Совершенствование системы управления запасами материальных ресурсов в организации

Автор: Корзун Игорь Иванович
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Экономика
Статья в выпуске: 1 (18), 2010 года.
Бесплатный доступ
В публикации на основе анализа отдельных элементов производственного процесса (движение материальных потоков; особенности технологического процесса изготовления продукции; режимы работы применяемого оборудования и др.) предложены мероприятия по совершенствованию действующей системы управления запасами (на примере организации METOS AS).
Материльные ресурсы, система управления запасами, системы управления, запасы ресурсов, управление запасами, совершенствование систем, материальные потоки, движение потоков, материальное снабжение
Короткий адрес: https://sciup.org/142184626
IDR: 142184626
Improvement of inventory management system in organization
The published work presents actions aimed at improvement of the inventory management. The suggested methods are based on the analysis of certain elements of the production process, such as material resources, peculiarities of the production technological process, the machinery work mode, etc.
Текст научной статьи Совершенствование системы управления запасами материальных ресурсов в организации
Новые экономические условия подталкивают большинство субъектов хозяйствования к более качественному решению проблем, связанных с планированием их производственной деятельности. Одним из ключевых моментов в данном процессе является совершенствование действующей на предприятии системы управления запасами материальных ресурсов (адаптация отдельных ее элементов к изменениям внутренней и внешней среды).
ОБЩАЯ ХАРАКТЕРИСТИКА METOS AS
Субъект хозяйствования с акционерной формой собственности был основан в 1999 г. и специализируется на изготовлении профессионального кухонного оборудования, а также осуществляет его техническое обслуживание и ремонт. В настоящее время Metos AS – лидер рынка в Скандинавии и странах Балтии, одна из ведущих компаний в Европе.
Анализ хозяйственных связей Metos AS показал, что основными потребителями продукции являются: столовые в школах, детских садах и больницах; отели и санатории; рестораны и кафе; места быстрого питания и супермаркеты. Поставщики Metos AS – фирмы по металлообработке и предприятия, поставляющие электрокомпоненты.
Специфика функционирования объекта исследования обусловливает сильные и слабые стороны ее деятельности. К сильным сторонам относятся: широкий ассортимент продукции; большой опыт обработки нержавеющих металлов; относительно дешевая рабочая сила. Слабые стороны: уязвимость на рынке Эстонии; длительные сроки исполнения заказов; высокая текучесть персонала.
ХАРАКТЕРИСТИКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА И ПРИМЕНЯЕМОГО ОБОРУДОВАНИЯ
Изготовление продукции (рис. 1) включает последовательно выполняемые операции (работы), объединенные в следующие фазы:
заготовительная – получение заготовок (методы штамповки, прессования, нарезки металла), зачистка и снятие заусенец;
обрабатывающая – механическая обработка деталей и сварочные работы;
сборочная – комплектация сборочных единиц, регулировочно-наладочные, контрольно-испытательные работы и упаковка продукции.
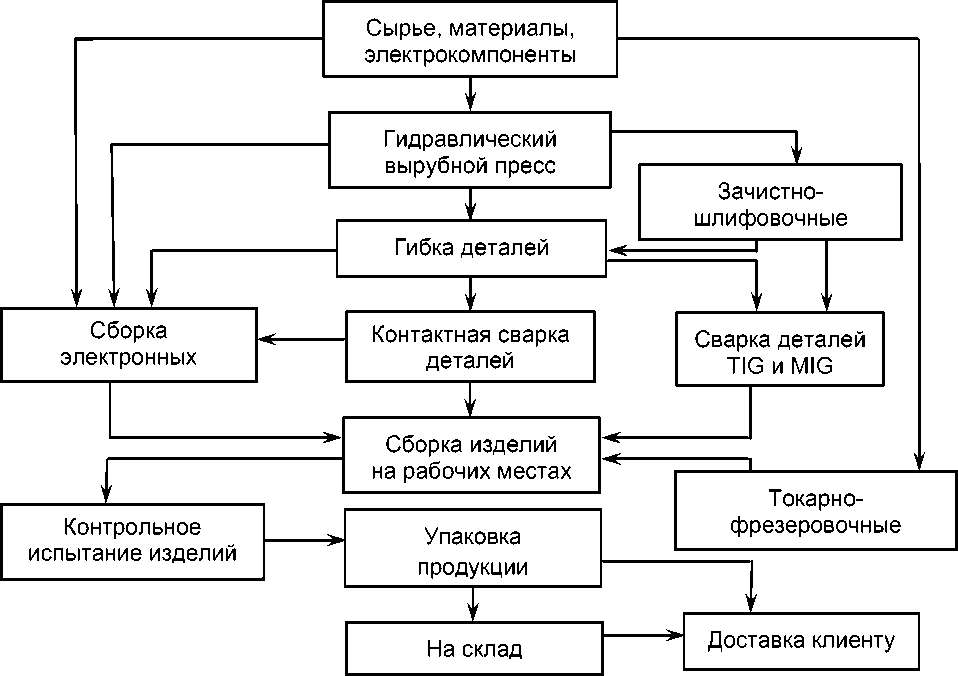
Рисунок 1 – Схема технологического процесса изготовления продукции
Основное технологическое оборудование (в разрезе выполняемых операций):
универсальные полуавтоматические станки и станки с ЧПУ;
загибочные прессы SAFAN (сила прессования 1100 кН, длина гибки 3100 мм);
гидравлический вырубной пресс TRUMATIC 2020R с числовым программным управлением (ЧПУ), обеспечивающий высокую точность раскроя металлического листа толщиной от 0,5 до 6,4 мм. Станок производит качественную обработку, не оставляя царапин на деталях;
гильотинные ножницы CINCINNATI – станок для резки металлических листов, в котором один нож неподвижно закреплен в станине, а другой (установлен под углом) получает возвратно-поступательное движение. Наибольшая толщина разрезаемого листа до 10 мм, длина – до 3,5 м;
листогибочный пресс AМАDA HFE 100-3 позволяет производить сложные детали с минимальными допусками, а система ЧПУ позволяет осуществлять полную симуляцию процесса гибки;
сварочные полуавтоматы KEMPOMAT 2500 для сварки TIG/MIG в среде CO2 и смесях газов. Плавное регулирование подачи проволоки и напряжения позволяют найти оптимальные параметры сварки.
ХАРАКТЕРИСТИКА СУЩЕСТВУЮЩЕЙ СИСТЕМЫ УПРАВЛЕНИЯ ЗАПАСАМИ
Управление запасами осуществляется по представленной схеме (рис. 2) на базе программы Microsoft Dynamics AX (позволяет оформлять заказы, контролируя сроки их исполнения), с учетом особенностей движения материальных потоков и готовой продукции на различных участках (рис. 3).
На основании полученных от клиентов заказов формируется план выпуска продукции на определенный период. В соответствии с планом определяются потребность в комплектующих изделиях (материалах), разрабатывается график загрузки производственного оборудования. После изготовления продукции и осуществления платежей готовая продукция отправляется заказчику.
СОВЕРШЕНСТВОВАНИЕ УПРАВЛЕНИЯ ЗАПАСАМИ МАТЕРИАЛЬНЫХ РЕСУРСОВ
Всесторонний анализ деятельности Metos AS (движение материальных потоков; особенности технологического процесса изготовления продукции; режимы работы применяемого оборудования и др.) позволил выявить следующие недостатки:
завышение размеров страховых запасов материальных ресурсов;
сложность согласования смежных фаз технологического процесса изготовления продукции (из-за брака на предыдущей стадии);
несоответствие кода заказа содержанию партии заказываемых деталей; отсутствие достоверной оперативной информации о складских запасах;
дублирование карточек заказа (снижает эффективность работы производственных участков).
Перечисленные недостатки обостряют проблему длительности сроков поставки. В настоящее время в Metos AS сроки поставки выполняются с точностью около 85%, т.е. 15% всех заказов являются просроченными, отрицательно сказываясь на имидже фирмы.
Начальник производства
Мастер производства
<------->
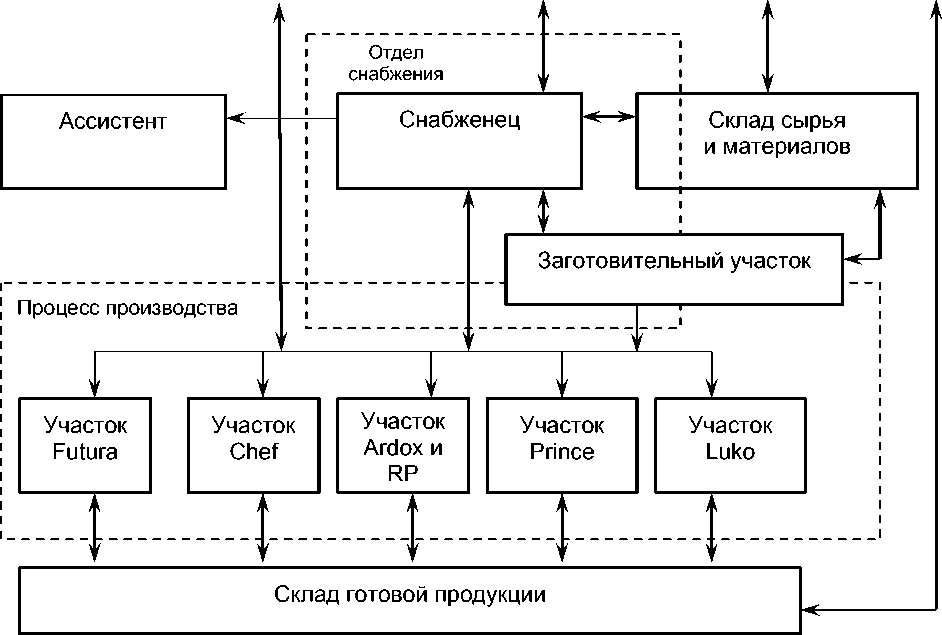
Рисунок 2 – Иерархическая структура материального снабжения
Учитывая изложенное, повышение эффективности действующей на предприятии системы управления запасами может быть достигнуто за счет:
-
- внедрения программного модуля ВОМ (Вill of Materials) на основе базы данных по карточкам заказа (позволит сократить длительность производственного цикла и расходы на внутрицеховое перемещение материалов; ликвидировать отказы потенциальных клиентов от приобретения продукции из-за нехватки деталей);
-
- корректировки «точки заказа» (позволит оптимизировать сроки поставок материальных ресурсов и точнее определять величину страхового запаса).
Склад сырья и материалов
Сырье
г
Участок разработок
Участок сборки (Luko)
<---
1
Сварочные работы
Участок сварки (Luko)
->
__1—
Участок cборки (Prince)
Участок сварки (Prince)
<---
Участок сварки (Ardox)
-
Н-
Участок cборки (Ardox)
Участок гибки (AMADA)
Участок контактной сварки на (Chef)
Склад готовой продукции
Участок зачистных и токарных работ
Материалы
Участок (TRUMPF)
Участок гибки (SAFAN)
— ■>
Участок cборки (LL и LLM)
■ ^
Участок cборки (Futura)
Участок сварки (Futura)
Участок сварки (RP)
■ ^
Участок cборки (RP)
Участок cборки (Chef)
Участок испытания готовой продукции
*
Участок cборки и сварки Nordien System
Рисунок 3 – Материальные потоки сырья и готовой продукции
На приведенной выше схеме (рис.3) рассмотрены потоки сырья и материалов (сплошная линия), заготовочных деталей (прерывистая линия) и готовой продукции (пунктирная линия).
Оценка экономической эффективности предлагаемых мероприятий. На основании показателей, приведенных в табл.1, ниже выполнена оценка экономической эффективности внедрения модуля ВОМ (период оценки – 5 лет; ставка дисконтирования – 14%).
Таблица 1 – Результаты внедрения модуля ВОМ
|
Показатель |
Значение |
Показатель |
Значение |
|
Затраты на внедрение модуля, тыс. крон |
Результаты от внедрения модуля, тыс. крон/год |
||
|
стоимость модуля |
300,0 |
экономия на проведении инвентуры |
127,0 |
|
установка модуля |
250,0 |
||
|
приобретение компьютеров |
52,0 |
экономия за счет сокращения времени выполнения заказа |
86,0 |
|
обучение персонала |
30,0 |
||
|
создание локальной сети |
50,0 |
||
|
плата за лицензию, тыс. крон/год |
45,0 |
экономия от предотвращения потери заказов |
431,0 |
|
Чистый дисконтированный доход, тыс. крон |
1 459,0 |
||
Ожидаемый экономический эффект, полученный от корректировки «точки заказа» (снижение) составляет около 350 тыс. крон (при сохранении запланированных объемов реализации продукции).
В заключение необходимо отметить, что предлагаемые для реализации мероприятия экономически целесообразны, обладают заданным уровнем устойчивости к воздействию факторов внутренней и внешней среды и могут быть профинансированы за счет собственных источников организации.
