Совершенствование способа магнитно-импульсной обработки алюминиевых расплавов

Автор: Черников Дмитрий Геннадьевич, Глущенков Владимир Александрович, Сулейманова Ильмиря Рашитовна, Никитин Владимир Иванович, Никитин Константин Владимирович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 6-1 т.16, 2014 года.
Бесплатный доступ
В данной статье представлены результаты исследования влияния параметров магнитно-импульсной обработки расплавов на структуру и механические свойства сплавов АК6М2, а также на продолжительность сохранения эффектов от такой обработки. При этом рассмотрены две схемы магнитно-импульсного воздействия на расплав - радиальная и осевая.
Магнитно-импульсная обработка, расплав, технологические схемы воздействия, микроструктура, механические свойства, качество, силумин
Короткий адрес: https://sciup.org/148203513
IDR: 148203513 | УДК: 621.74
Improvements in the method of magnetic-pulse processing of aluminum melts
This paper presents results of studies of the effect of parameters of pulse-magnetic processing of melts on the structure and mechanical properties of AK6M2, alloys, as well as the duration of the effects of this processing. Also two schemes of pulse-magnetic action on a melt - radial and axial are considered.
Текст научной статьи Совершенствование способа магнитно-импульсной обработки алюминиевых расплавов
В настоящее время с целью повышения качества отливок активно разрабатываются новые способы обработки расплавов, в том числе различные способы физического воздействия.
Известен ряд внешних электромагнитных способов воздействий на жидкие металлические расплавы, например, облучение расплавов нано-секундными электромагнитными импульсами (НЭМИ) [1], электрогидроимпульсная (ЭГИО) обработка [2]. В работах [3-6] было показано положительное влияние магнитно-импульсной обработки (МИО) жидких силуминов на структуру и свойства литых сплавов.
В данной статье представлены результаты исследований по влиянию энергии разряда (W, кДж) и количества импульсов (n, шт.) при МИО расплавов на структуру и физико-механические свойства промышленного силумина АК6М2. Дополнительно оценивали длительность сохранения (живучесть) эффекта МИО варьируя временем
выдержки обработанных расплавов. Были опробованы две основные технологические схемы обработки – радиальное и осевое воздействия [4]. Эксперименты проводили в Центре литейных технологий СамГТУ, а используемое при этом энергетическое оборудование для осуществления МИО создано в НИЛ-41 СГАУ [7]. В качестве генератора импульсного тока применялась универсальная магнитно-импульсная установка МИУ-3.
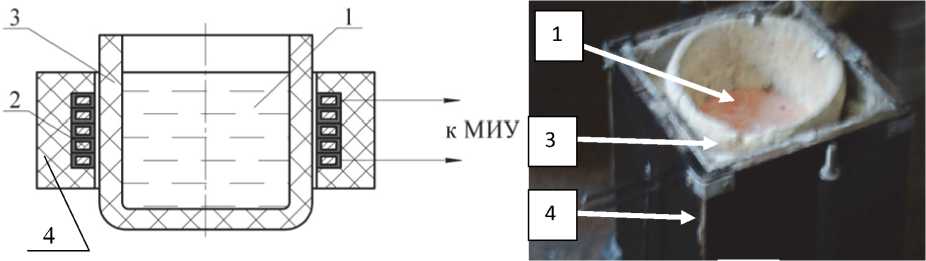
На первом этапе были проведены эксперименты с использованием радиальной схемы МИО (рис. 1).
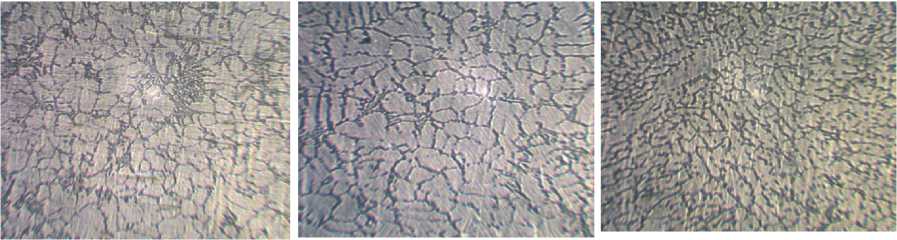
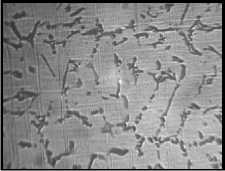
К МИУ-3 с помощью соединительного кабеля подключалась технологическая оснастка, состоящая из тепловой камеры, в которую встроен многовитковый индуктор на «обжим» (рис. 1, а). Шихтой для приготовления сплава АК6М2 служил однократный переплав кокильных отходов ОАО «АВТОВАЗ». Расплавы готовили в печи сопротивления, дегазацию и рафинирование не осуществляли, после достижения температуры 760 + 10 о С расплава с его поверхности снимали шлак, перемешивали, а затем ковшом переливали в предварительно нагретый до 800 оС и помещенный в тепловую камеру тигель. Далее заливали пробы на микроструктуру и производили МИО расплава. После обработки и 5 мин выдержки снова заливали пробы на микроструктуру. На рис. 2 показаны микроструктуры сплава АК6М2, обработанного по разным режимам.
Анализ микроструктуры показывает, что при меньшей энергии, но большем количестве разрядов модифицирующее действие МИО проявляется сильнее: измельчаются не только дендриты a -Al, но и эвтектический кремний. Однако, анализ радиальной схемы воздействия выявил ряд существенных технических и технологических
а
б
Рис. 1. Радиальная обработка расплавов магнитно-импульсными полями:
а – схема; б – тигель с расплавом в тепловой камере;
1 – расплав; 2 – индуктор; 3 – тигель; 4 – тепловая камера; МИУ – магнитно-импульсная установка
a б в
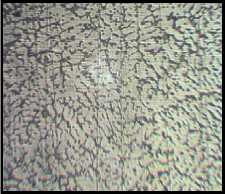
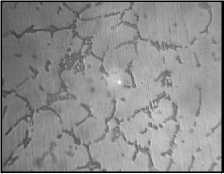
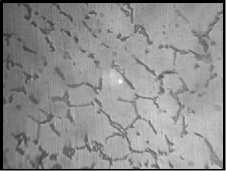
Рис. 2. Влияние магнитно-импульсной обработки расплава на структуру сплава АК6М2 (увеличение X 100):
а – без обработки; б – МИО при W=2,0 кДж, n=5 шт.; в – МИО при W=0,56 кДж, n=10 шт.
недостатков:
-
. необходимость дополнительного оборудования в виде тепловой камеры;
-
. предварительный разогрев тигля тепловой камеры для снижения тепловых потерь расплава;
-
. наличие двух переливов на пути «плавильная печь - тепловая камера - литейная форма».
В связи с этим для дальнейших экспериментов была разработана конструкция и изготовлен индуктор для осевого воздействия импульсными магнитными полями на расплав, находящийся непосредственно в плавильной печи (рис. 3).
На первом этапе, используя отходы медистого силумина, выясняли максимально-возможную энергию разряда, обеспечивающую целостность зеркала расплава и исключение его выбросов. Энергию разряда изменяли, начиная с 0,5 кДж, и далее повышали с шагом 0,2 кДж. В момент разряда наблюдали за состоянием расплава в тигле, после разряда производили осмотр нижней части термозащитного корпуса индуктора. При разрядах в интервале 0,5-1,0 кДж зеркало расплава находилось в спокойном состоянии. Воздействие на расплав энергией 1,5-2,5 кДж вызывало заметное движение зеркала расплава. При этом, раз- ряды энергией 2,0-2,5 кДж приводили к разрыву поверхности зеркала и выплескам расплава на нижнюю часть термозащитного корпуса. На основании результатов, полученных при радиальной схеме воздействия и проведенного опробования по осевой схеме воздействия, провели обработку расплава АК6М2 разрядами в количестве 10 шт. при энергии разряда 1,5 кДж. В качестве шихты использовал чушковый сплав АК6М2 (стандартная чушка, масса – 17 кг), который в исходном состоянии по параметрам структуры можно отнести к крупнокристаллической шихте. Расплав при температуре 750+100С подвергали воздействию импульсных магнитных полей. Далее при этой же температуре дегазировали таблетированным препаратом «Дегазер» на основе гексахло-рэтана (ТУ 2458-002-79162668) и рафинировали порошкообразным флюсом «ФНК-А» (ТУ 2149008-43884713) в количествах 0,06% и 0,22% от массы расплава в печи, соответственно. Порядок отбора проб на механические испытания, плотность и металлографическое исследование представлен в табл. 1. Для механических испытаний получали отдельно отлитые в кокиль образцы.
Влияние МИО на физико-механические свойства сплава АК6М2 в литом состоянии пред-
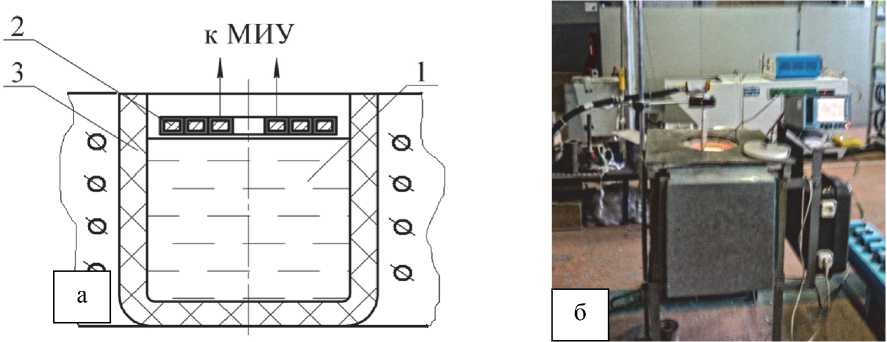

Рис. 3. Обработка расплава импульсными магнитными полями в тигле плавильной печи сопротивления по осевой схеме воздействия: а – схема осевого воздействия;
б – обработка в тигле плавильной печи;
-
в – индуктор в термозащитном корпусе и зеркало расплава после обработки;
-
1 – расплав; 2 – индуктор; 3 – тигель плавильной печи
Таблица 1. Порядок отбора проб при обработке расплава АК6М2 по осевой схеме воздействия
|
№ п/п |
Описание действий |
№ пробы |
|
1 |
Расплавление, перегрев расплава до 750 + 100С, съем шлака, перемешивание |
1* |
|
2 |
МИО расплава |
- |
|
3 |
Выдержка после обработки 2 мин |
2* |
|
4 |
Обработка расплав а флюсом ФНК-А и дегазером |
- |
|
5 |
Выдержка после обработки 15 мин |
3* |
|
6 |
Повторная обработка расплава магнитно-импульсными полями |
- |
|
7 |
Выдержка после обработки 10 мин |
4 |
|
8 |
Выдержка 10 мин |
5 |
|
9 |
Выдержка 10 мин |
6 |
|
10 |
Выдержка 10 мин |
7* |
|
11 |
Выдержка 10 мин |
8 |
*Заливка отдельно отлитых в кокиль образцов на механические испытания
Таблица 2. Влияние МИО на физико-механические свойства сплава АК6М2 (литое состояние)
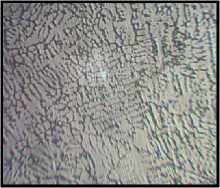
В табл. 3 представлены результаты металлографических исследований структуры сплава АК6М2. Видно, что непосредственно после обработки расплава магнитно-импульсными полями произошло наиболее ощутимое измельчение основных структурных составляющих: размер ден-дритов a -Al уменьшился на 23%, кристаллов Siэ
– на 10%. При этом количество данных фаз увеличилось в 1,7 и 1,23 раза, соответственно. Последующие рафинирование и дегазация расплава несколько снизили эффект от МИО. Это, вероятно, связано с тем, что вместе с удалением нерастворимых неметаллических включений из расплава частично удаляются и унаследованные центры кристаллизации, что и вызывает укрупнение структурных составляющих в твердых сплавов. Повторная обработка магнитными полями снова оказывает модифицирующий эффект на структуру сплава АК6М2. Изображения микроструктур проб представлено на рис. 4.
Для исследования силового фактора МИО использовалось компьютерное моделирование. На данный момент единственным конечно-элементным комплексом позволяющим решать подобные сложные задачи является LS-DYNA. Это достигается за счет нового электромагнитного модуля, позволяющего моделировать подобные связанные процессы в комплексе, с учетом явлений электромагнетизма, тепла и механики [8].
При моделировании были рассмотрены опробованные на практике схемы МИО: радиальная и осевая. В качестве модели материала для описания расплава использовалась *MAT_NULL с уравнением состояния Ми-Грюнайзена (*EOS_GRUNEISEN). В качестве нагрузки ис-
Таблица 3. Влияние МИО на параметры микроструктуры сплава АК6М2
|
№ пробы |
Параметры дендритов α-Al |
Параметры Siэ |
||
|
Средний размер, мкм |
Количество, шт/мм2 |
Средни й размер, мкм |
Количество, шт/мм2 |
|
|
1 |
35 |
704 |
7,1 |
4880 |
|
2 |
27 |
1205 |
6,4 |
6000 |
|
3 |
31 |
960 |
6,9 |
6200 |
|
7 |
29 |
1041 |
6,7 |
6800 |
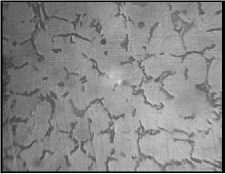
Рис. 4. Влияние МИО на микроструктуру сплава АК6М2
а-г - дендриты a -Al ( X 100); д-з - кристаллы Siэ ( X 500);
а, д – проба 1; б, е – проба 2; в, ж – проба 3; г, з – проба 7 (табл. 5.2.1, 5.2.3)


a
в
г
д
е
ж
з
пользуется токовая кривая, полученная экспериментальным путем с помощью пояса Роговского, которая назначена для определенных наборов сегментов индуктора. Таким образом при моделировании рассматривался только один импульс с разрядным током в индукторе, который соответствует значению энергии равному 1,5 кДж (рис. 5).
Одним из основных проявления магнитноимпульсного воздействия является давление импульсных магнитных полей на расплав (рис. 6, 7).
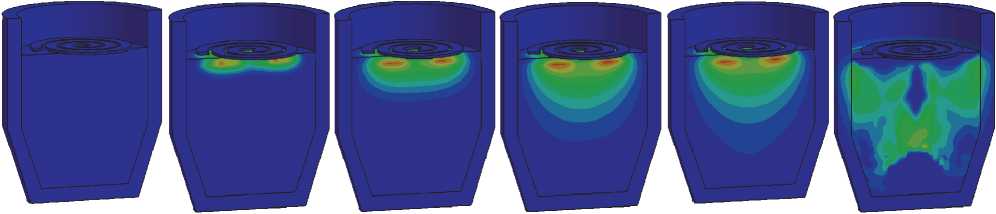
Видно, что при радиальном воздействии область наибольших концентраций давления находится в центральной зоне расплава, находящегося в тигле. При осевом воздействии давление распространяется от поверхности расплава, над которой расположен индуктор, в глубину тигля.
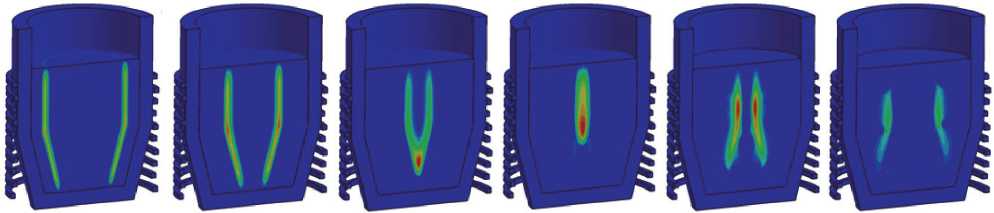
Наличие давлений вызывает ударную волну, которая способствует возникновению металлопо-токов расплава. На рис. 8 и 9 показаны результаты моделирования по распространению ударных волн в расплаве при радиальном и осевом воздействиях. Видно, что при радиальном воздействии ударные волны распространяются от стенок тигля в центральные объемы расплава, где происходит их «схлопывание». После этого возникает, так называемая, отраженная ударная волна, распространяемая уже в обратном направлении: от центра к стенкам тигля.
О второй составляющей силового фактора МИО расплава можно судить по следующим результатам компьютерного моделирования, представленным на рис. 10. Здесь показана, в каче-
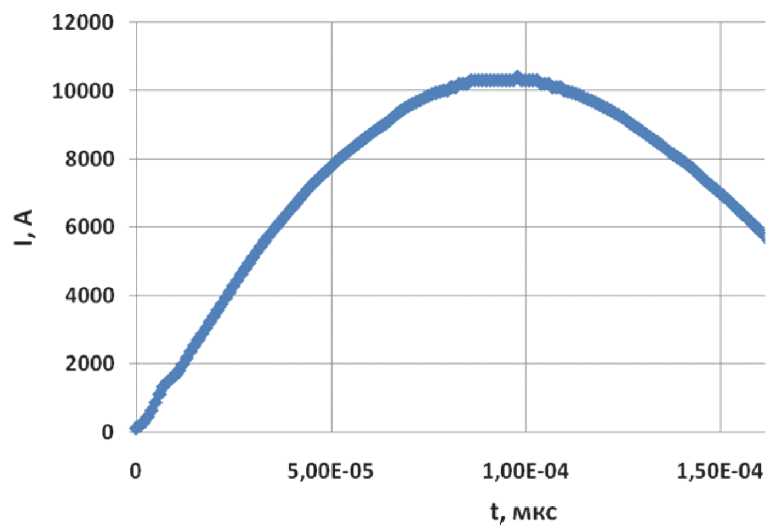
Рис. 5. Токовая кривая используемая при компьютерном моделировании
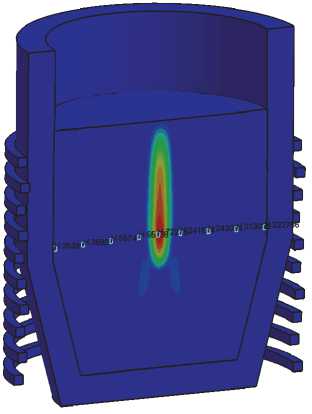
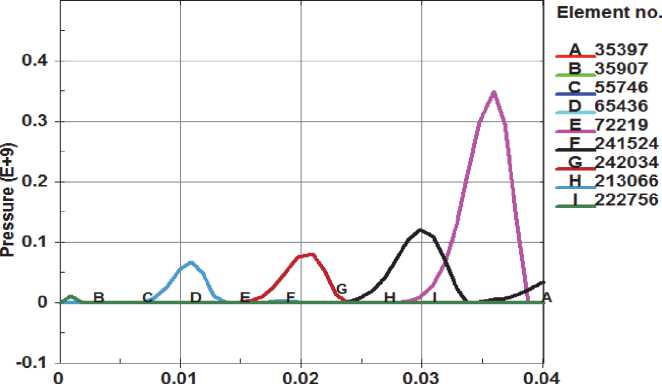
Рис. 6. Характер изменения давления ИМП от времени в характерных элементах по объему расплава при радиальной схема воздействия
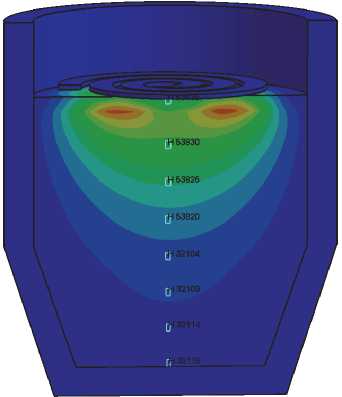
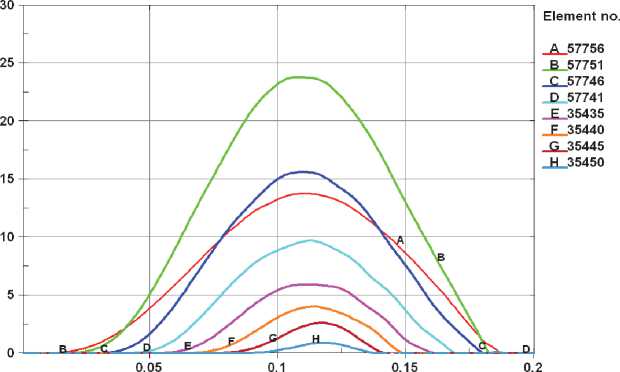
Рис. 7. Характер изменения давления ИМП от времени в характерных элементах по объему расплава при осевой схеме воздействия
0 мкс 10 мкс 20 мкс 30 мкс 35 мкс 40 мкс
Рис. 8. Кинематика распространения ударной волны по объему расплава при радиальном воздействии
0 мкс 20 мкс 50 мкс 90 мкс 120 мкс 416 мкс
Рис. 9. Кинематика распространения ударной волны по объему расплава при осевом воздействии стве примера, скорость перемещения рсплава в векторной форме спустя 100 мкс после начала импульса разряда для осевой схемы воздействия импульсного магнитного поля.
Таким образом, результаты компьютерного моделирования подтверждают наличие силового фактора МИО расплава и позволяют оценить его роль в механизме формирования струтуры и механических свойств сплава после сопоставления с результатами экспериментальных исследований. А разработанный физический способ воздействия на расплав с помощью импульсного магнитно поля способствует повышению качества литого металла.
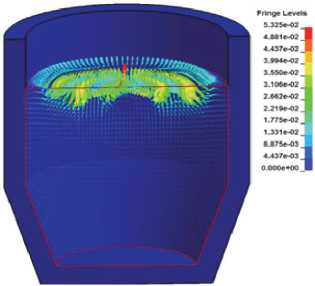
Рис. 10. Скорость перемещения расплава в векторной форме
Работа проводилась при финансовой поддержке Министерства образования и науки Российской Федерации.
Список литературы Совершенствование способа магнитно-импульсной обработки алюминиевых расплавов
- Ри Э.Х., Ри Хосен, Дорофеев С.В., Якимов В.И. Влияние облучения жидкой фазы наносекундными электромагнитными импульсами на ее строение, процессы кристаллизации, структурообразования и свойства литейных сплавов. Владивосток: Дальнаука. 2008. 177 с.
- Грабовый В.М. Выбор технологии электрогидроимпульсной подготовки расплава к заливке//Металлургия машиностроения. 2009. №1. С. 29-34.
- Влияние импульсного магнитного поля высокой напряженности на свойства жидких алюминиевых сплавов // В.А. Глущенков, Ф.В. Гречников, В.И. Никитин, Д.Г. Черников, А.Ю. Иголкин, К.В. Никитин, А.А. Поздняков // Литейщик России. 2010. № 7. С. 34-39.
- Конструкторские решения применения магнитно-импульсных технологий в литейном производстве/А.В. Мишуков, А.Н. Котов, Г.Г. Кривенко, А.А. Ефимов, В.А. Глущенков, Д.Г. Черников, С.А. Акишин//Литейщик России. 2011. № 7. С. 8-11.
- О магнитно-импульсной обработке расплава силумина АК9Т/В.А. Глущенков, Ф.В. Гречников, А.Ю. Иголкин, В.И. Никитин, К.В. Никитин//Литейное производство. 2011. № 9. С.8-11.
- О воздействии импульсных магнитных полей на расплавы/В.А. Глущенков, Д.Г. Черников, В.И. Никитин, К.В. Никитин//Металлургия машиностроения. 2012. №4. С. 47-50.
- Научно-исследовательская лаборатория "Прогрессивные технологические процессы пластического деформирования" (НИЛ-41). URL: http://www.nil41.ssau.ru (дата обращения 07.07.2013).
- Introduction of an Electromagnetism Module in LS-DYNA for Coupled Mechanical-Thermal-Electromagnetic simulations/P. L’Eplattenier, G. Cook, C. Ascraft, M. Burger, J. Imbert and M. Worswick//Steel Research Int., vol 80, no. 5, 2009.
