Совершенствование способа получения заготовок полусфер из труднодеформируемых титановых сплавов для ёмкостей высокого давления специальных изделий техники

Автор: Юхневич С.С., Ковалв С.В., Рязанцев А.Ю., Коновалов А.И.
Журнал: Космическая техника и технологии @ktt-energia
Рубрика: Проектирование, конструкция, производство, испытания и эксплуатация летательных аппаратов
Статья в выпуске: 3 (42), 2023 года.
Бесплатный доступ
В статье проанализированы существующие технологии получения полусфер из труднообрабатываемых материалов. Рассмотрены преимущества и недостатки представленных способов и средств технологического оснащения. Предложен перспективный способ получения заготовок полусфер из труднодеформируемых титановых сплавов для ёмкостей высокого давления, внедрённый в производственный процесс на отечественных предприятиях машиностроительной отрасли. Приведены результаты проведённых в АО КБХА экспериментальных работ по изготовлению титановых полусфер методом ротационной вытяжки. Выполнены металлографические исследования полученных заготовок. Показаны пути достижения оптимальных технических характеристик и высокого уровня надёжности, предъявляемого к изделиям специальной техники из титановых сплавов. Полученные результаты позволяют существенно расширить технологические возможности производства, а также значительно улучшить технические характеристики изделий спецтехники в машиностроении.
Ёмкость высокого давления, полусфера, титановый сплав, листовая штамповка, ротационная вытяжка, раскатной стан, оснастка
Короткий адрес: https://sciup.org/143180654
IDR: 143180654 | УДК: 621.791.052
Improving a technique for producing hemispherical semi-finished shells made of hard-to-deform titanium alloys for high-pressure vessels used in special engineering products
The paper analyzes the existing techniques for producing hemispherical shells from hard-to-machine materials. It discusses the advantages and the drawbacks of the presented techniques, tools and fixtures. It proposes a promising technique for producing hemispherical semi-finished shells from hard-to-deform titanium alloys for high-pressure vessels that was introduced into production process in our country’s engineering industry. It provides results of experimental studies into manufacturing of titanium hemispheres using the rotary drawing technique that were conducted at JSC KBKhA. The produced semi-finished shells were subjected to metallographic inspection. The paper outlines ways to achieve optimal technical characteristics and the high level of reliability required of special engineering products made of titanium alloys. The obtained results make it possible to significantly expand technological capabilities of production, as well as to considerably improve technical characteristics of special hardware products in the engineering industry.
Текст научной статьи Совершенствование способа получения заготовок полусфер из труднодеформируемых титановых сплавов для ёмкостей высокого давления специальных изделий техники
В мировой практике широкое применение получили ёмкости высокого давления из титановых сплавов, в т. ч. работающие в криогенной среде при высоких давлениях [1]. Типовая конструкция шаробаллона приведена на рис. 1. Основной деталью ёмкостей высокого давления является полусфера, к которой, учитывая особый функционал ёмкостей, предъявляются высокие требо- вания при изготовлении.
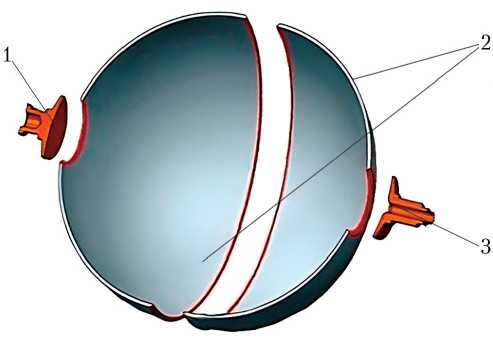
Рис. 1. Типовая конструкция титанового шаро-баллона: 1 — фланец с опорой; 2 — полусферы; 3 — фланец с наконечником (рисунок создан авторами)
АО «КБХА» разработаны и используются специализированная оснастка и перспективный метод получения заготовок полусфер из труднодеформируемых титановых сплавов ∅377 и 644 мм для ёмкостей высокого давления объёмом 25 и 130 л соответственно — листовая штамповка с подогревом заготовки и штамповой оснастки, с обеспечением минимального припуска под механическую обработку по внутреннему и наружному контуру деталей. Особенности технологий, применённых при производстве ёмкостей высокого давления из титановых сплавов, неоднократно обсуждались в профессиональном сообществе и рассматривались на научно-технических конференциях различного уровня [2, 3]. Используемые инновационные решения при изготовлении полусфер из титановых сплавов методом горячей листовой штамповки и специализированная оснастка позволили получить в процессе формообразования полусферы из листового материала с максимальным утонением до 8% в отличие от традиционных 12%, что позволило применить титановый лист, выпускаемый отечественным предприятием ПАО «Корпорация ВСМПО-АВИСМА» (г. Нижняя Салда), и дало возможность отказаться от дорогостоящих покупных заготовок и штампов, существенно повысить коэффициент использования материала и сократить трудоёмкость механической обработки. Предложенный способ изготовления полусфер из титановых сплавов методом горячей листовой штамповки является наиболее эффективным из применяемых в настоящее время в промышленности и зафиксирован в ряде патентов [4–6].
Несмотря на это, постоянно проводятся работы по повышению технологичности, коэффициента использования материала, по усовершенствованию конструкции и технологии изготовления сложных изделий техники.
Известен высокоэффективный технологический процесс пластического формоизменения вращающейся заготовки при помощи одного (или нескольких) деформирующих роликов, посредством которого можно из простейших заготовок (листового проката и труб) получить детали сложной формы без применения глубокой многопереходной вытяжки на прессах, сварки и механической обработки — ротационная вытяжка (РВ) [7].
АО КБХА предложило способ и технологию изготовления титановых полусфер методом РВ.
Существует два способа изготовления полусфер методом РВ: обкатка и раскатка. При выполнении обкатки заготовки происходит деформирование материала без изменения исходной толщины. В случае обработки заготовки полусферы методом раскатки происходит утонение исходного материала. Для использования рассматриваемых методов получения полусфер необходима проточка переменной толщиной и высокоточная калибровка заготовки.
Отработку РВ полусфер предлагается выполнять по схеме, представленной на рис. 2. При РВ сферических деталей исходной заготовкой может быть листовой полуфабрикат, полученный штамповкой-вытяжкой или РВ без утонения, или механически обработанная поковка в виде чашки. Чашеобразный полуфабрикат имеет дно переменной толщины (полученное механической обработкой)
и криволинейный борт постоянной толщины. Также должно быть обеспечено строгое соответствие между толщиной детали и заготовки по соотношению, называемому «законом синуса»:
Sд = Sз ∙ sinα, где Sд — толщина детали; Sз — толщина заготовки; α — угол между образующей детали и осью вращения.
Несоблюдение этого соотношения приводит к разрушению заготовки.
Для изготовления полусфер методом РВ потребуется следующая технологическая оснастка:
-
• оправа для получения полуфабриката под РВ;
-
• токарное приспособление для проточки заготовки под раскатку;
-
• оправа для ротационной раскатки полусферы;
-
• раскатной ролик;
-
• токарное приспособление для обработки внутренней поверхности полусферы участка из-под прижима;
-
• токарное приспособление для наружной обработки полусферы участка из-под прижима;
-
• штамп для калибровки (при необходимости, по результатам отработки);
-
• токарное приспособление для окончательной обработки полусферы.
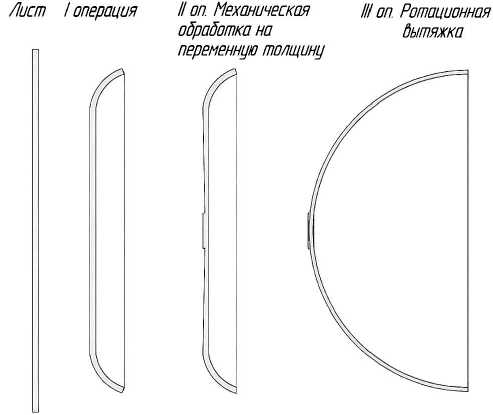
Рис. 2. Принципиальная схема раскатки полусфер (рисунок создан авторами)
Для подтверждения возможности получения заготовок из титанового сплава методом РВ АО КБХА, совместно с фирмой Leifeld Metal Spinning GmbH (Германия), была проведена экспериментальная работа по ротационной вытяжке заготовки из листа ВТ6С толщиной 3 мм и ∅320 мм (рис. 3). Работы выполнялись на станке для РВ (модель PNC 220 XS), с использованием имеющейся в наличии оправы для РВ и раскатного ролика.

а)

б)
Рис. 3. Ротационная вытяжка (РВ) заготовки на раскатном стане: а — заготовка до РВ; б — заготовка после РВ; 1 — заготовка из титанового сплава ВТ6С толщиной 3 мм и ∅ 320 мм; 2 — ролик; 3 — заготовка сферической формы (фотографии сделаны авторами)
В процессе раскатки была получена опытная заготовка (рис. 4, а ), но так как выполнялась холодная вытяжка титанового листа, произошло разрушение материала в нерабочей зоне заготовки на её технологическом припуске.
Были проведены металлографические исследования полученной методом РВ заготовки из труднодеформируемого сплава ВТ6С, определён фазовый состав материала. Микроструктура основного материала является двухфазной, состоящей из α - и β -фаз титана, что характерно для сплава ВТ6С. Структура соответствует 2–3-му типу согласно шкале микроструктур ( α + β )-сплавов отраслевого стандарта ОСТ 92-9465-81 [8] (рис. 4, б ), что соответствует предъявляемым к изделию требованиям.
В месте разрушения заготовки на технологическом припуске излом имеет кристаллическое волокнистое строение, ориентированное перпендикулярно направлению пластической деформации исходной листовой заготовки; имеет фасетки и ровные кромки, что соответствует хрупкому характеру излома; макростроение излома однородно — дефектов металлургического характера не обнаружено, следов усталостного разрушения не обнаружено. Фрактографическое исследование излома свидетельствует о мгновенном механизме разрушения, не связанном с качеством материала заготовки. Разрушение произошло при приложении тангенциальных напряжений, превышающих предел прочности материала.

а)
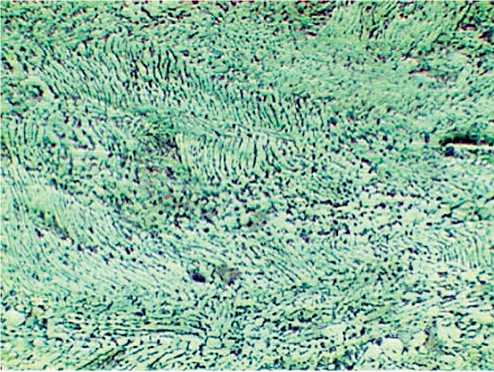
Увеличение х500
б)
Рис. 4. Заготовка из титанового сплава ВТ6С: а — вид заготовки после ротационной вытяжки; б — микроструктура основного материала заготовки (фотографии сделаны авторами)
Для исключения разрушения заготовки из титанового сплава толщиной до 3 мм в процессе РВ целесообразно использовать раскатной стан СРВ-1200 (рис. 5) разработки АО «НПО «Техномаш» (г. Москва) [9, 10], с использованием РВ двумя давильно-раскатными роликами [11].

Рис. 5. Стан ротационной вытяжки СРВ-1200 [9]
Дальнейшие работы по РВ заготовок из титановых сплавов толщиной более 3 мм целесообразно проводить с использованием раскатного стана с адаптированной системой нагрева заготовки в процессе РВ. Так как у фирмы Leifeld Metal Spinning GmbH (Германия) [12] имеются технические решения по раскатке заготовок c подогревом (рис. 6), можно прогнозировать положительный результат раскатки заготовок из титановых сплавов толщиной более 3 мм.
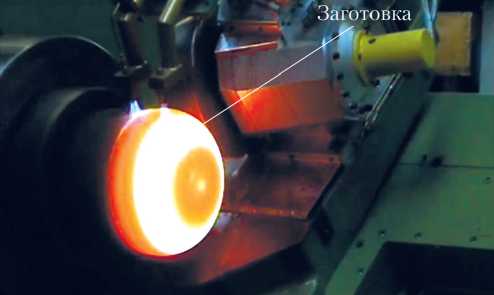
Рис. 6. Формообразование заготовки на раскатном стане Leifeld с адаптированной системой нагрева (фотография сделана авторами)
Учитывая, что микроструктура сплава ВТ6С представляет собой пластичноигольчатую a -фазу, разделённую прослойкой P -фазы ( а + в ) для получения наибольшей пластичности, необходимо, чтобы температура нагрева заготовки перед формообразованием была меньше на 90 ° С начала превращения структуры ( а + в) в в -фазу.
Основным преимуществом способа получения заготовок методом РВ является снижение стоимости подготовки производства за счёт уменьшения количества необходимой оснастки (по сравнению со штамповкой), снижение трудоёмкости изготовления и повышение технологичности за счёт лучшей управляемости процессом формообразования.
заключение
Для изготовления полусфер методом ротационной вытяжки из материалов с низким относительным удлинением, коэффициентом штамповки и сужением менее 7%, необходимо операции формообразования выполнять с нагревом и подогревом заготовки.
Результаты экспериментальных работ, проведённых АО КБХА совместно с фирмой Leifeld Metal Spinning GmbH (Германия), подтвердили практическую возможность применения способа ротационной вытяжки при изготовлении полусфер из труднодеформируемых титановых сплавов.
Дальнейшее совершенствование способа получения полусферических заготовок и внедрение инновационных технологий в производство ракетнокосмической техники обеспечит необходимые технические характеристики и высокий уровень надёжности, соответствующий требованиям, предъявляемым к изделиям специальной техники, а также снижение себестоимости производства и возможность применения этой технологии в народном хозяйстве.
Список литературы Совершенствование способа получения заготовок полусфер из труднодеформируемых титановых сплавов для ёмкостей высокого давления специальных изделий техники
- Ломакин И.В., Рязанцев А.Ю., Юхневич С.С., Широкожухова А.А. Создание передовой технологии и оборудования для изготовления титановых шар-баллонов // Известия высших учебных заведений. Машиностроение. 2021. № 12(741). С. 37-43. DOI 10.18698/05361044-2021-12-37-43. EDN: KTLCCT
- Коптев И.Т., Юхневич С.С., Гладкова Л.Д., Лозоцева И.А., Тюрин Г.В. Разработка промышленной технологии и специализированной оснастки для формообразования полусфер, входящих в конструкцию высокопрочных шаробал-лонов высокого давления (330 кг/см2), из перспективных титановых сплавов // Материалы IV Всероссийской научно-технической конференции «Актуальные проблемы ракетно-космической техники» (IV Козловские чтения) (14-18 сентября 2015 года, г. Самара) / Под общ. ред. А.Н. Кирилина. Самара: СамНЦ РАН, 2015. С. 316-321.
- Рязанцев А.Ю., Юхневич С. С. Разработка и внедрение импортозамещающей технологии изготовления титановых баллонов // Орбита молодежи-2019: Всероссийский молодежный конкурс научно-технических работ, Санкт-Петербург, 16-20 сентября 2019 года. Санкт-Петербург: Балтийский государственный технический университет «Военмех», 2019. С. 229-230. EDN: GERPTW
- Патент RU 2635210 C2. МПК B21D 22/20. Способ изготовления полых деталей полусферической формы из труднодеформируемого титанового сплава ВТ6-С / И.Т. Коптев, С.С. Юхневич, Л.Д. Гладкова, И.В. Конопкина, Г.А. Сиделёва; заявитель и патентообладатель — ФГУП «ГКНПЦ им. М.В. Хруничева». Заявка № 2016108056 от 04.03.2016. Опубл. 09.11.2017. Бюл. № 31. EDN: EBWQGI
- Патент RU 2635990 C2. МПК B21D 22/20. Способ штамповки детали полусферической формы из труднодеформируемого титанового сплава ВТ6-С в одном штампе / И.Т. Коптев, Б.И. Оми-гов, С.С. Юхневич, Л.Д. Гладкова, И.В. Конопкина; заявитель и патентообладатель — ФГУП «ГКНПЦ им. М.В. Хруничева». Заявка № 2015152709 от 08.12.2015. Опубл. 17.11.2017. Бюл. № 32. EDN: CYEKNH
- Патент RU 2698080 C1. МПК B21D 22/20. Способ изготовления вытяжкой полой детали сферической неполного контура формы из трудно-деформируемого титанового сплава ВТ14 в одном комбинированном штампе / И.В. Конопкина, А.И. Коновалов, С.С. Юхневич, О.А. Светачев, И.И. Боев; заявитель и патентообладатель — АО «ГКНПЦ им. М.В. Хруничева». Заявка № 2018130034 от 17.08.2018. Опубл. 21.08.2019. Бюл. № 24. EDN: PDSGWJ
- Моисеев В.А., Тарасов В.А., Кол-мыков В.А., Филимонов А.С. Технология производства жидкостных ракетных двигателей: учебник для вузов - 2-е изд. М.: Издательство МГТУ им. Н.Э. Баумана, 2015. C. 40-54. EDN: KPBFYU
- ОСТ 92-9465-81. Детали из титановых сплавов. Технические требования. 58 с.
- Стан ротационной вытяжки СРВ-1200 // АО «НПО Техномаш»: официальный сайт. Режим доступа: https:// www.tmnpo.ru/node/315 (дата обращения 10.04.2023).
- Витковская А.А., Севостьянов А.К., Юхневич С.С., Сай В.А. Оборудование и технологии для ротационной вытяжки // Современные технологии производства в машиностроении: сб. научных трудов. Воронеж: ИПЦ «Научная книга», 2020. Вып. 13. С. 13-18. ЕБЫ: MDVWGY
- Патент КИ 2465976 С1. МПК В2Ш 22/14. Способ ротационной вытяжки оживальных и конических изделий / И.Т. Коптев, С.С. Юхневич, Л.Д. Гладкова, И.А. Лозоцева, Г.В. Тюрин, В.В. Вето-хин; заявитель и патентообладатель — ФГУП «ГКНПЦ им. М.В. Хруничева». Заявка № 2011127580/02 от 05.07.2011. Опубл. 10.11.2012. Бюл. № 31. EDN: VTIKJI
- Баки // Leifeld Metal Spinning GmbH: официальный сайт. Режим доступа: https://leifeldms.com/ru/aerokosmicheskaya-promyshlennost/puskovye-ustanovki/baki/ (дата обращения 10.04.2023). Статья поступила в редакцию 17.10.2022 г. Окончательный вариант - 11.04.2023 г.
