для исследования ударного взаимодействия материалов [10–12]. Подробно вопросы моделирования, конструирования и практического использования линейного электродинамического двигателя изложены в монографии [13]. В этой работе рассмотрены принципиальные схемы управления линейным электродинамическим двигателем. В настоящее время назрела необходимость создать блок управления двигателем на современных электронных компонентах.
В статье представлена система управления линейным электродинамическим двигателем, используемым в установке электрообработки для копировально-прошивочных операций при изготовлении штампов, пресс-форм и другой технологической оснастки.
Система управления
Структурная схема управления установки электрообработки разработана на основе современных достижений электроники [14–16] (рис. 1) и включает следующие элементы: блок питания индуктора ЛЭДД (600 В); блок питания ротора ЛЭДД (200 В импульсного напряжения, обеспечивает транзистор); блок питания микроконтроллера (12 В); блок питания (40 В) для обеспечения технологическим током зоны обработки между катодом-инструментом и заготовкой; микроконтроллер, предназначенный для основных вычислений; ПК – персональный компьютер, необходимый для управления установкой; плата управления и индикации, предназначенная для графического отображения информации и задания параметров; плата MKS, необходимая для управления работой шаговыми двигателями; шаговые двигатели, которые обеспечивают перемещения заготовки по трём координатам; операционный усилитель, служащий для усиления сигналов с шунта; оптопары, которые предназначены для гальванической развязки высоковольтных цепей от низковольтных; датчик линейных перемещений, необходимый для регистрации глубины обработки.
Управление установкой осуществляется через персональный компьютер, где загружена соответствующая программа управления. В данной установке предусмотрена система регистрации перемещения электрод-инструмента при помощи датчика линейных перемещений. Данный датчик является одним из основных элементов обратной связи в модуле. С его помощью модуль управления будет варьировать входные параметры, которые необходимы для обработки заготовки на данном этапе. Питание датчика может осуществляться непосредственно от контроллера. При помощи этого датчика регистрируется и анализируется глубина обработки и скорость движения электрода-инструмента.
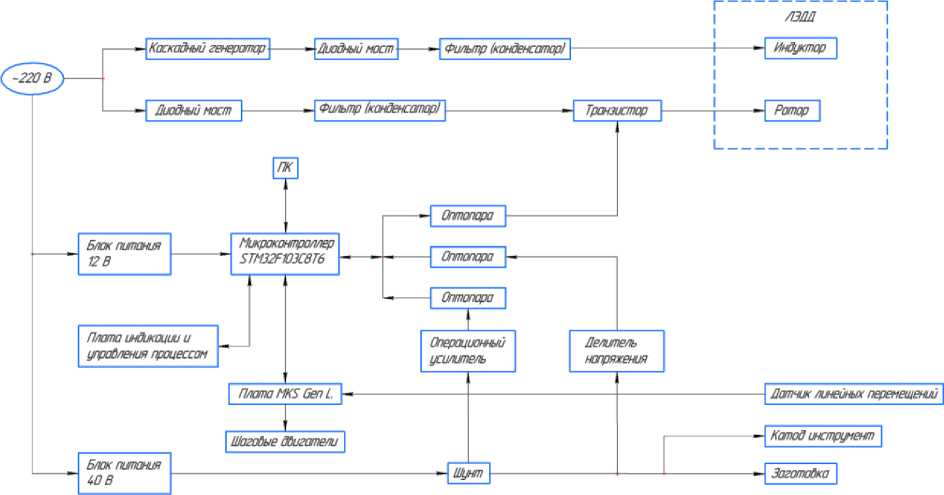
Рис. 1. Структурная схема модуля управления
Fig. 1. Control module block diagram
Скорость движения электрода-инструмента при разведении электродов определяется выражением
P vp = i ⋅ kH ⋅ kT ⋅η⋅ .у , г p
где i – плотность тока на катоде-инструменте; k H г – объемный электрохимический эквивалент выделения водорода; k Т – термический коэффициент увеличения объема водорода; η – выход водорода по току; Р н.у – давление при нормальных условиях; р – давление подачи рабочей жидкости в МЭЗ.
Скорость движения рабочей жидкости (электролита) относительно обрабатываемой поверхности стремится к бесконечности при уменьшении МЭЗа к нулю. Однако скорость движения электролита не может превышать скорость звука в рабочей жидкости, поэтому скорость сближения электродов для трубчатого катода-инструмента определяется по формуле
-
α 2 δ P н.у
vс ≤-ikHkT⋅η⋅, (2) R-rc p где α – скорость звука в прианодном слое электролита; δ – амплитуда колебаний электрода-инструмента; R – наружный радиус электрода-инструмента; r – внутренний радиус электрода-инструмента.
В обеих формулах переменной величиной является плотность технологического тока, которая прямо пропорциональна падению напряжения на шунте.
После проведения серии опытов с разными параметрами появится возможность создать модель установки, которая будет способна сама полностью контролировать процесс обработки и выбирать параметры необходимые для того или иного этапа обработки заготовки.
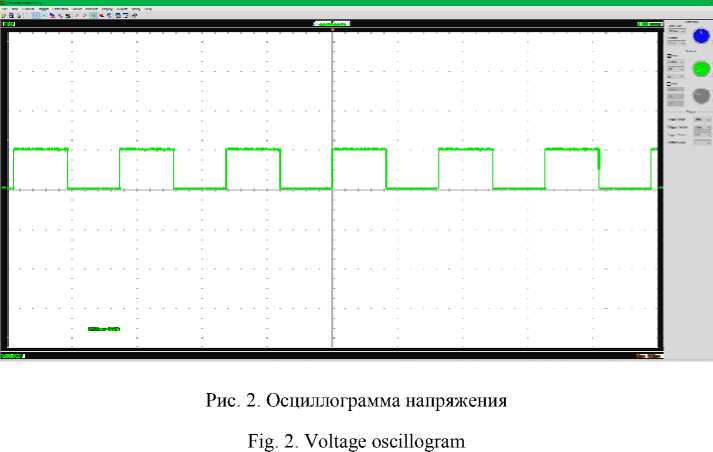
Для мониторинга и калибровки микроконтроллера использовался осциллограф DSO2090-USB. С помощью этого прибора проверена работоспособность микроконтроллера в диапазоне частот 1–100 Гц, полученная осциллограмма напряжения приведена на рис. 2.
Заключение
Модульная конструкция, работа с естественным охлаждением, возможность применения структур локального и распределенного ввода-вывода, широкие коммуникационные возможности, множество функций, наличие широкой гаммы модулей ввода-вывода дискретных и аналоговых сигналов, функциональных модулей и коммуникационных процессоров, удобство эксплуатации и обслуживания обеспечивают возможность получения рациональных решений для построения систем автоматического управления в различных областях промышленного производства.
Система управления с индуктивными датчиками перемещения и современной цифровой техникой позволит получить точность позиционирования электрода-инструмента в пределах нескольких микрометров, что соответствует мировому уровню.
Список литературы Совершенствование системы управления установки электрообработки металлов на базе линейного электродинамического двигателя
- Хромов Е. В. Линейный асинхронный двигатель в приводах стационарных машин с колебательным движением рабочих органов // Наука и современность - 2010 : сб. материалов III Междунар. науч.-практ. конф. В 3-х ч. Ч. 2 / под общ. ред. С. С. Чернова. Новосибирск : Изд-во НГТУ, 2010. С. 222-225.
- Пат. 2274525 РФ, МПК В23Н 7/30. Электродинамический привод подачи инструмента / А. И. Стрюк, И. Я. Шестаков, А. А. Фадеев. № 2004128716/02 ; заявл. 27.09.2004; опубл. 20.04.2006, Бюл. № 11. 5 с.
- Стрюк А. И., Шестаков И. Я. Установка электрообработки с линейным электродинамическим двигателем // Вестник СибГАУ. 2006. № 3 (10). С. 65-67.
- Фадеев А. А. Шестаков И. Я. Исследовательский стенд электродинамического привода подачи инструмента // Решетневские чтения : материалы XIV Международ. науч. конф., по-свящ. памяти акад. М. Ф. Решетнева / под общ. ред. Ю. Ю. Логинова ; СибГАУ. Красноярск, 2010. Т. 1. С. 237-238.
- Шестаков И. Я., Стрюк А. И., Цуканов А. В. Импульсная электрообработка вибрирующим электродом-инструментом // Вестник СибГАУ. 2004. № 5. С. 253-258.
- Артюкова О. Е., Фадеев А. А., Шестаков И. Я. Конструирование исследовательской установки для электрообработки на базе электродинамического привода // Вестник СибГАУ. 2010. № 4(30). С. 133-137.
- Артюкова О. Е., Шестаков И. Я., Ремизов И. А. Электроконтактнохимическая обработка вибрирующим электродом-инструментом // Решетневские чтения : материалы XIV Международ. науч. конф., посвящ. памяти акад. М. Ф. Решетнева / под общ. ред. Ю. Ю. Логинова ; СибГАУ. Красноярск, 2010. Т. 1. C. 344-345.
- Шестаков И. Я., Фисенко Е. Н., Ремизов И. А. Особенности работы электродинамического молота // Вестник СибГАУ. 2014. № 2. С. 85-88.
- Pat. CA 2829395 A1. IPC G01M7/08. Electrodynamic modal test impactor system and method / Kiiskila Jason C., Powers Donald E. Publ. 30.05.2012. 50 p.
- Фадеев А. А., Шестаков И. Я., Ереско Т. Т. Использование линейного электродинамического привода для исследования ударного взаимодействия материалов // Вестник СибГАУ. 2016. Т. 17, №4. С. 1077-1087.
- Швалева Н. А., Фадеев А. А., Ереско Т. Т. Моделирование и разработка конструкции устройства для статико-импульсной обработки поверхностей деталей // Системы. Методы. Технологии. 2019. № 2. С. 27-32.
- Швалева Н. А., Фадеев А. А., Ереско Т. Т. Математическая модель работы линейного элекродинамического двигателя при ударе с учетом упругой деформации упрочняемой поверхности // Сибирский журнал науки и технологий. 2019. № 2. С. 284-290.
- Шестаков И. Я., Стрюк А. И., Фадеев А. А. Линейные электродинамические двигатели. Конструирование. Практическое использование : моногр. / Сиб. гос. аэрокосмич. ун-т. Красноярск, 2011. 156 с.
- Рудаковский Д. Распределённая система электропитания на основе AC/DC преобразователей компании Микроника // Силовая электроника. 2012. № 6. С. 8-11.
- Токарев В. Процессорное управление электроприводами // Современная электроника. 2018. № 8. С. 60-65.
- Pat. EP 2306634F2. IPC B60L50/15; H02P29/02. Control system for electric drives / Cheng Bing, Hampo Richard J., Kowalec Steven J., Nallapa Venkatapathi R., Soudier Christophe. Publ. 06.04.2011. 17 p.
