Совершенствование технологии приготовления сплава системы Al-Mg, применяемого в конструкциях летательных аппаратов

Автор: Крушенко Генрих Гаврилович
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 3 (55), 2014 года.
Бесплатный доступ
Описаны усовершенствованные и разработанные новые технологии, способы и средства, используемые при изготовлении литых деталей и конструкций летательных аппаратов из сплава АМг10ч. В связи с тем, что сплав АМг10ч содержит магний, возник целый ряд проблем при приготовлении и литье сплава по причине склонности этого элемента к окислению, а сплава - к газонасыщению, что приводит к ухудшению качества литых изделий. С целью предотвращения сплава от взаимодействия с атмосферой и влагой формовочной смеси были разработаны и использованы на практике следующие мероприятия: 1) введение в формовочную смесь борной кислоты; 2) дегазация лигатур алюминий-цирконий и алюминий-титан; 3) разработан оптимальный порядок расплавления шихтовых материалов; 4) применена высокотемпературная обработка расплава; 5) фильтрация сплава при заливке в форму с использованием устройства типа «тепловая труба», обеспечивающего быстрое снижение температуры перегретого сплава. Все эти мероприятия, как по отдельности, так и применение некоторых в комплексе, обеспечили получение литых деталей из сплава АМг10ч с требуемыми и повышенными механическими свойствами. Причем отмечается воспроизводимость результатов испытаний механических свойств отливок из разных плавок.
Сплав амг10ч, технологии плавки и литья, механические свойства, амг10ч alloy
Короткий адрес: https://sciup.org/148177278
IDR: 148177278 | УДК: 669.2/.8:629.7
Improving the technology of preparation of the Al-Mg system alloy used in aircraft constructions
In present article the improved and developed new technologies, methods and means used by manufacturing the moulded pieces and aircraft constructions made of АМг10ч alloy are described. In connection with containing magnesium in АМг10ч alloy, a whole series of problems are arised by preparation and founding the alloy because of inclination this element to oxidation and inclination the alloy to gasing that leads to worsening the quality of cast wares. The following actions were developed and put into practice to avoid the alloy from interaction with atmosphere and moisture of sand: 1) inserting the boric acid into the sand; 2) degassing of aluminum-zirconium and aluminum-titanium ligatures; 3) the optimal order of melting the burden materials was elaborated; 4) the high-temperature treatment of liquid alloy is used and 5) filtration of alloy by the pouring-in casting-form with using the 6) device of thermal pipe type, provided fast temperature reducing of superheated alloy. All these measures, taken separately as well as in complex provide obtaining the moulded pieces of АМг10ч alloy with necessary and improved mechanical properties. At that the reproducibility of the mechanical properties of moulded pieces of different fusions tests results is marked.
Текст научной статьи Совершенствование технологии приготовления сплава системы Al-Mg, применяемого в конструкциях летательных аппаратов
Сплавы системы Al–Mg. При производстве деталей и конструктивных элементов летательных аппаратов (ЛА) широко применяются алюминиевые сплавы [1], и, как следует из прогноза выдающегося ученого-материаловеда, теоретика и создателя высоко- эффективных алюминиевых сплавов для авиаракетной и ядерной техники, академика И. Н. Фридляндера, в перспективе ожидается еще большее их использование в этой отрасли [2]. Такой же точки зрения придерживаются и сотрудники Британского аэрокосмического исследовательского института (Aerospace Research Institute, University of Manchester, UK) [3].
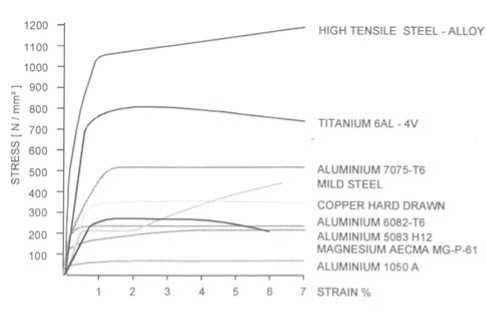
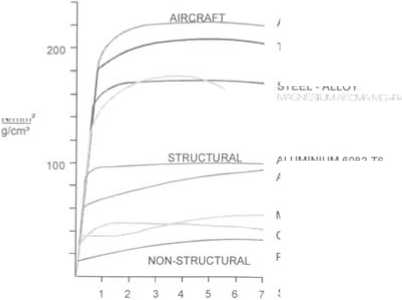
И одна из основных причин популярности этих сплавов в аэрокосмической отрасли – их высокая удельная прочность , численно выражающаяся отношением прочности к удельному весу металла (strength-to-weight ratio) [4], а в / р ), что подтверждается приведенными в работе [5] данными, из которых видно (рис. 1, а ), что если прочность стали (HIGH TENSILE STEEL) значительно превосходит прочность всех других сплавов, включая и алюминиевые, то алюминиевые сплавы (на примере широко распространенного в производстве летательных аппаратов сплава марки Aluminum 7075 (1,2–2,0 % Cu; 2,1–2,9 % Mg; 0,18–0,28 % Cr; 5,1–6,1 % Zn; примеси не более 0,40 % Si; 0,50 % Fe; 0,30 % Mn; 0,20 % Ti; ост. – Al) имеют наиболее высокую удельную прочность (рис. 1, б ). Кроме того, эти сплавы обладают высокой коррозионной стойкостью, выдерживают высокие статические, ударные и вибрационные нагрузки, хорошо обрабатываются резанием и свариваемостью.
STRESS - N/mm' DENSITY
ALUMINIUM 7075-Т6
TITANIUM 0AL-4V
STEEL ■ ALLOY
MILO STEEL
COPPER HARD DRAWN
PURE ALUMINIUM 1050 A
STRAIN %
б
ALUMINIUM 6082-T6
ALUMINIUM 5083 H12
Рис. 1. Механические свойства сплавов в координатах: а – stress-strain (прочность, Н/мм2 – деформация, %); б – stress/density-strain (удельная прочность,
Н/мм2 / плотность, г/см3 – деформация, %); удельная прочность – отношение временного сопротивления разрушению к плотности металла - а в/ р ) [5]
В качестве одного из весомых примеров применения алюминиевых сплавов в летательных аппаратах на рис. 2 приведены данные [6], из которых видно, что их доля в конструкциях широкофюзеляжных лайнеров фирмы Boeing составляет от 20 % (Boeing-787) до 81 % (Boeing-747) от суммарной массы всех используемых материалов (сталь, титановые сплавы, композиты).
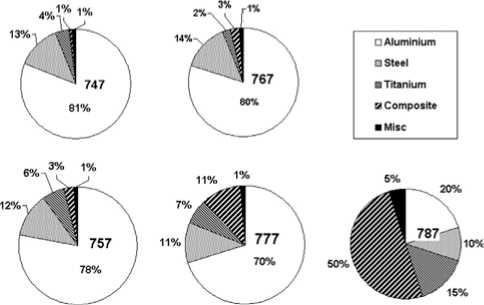
Рис. 2. Сплавы, применяемые в конструкциях широкофюзеляжных лайнеров фирмы Boeing [6]: □ - Aluminium (алюминиевые сплавы)
Известно также применение алюминиево-магниевых сплавов и в ракетостроении. Так, по данным ОАО «Государственный ракетный центр имени академика В. П. Макеева» [7] корпуса первой и второй ступеней баллистической ракеты серии РС с жидкостным ракетным двигателем состоят из боковых оболочек, изготовленных из сплава системы Al–Mg.
Среди применяющихся в производстве ЛА алюминиевых литейных сплавов сплавы системы Al–Mg отличаются исключительно высокими механическими свойствами – в закаленном состоянии их временное сопротивление σ в находится в пределах 300…450 МПа, относительное удлинение δ – в пределах 10…25 %.
При этом в этой группе сплавов особенно высокими свойствами выделяется сплав АЛ27-1 [8], который в период освоения (в котором участвовал автор) имел условное название АЛ8У, а в настоящее время по ГОСТ 1583–93 имеет маркировку АМг10ч. Содержание магния в сплаве составляет 9,5–10,5 %. Сплав содержит также 0,05–0,15 % Ti и 0,05–0,20 % Zr, которые образуют в расплаве центры кристаллизации в виде частиц интерметаллических соединений – соответственно TiAl 3 и ZrAl 3 . Кроме того, в сплаве содержится 0,05–0,15 % Be, который образует на поверхности жидкого металла защитную пленку ВеО, так как при плавке в обычной воздушной атмосфере Al–Mg сплавов, содержащих от 2 до 12 % Mg, на поверхности жидкого металла образуется рыхлая пленка оксида магния MgO, имеющая аморфное строение [9], что приводит к насыщению расплава водородом и, как результат, к формированию в отливках пористости.
Действие бериллия на уменьшение окисляемости сплавов системы Al–Mg объясняется его высоким сродством к кислороду. Известно, что в результате введения 0,07 % Be в сплав Al – 10 % Mg снижается окисляемость сплава в 160 раз при выдержке 0,5 ч и в 225 раз при выдержке 6 ч при 750 °С [10].
В сплаве АМг10ч ограничивается содержание железа и кремния (не более 0,05 % каждого), так как они образуют нерастворимые примеси в виде интерметаллических соединений – соответственно Al 3 Fe и Mg 2 Si [11]. При этом частицы фазы Al 3 Fe выделяются в пластинчатой и дендритной формах [12], а частицы Mg2Si – в форме грубозернистых дендритов [13], что приводит к уменьшению механических свойств литых изделий. Однако в работе [14] установлено, что отрицательное влияние Al 3 Fe можно предотвратить в результате введения в расплав марганца, воздействие которого заключается в уменьшении размеров частиц и изменении формы этого интерметаллида. В другой работе [15] установлено, что при введении в расплав висмута значительно уменьшаются размеры и изменяется морфология частиц Mg 2 Si – от грубозернистых дендритов до полиэдров. Для усиления уверенности в нейтрализации вредного влияния Fe и Si в сплаве АЛ27-1 специально и ограничено их содержание, что отражено в присвоении сплаву градации – сплав повышенной чистоты [8].
Формовочная смесь. При всех положительных характеристиках алюминиево-магниевых сплавов для их достижения в получаемых из этих сплавов литых деталях требуется соответствующая «правильная» технология. В работе [8] указывается на сложность приготовления сплавов системы Al–Mg, в частности, при литье в песчано-глинистые формы, когда отливки могут поражаться газовой пористостью, возникающей в результате взаимодействия металла с влагой формы, что и подтвердилось в нашей работе при освоении литья деталей из сплава АМг10ч.
При этом автором работы [16] было принято такое объяснение влияния борной кислоты на блокирование образования пористости. При заливке в литейную песчано-глинистую форму, в состав которой входит вода, жидкий магнийсодержащий сплав нагревает борную кислоту, в результате чего ее растворимость в воде многократно увеличивается. Поэтому в приграничных с металлом объемах формы вместо воды присутствует пересыщенный раствор борной кислоты, при взаимодействии с которым образуются бораты магния Mg3B2O6, Mg2B2O5 и др., которые залечивают несплошности пленки окислов магния. Это объяснение, по сути, совпадает с тем, которое приводится в работе [17], согласно которому эффект присутствия в формовочной смеси борной кислоты связан с тем, что при заливке сплава в форму происходит нагрев борной кислоты, которая образовывает на поверхности зерен кварцевого песка тонкую пленку, инертную по отношению к жидкому металлу, но обладающую высоким сродством к кислороду, что и приводит к блокированию пор в форме, а следовательно, проникновению в них воды с последующим образованием из нее газовой пористости.
С целью предупреждения возможности возникновения этого дефекта, взяв за основу данные работы [17], согласно которой возникновение пористости в отливках из Al–Mg сплавов удалось предотвратить добавкой в формовочный состав борной кислоты с серой, и проанализировав результаты более поздней работы [18], в которой применение серы было исключено, очевидно, как санитарно-экологически вредное вещество, выделяющее при нагреве сернистые газы, а также данные работы [19], нами была разработан оптимальный состав формовочной смеси с добавкой только борной кислоты, при использовании которой газовая пористость в отливках конструкций ЛА из сплава АМг10ч была полностью исключена [20].
Доказательством эффекта присутствия в формовочной смеси борной кислоты, независимо от трактовки механизма ее воздействия, служат полученные нами данные по повышению плотности (определяли гидростатическим способом) и связанным с повышением этой характеристики увеличением механических свойств отливок из сплава АК9ч (табл. 1) [20].
Дегазация лигатур. Следует отметить, что одним из источников попадания газов в сплав АМг10ч могут служить применяемые для модифицирования лигатуры Al – 4,34 % Ti; Al – 3,40 % Zr, технология приготовления которых связана с применением высоких температур, что по определению способствует их га-зонасыщению, в основном водородом. С целью удаления водорода из указанных лигатур в настоящей работе их предварительно по отдельности переплавляли в течение 15 мин в вакуумной индукционной высокочастотной печи при 1100–1200 °С и разрежении 0,799–1,066 Па с последующей разливкой сплава слоем 15–20 мм в изложницы без снятия вакуума [21].
Таблица 1
Влияние содержания борной кислоты в формовочной смеси на плотность и механические свойства сплава АК9ч в отливках*
|
Наименование свойства |
Свойства сплава при содержании Н3ВО3, % |
|||
|
0 |
1 |
4 |
6 |
|
|
ρ , кг/м3 |
2528 |
2544 |
2548 |
2551 |
|
Прирост, % |
– |
0,6329 |
0,7911 |
0,9098 |
|
σ в , МПа |
365 |
380 |
415 |
427 |
|
Прирост, % |
– |
4,11 |
13,70 |
16,98 |
|
δ , % |
18 |
21 |
23 |
25 |
|
Прирост, % |
– |
16,6 |
27,7 |
38,8 |
|
НВ, |
80 |
85 |
85 |
85 |
|
Прирост, % |
– |
6,25 |
6,25 |
6,25 |
* Механические свойства модифицированного сплава АК9ч при литье в земляные формы: σ в ≥ 230 МПа; δ ≥ 3,0 %; НВ ≥ 70 ед.
Определение очередности загрузки шихтовых материалов. В состав сплава АМг10ч входят как тугоплавкие компоненты – титан, цирконий и марганец, так и легкоплавкие компоненты – магний и бериллий, к тому же обладающие высоким сродством к кислороду, т. е. легко окисляющиеся. При этом нами установлено [22], что при плавке сплава со значительно меньшим содержанием магния (сплав АЛ4 – по ГОСТ 1583–93 переименован в АК9ч – содержит 0,17–0,30 % Mg), чем содержит сплав АМг10ч (9,5–10,5 % Mg), без мер, препятствующих окислению магния при нагреве расплава до 850 °С, и заливке без выдержки его потери составляют 2,0 %, а до 1100 °С – 8,8 %. Следовательно, при плавке сплава АМг10ч, в котором содержится магния в 42,5 раза больше, чем в сплаве АК9ч, без соблюдения температурновременных режимов плавки и без защитных мер от окисления потери магния будут более значительными.
Кроме того, с целью гарантии получения высоких механических свойств при изготовлении литых деталей ЛА, работающих в высоконагруженных условиях эксплуатации, в расплав дополнительно вводили в качестве модификатора бор [23] в объеме фторбората калия KBF 4 (0,7 масс. %), который образует при взаимодействии с алюминием соединение AlB 2 , частицы которого служат дополнительными центрами кристаллизации [24].
С целью повышения коррозионной стойкости сплава в расплав вводили порядка 0,1 масс. % марганца, который нейтрализует присутствующие в расплаве железо и кремний, связывая их в результате перитектической реакции в интерметаллическое соединение α-AlMnFeSi [25].
Ввиду присутствия в шихте компонентов, отличающихся разной склонностью к окислению, а также температурами плавления, с целью получения требуемого состава и максимальных механических свойств сплава возникла необходимость определить очередность их расплавления. В качестве шихтовых материалов использовали чушковый алюминий марки А99 (99,99 % Al), чушковый магний марки Мг95 (99,95 % Mg) и лигатуры Al – 3,0 % Be ( Т пл ≈ 660 °С); Al – 4,34 % Ti ( Т пл ≈ 950 °С); Al – 3,40 % Zr ( Т пл ≈ 800 °С) и Al – 9,12 % Mn ( Т пл ≈ 940 °С).
Приготовление рабочих сплавов производили в высокочастотной индукционной печи в титановом тигле, окрашенном защитной краской (состава 75 г оксида цинка ZnO + 40 г жидкого стекла Na2SiO3 на 1 л воды), по разным вариантам с варьированием спосо- бов и очередности загрузки шихтовых материалов, температурно-временных режимов ведения плавки и выполнения других сопутствующих операций. Рафинирование сплава производили 0,3 % гексахлорэтана C2Cl6 в три приема. Исходную шихту предварительно очищали травлением в смеси кислот HCl : HNO3 в соотношении 1,25 : 1,0.
По технологии А одновременно расплавляли алюминий и лигатуры Al–Be и Al–Ti, доводили температуру расплава до 780–800 °С, в три приема вводили фторборат калия KBF 4 , после чего последовательно загружали лигатуры Al–Zr, Al–Mn и магний. Затем сплав рафинировали гексахлорэтаном. Заливку производили при 720–730 °С после 10-минутного выстаивания.
По технологии Б одновременно расплавляли алюминий и лигатуры Al–Be, Al–Zr и Al–Mn, доводили температуру расплава до 700…710 °С и вводили магний; доводили температуру до 720…730 °С и рафинировали сплав гексахлорэтаном, поднимали температуру до 780…800 °С и вводили в три приема KBF 4 , снижали температуру до 730 °С, выстаивали 5 мин и производили заливку.
По технологии В сплав готовили по аналогии с вариантом А, с тем отличием, что в расплав вводили стружку титана марки ВТ5 – по технологии В 1 при 1300 °С без флюса, по технологии В 2 – при 800 °С с флюсом.
По технологии Г сплав готовили по аналогии с вариантом А, с тем отличием, что в сплав вводили при тех же температурах и при отсутствии и наличии флюса, что и в варианте В, иодидный цирконий (99,95 % чистоты) в объеме брикета, состоящего из 70 % порошкового циркония и 30 % алюминиевой стружки.
По каждой технологии проводили по 10 плавок. Полученные результаты усредняли (табл. 2), и их анализ показал, что механические свойства отливок по всем технологическим вариантам превышают требования ГОСТ 1583–93, причем наиболее высокие прочностные свойства были получены по технологии Б: σ в = 433 МПа; НВ = 92,6 ед. Прирост относительно ГОСТ 1583–93, соответственно, – 23,7 % и 23,4 %. А наиболее высокая пластичность – δ = 19,0 %, прирост относительно ГОСТ 1583–93 составляет 26,6 %.
По совокупности полученных технологических операций при приготовлении сплава и полученных в результате механических свойств отливок в качестве рабочей технологии была принята технология Б.
Таблица 2
Химический состав и механические свойства сплава АМг10ч, приготовленного по разным технологиям*
|
Технологии |
Содержание компонентов, % |
Механические свойства |
|||||||
|
Mg |
Ti |
Zr |
Be |
B |
Mn |
σ в, МПа / прирост, % |
δ , % / прирост, % |
НВ, ед / прирост, % |
|
|
Г |
10,51 |
0,031 |
0,013 |
0,042 |
0,0044 |
0,12 |
353/0,85 |
17,1/14,0 |
75,6/0,8 |
|
А |
10,50 |
0,027 |
0,061 |
0,041 |
0,0042 |
0,14 |
359/2,57 |
19,0/26,6 |
76,5/2,0 |
|
В |
10,49 |
0,071 |
0,052 |
0,030 |
0,0094 |
0,11 |
386/10,28 |
18,7/24,6 |
82,6/10,1 |
|
Б |
10,31 |
0,085 |
0,065 |
0,043 |
0,0044 |
0,09 |
433/23,7 |
17,5/16,6 |
92,6/23,4 |
* Химический состав сплава АМг10ч по ГОСТ 1583–93: 9,5–10,5 % Mg; 0,05–0,15 % Ti; 0,05–0,20 % Zr; 0,05–0,15 % Be; механические свойства при литье в земляные формы: σ в ≥ 350 МПа; δ ≥ 15,0 %; НВ ≥ 75 ед.
Высокотемпературная обработка расплава. Технологию температурной обработки расплава (ТОР) еще в 40-е годы прошлого столетия разработал и использовал при приготовлении сплава Al – 12 % Si известный специалист в области литейного производства профессор А. Г. Спасский [26]. В этой работе было установлено, что в результате перегрева жидкого сплава выше обычно применяемых «низкотемпературных» технологий, при кристаллизации дендриты α -твердого раствора и эвтектика формируются в виде тонкодисперсных структур, аналогичных структурам, получаемым при модифицировании сплава общепринятым тройным модификатором (45,0 % NaCl + 40 % NaF + 15 % Na 3 AlF 6 ), что приводит к росту механических свойств отливок.
Аналогичные результаты были получены нами [27] при применении ТОР при работе со сплавом АК12 (Al – 10…13 % Si). При этом в процессе плавки сплав нагревали до 900…1000 °С (на 300…400 °С выше температуры плавления эвтектики Al–Si – 577 °С), затем охлаждали до 725…740 °С, производили модифицирование тройным модификатором и заливали в кокиль. Одновременно производили заливку неперегретого сплава. Результаты испытаний вырезанных из отливок стандартных образцов показали, что механические свойства «обычного» неперегретого сплава составляли σ в = 220 МПа, δ = 8,5 %, а для перегретого сплава σ в повысилось до 240 МПа (на 9,1 %), δ – до 12,2 % (в 1,4 раза). По ГОСТ 1583–93 требуется σ в ≥ 160 МПа, δ ≥ 2,0 %. При этом оказалось возможным уменьшить дозу модификатора до 0,5 масс. % (обычная доза – 2,0 %).
При разработке технологии авторы технологии ТОР исходили из установленного известным физиком В. И. Даниловым [28] факта существования в металлических жидкостях выше температуры плавления микрогруппировок, унаследованных от твердого металла (остатков твердой фазы), и возможности их разрушения при перегреве выше определенных температур. Такой же точки зрения на строение металлической жидкости придерживались в ХХ столетии многие известные отечественные и зарубежные ученые. И эта точка зрения на строение жидких металлов сохраняется и в наше время, о чем может свидетельствовать, например, современная работа [29], в которой рассмотрено 270 публикаций за период с 1859 г. по 2006 гг. (с 2000 по 2006 гг. ‒ 58 публикаций или 21,5 %), кассающихся воздействия перегрева на строение жидких металлов и на их последующую кристаллизацию. Причем, как указано в этой работе, вопросами плавления и кристаллизации еще более 150 лет назад занимался и М. Фарадей.
Одним из подтверждений наличия структурных образований в металлической жидкости может служить установленное в результате термического анализа сплава Al – 16,0 % Si повышение температуры начала и увеличение интервала кристаллизации при увеличении температуры перегрева расплава (табл. 3) [30]. Очевидно, такое течение кристаллизации объясняется тем, что в связи разрушением при перегреве предкристаллизационных образований для инициирования этого процесса требуется большее время.
Таблица 3
Влияние перегрева жидкого сплава Al – 16,0 % Si на характеристики кристаллизации
|
Температура перегрева расплава, °С (температура ликвидус 630 °С) |
720,0 |
770,0 |
800,0 |
810,0 |
830,0 |
870,0 |
|
Температура начала кристаллизации, °С |
597,5 |
602,5 |
609,5 |
612,5 |
619,0 |
619,5 |
|
Интервал кристаллизации, °С |
62,5 |
67,5 |
74,0 |
76,5 |
75,0 |
84,5 |
В настоящей работе ТОР сплава АМг10ч производили по следующей технологии. Сплав готовили в индукционной печи и при повышении температуры производили заливку проб с 660, 720, 750, 800, 860 и 930 °С. Анализ результатов испытаний механических свойств вырезанных из деталей образцов показал, что оптимальное сочетание прочности и пластичности дает заливка с 750 °С: σ в = 445 МПа, δ = 30 %, НВ = 95 ед. При дальнейшем повышении температуры прочность несколько повышается и при заливке с 930 °С σ в составляет 450 МПа, тогда как удлинение при этом снижается до δ = 25,3 %, твердость остается на том же уровне. Анализ оптических снимков микроструктуры показал, что с повышением температуры перегрева и заливки зерна α -твердого раствора сплава измельчаются и утоняются выделения β -фазы по границам зерен. Более высокие увеличения (Х 10 000) показали, что при низкой температуре литья зерна α -твердого раствора состоят из отдельных блоков с выраженными между ними границами, тогда как при более высоких температурах структура зерен становится однородной, а сплошность выделений β -фазы нарушается. Очевидно, такие изменения структуры и являются причиной роста механических свойств отливок из сплава АМг10ч.
Рост механических свойств с повышением температуры заливки подтвердился и при литье из сплава АМг10ч деталей ЛА с «крыльчатки» (лопатки оформлялись песчаным стержнем), которая работает в режиме высоких оборотов при перекачке жидкости, и «кронштейна» (земляная форма), испытывающего высокие статические нагрузки. Максимальные свойства первой детали ( σ в = 410 МПа, δ = 33 %, НВ = 93 ед.) были получены при температуре литья, равной 800 °С, второй ( σ в = 390 МПа, δ = 28 %, НВ = 95 ед.) – при заливке с 860 °С.
Фильтрование жидкого сплава. Ввиду того, что с повышением температуры расплава усиливаются процессы окисления и газонасыщения [31], что должно ухудшать качество отливаемых деталей, была проведена работа по предотвращению негативных последствий перегрева путем фильтрования металла в процессе заливки. При этом сплав АМг10ч заливали в форму через магнезитовую крошку (MgCO 3 ) с размером частиц 10…15 мм, помещенную в графитошамотовый тигель с отверстием в донной части, который устанавливали над стояком литейной формы. Перед заливкой сборку «тигель–крошка» нагревали. Результаты испытаний механических свойств отливок показали, что максимальные свойства ( σ в = 430 МПа,
δ = 36 %, НВ = 95 ед.) были получены при заливке с 750 °С, тогда как при заливке без фильтрования они оказались ниже: σ в = 400 МПа (меньше на 7,5 %), δ = 30 % (меньше на 20 %), НВ = 95 ед.
Осмотр кусочков отработанного фильтра показал, что их поверхность оказалась покрытой белым налетом, представляющим собой окисные пленки.
При этом следует отметить более высокую плотность (определяли методом гидростатического взвешивания) и отсутствие пористости в отливках (определяли на шлифах) из фильтрованного сплава (табл. 4), что является определенным вкладом в повышение механических свойств. Видно также, что плотность фильтрованного сплава при всех температурах заливки выше, чем плотность нефильтрованного, и при этом плотность последнего с повышением температуры заливки существенно понижается, что и проявляется в наличии пористости, тогда как на фильтрованном сплаве пористость отсутствует. Причем, если при самой низкой температуре заливки (660 °С) разница плотностей составляет только 0,54 %, то при самой высокой температуре (1030 °С) плотность нефильтрованного сплава уменьшается на 2,15 %, а фильтрованного – только на 0,54 %, т. е. в 4 раза меньше.
Таблица 4
Влияние фильтрации на плотность сплава АМг10ч
|
Состояние сплава |
Температура заливки, °С |
|||
|
660 |
750 |
950 |
1030 |
|
|
Плотность сплава, ρ , кг/м3 |
||||
|
Нефильтрованный |
2564 пор нет |
2530 поры 3 балла |
2520 поры 3–4 балла |
2510 поры 3–4 балла |
|
Фильтрованный |
2578 пор нет |
2575 пор нет |
2575 пор нет |
2564 пор нет |
Применение устройства типа «тепловая труба» при заливке металла в форму. Следует при этом отметить, что при использовании технологии ТОР важным фактором является быстрое снятие перегрева жидкого металла при заливке в литейную форму с целью сохранения гомогенного состояния сплава, достигнутого в результате перегрева и блокирования процесса восстановления разрушенных при перегреве микрогруппировок. С этой целью в работе применяли теплообменное устройство, работающее по принципу «тепловая труба» [32]. За время прохождения перегретого расплава через металлопровод устройства, соответствующее обычной длительности этой операции, его температура снижается до обычной, более низкой, температуры. Применение указанного устройства показало [33] положительные результаты при литье ответственных деталей из сложнолегированного алюминиевого сплава системы Al–Si–Mg c добавками Cu, Ti, Zr и Be в пределах 0,1…0,3 % каждого. Так, если при заливке сплава с 850 °С σ в = 310 МПа, δ = 9,7 %, то при заливке с применением устройства σ в повышается до 325 МПа (на 4,9 %), δ - до 11,8 % (на 21,6 %).
Заключение. В результате проведенной работы были усовершенствованы и разработаны новые технологии, способы и средства, используемые при изго- товлении литых деталей и конструкций летательных аппаратов из сплава АМг10ч. В связи с тем, что сплав АМг10ч содержит магний, и сплав проявляет склонность к окислению при взаимодействии с атмосферой и к газонасыщению при взаимодействии с влагой формовочной смеси, были разработаны и использованы на практике следующие мероприятия: 1) введение в формовочную смесь борной кислоты; 2) дегазация лигатур алюминий–цирконий и алюминий–титан; 3) разработан оптимальный порядок расплавления шихтовых материалов; 4) применена высокотемпературная обработка расплава; 5) фильтрация сплава при заливке в форму с использованием устройства типа «тепловая труба», обеспечивающего быстрое снижение температуры перегретого сплава. Все эти мероприятия, как по отдельности, так и применение некоторых в комплексе, обеспечили получение литых деталей из сплава АМг10ч с требуемыми и повышенными механическими свойствами. Причем отмечается воспроизводимость результатов испытаний механических свойств отливок из разных плавок.
Список литературы Совершенствование технологии приготовления сплава системы Al-Mg, применяемого в конструкциях летательных аппаратов
- Aluminium alloys for aircraft structures. Introduction to Aerospace Materials. 2012. P. 173-201.
- Фридляндер И.Н. Алюминиевые сплавы в летательных аппаратах в периоды 1970-2000 и 2001-2015 гг.//Металловедение и термическая обработка металлов. 2001. № 1. С. 5-9.
- Dursun T., Soutis C. Recent developments in advanced aircraft aluminium alloys//Revie Materials & Design. April 2014. Vol. 56. P. 862-871.
- Moreto J.A. [et al.]. SVET, SKP and EIS study of the corrosion behaviour of high strength Al and Al-Li alloys used in aircraft fabrication//Corrosion Science. 2014. Vol. 84. P. 30-41.
- Codden R. Aluminium: Physical properties, characteristics and alloys. Training in aluminium application technologies. Alcan. Banbury: European Aluminium Association, 1994. 60 p.
- Warren A.S. Developments and challanges for aluminiu. A Boeing perspective//Materials Forum. 2004. Vol. 28. P. 24-31.
- ОАО «Государственный ракетный центр имени академика В.П. Макеева». URL: http://makeyev.ru/roccomp/3rd/r29r.
- Колобнев И.Ф. Термическая обработка алюминиевых сплавов. 2 изд. перераб. и доп. М.: Металлургия, 1966. 395 с.
- Li H.-T. [et al.]. Oxides in Liquid Metals and Alloys. BCAST//Brunel Centre for Advanced Solidification Technology. BCAST, Brunel University, Uxbridge, Middlesex, UB8 3PH, UK. P. 93-110.
- Окисная пленка, образующаяся на поверхности. Международная выставка оборудования и технологии обработки. Выставка Технофорум 2014. URL: http://filebar.kg/metalurgia_svarki/120-okisnaya-plenka-obrazuyuschayasya-na-poverhnosti.html.
- Аристова Н.А., Колобнев И.Ф. Термическая обработка литейных алюминиевых сплавов. М.: Металлургия. 1977. 144 с.
- Чеверикин В.В., Хван А.В., Золоторевский В.С. Изменение морфологии железосодержащих фаз в алюминиевых сплавах//Вестник ТГТУ. 2012. Том 18, № 3. С. 742-748.
- Lingying Ye. [et al.]. Modification of Mg2Si in Mg-Si alloys with gadolinium//Materials Characterization. 2013. Vol. 79. P. 1-6.
- Shouxun Ji. [et al.]. Effect of iron on the microstructure and mechanical property of Al-Mg-Si-Mn and Al-Mg-Si diecast alloys//Materials Science & Engineering: A. 2013. Vol. 564. P. 130-139.
- Guo E.J., Ma B.X., Wang L.P. Modification of Mg2Si morphology in Mg-Si alloys with Bi//Journal of Materials Processing Technology. 2008. Vol. 206, Iss. 1-3, P. 161-166.
- А. с. 1828418 СССР, В22С 1/06. Формовочная смесь для литья магниевых сплавов/Ю.В. Чесноков. Заявка № 4856877/02 от 25.06.1990. Бюл. № 26. 1993.
- Player E. The Properties and Practical Processes in the Production of Magnesium Alloy Castings with Special Reference to Elektron//Aircraft Engineering. 1929. P. 175-178.
- Никитина М.Ф. Формовочные материалы для изготовления форм при литье сплавов алюминий-магний. М.: Оборонгиз, 1963. 192 с.
- Friedrich H.E., Mordike B.L. Magnesium Technology: Metallurgy, Design Data, Applications Springer-Verlag Berlin Heidelberg, 2006. 647 p.
- Крушенко Г.Г. Влияние добавок в формовочную смесь борной кислоты на свойства отливок из Al-сплавов//Литейное производство. 2012. № 10. С. 27-29.
- Пат. 2430177 Российская Федерация, С1 МПК С22С 1/03. Способ получения литейного алюминиево-магниевого сплава/Крушенко Г.Г. Заявка № 2010100057/02 от 11.01.2010. Бюл. № 27. 2011.
- Крушенко Г.Г., Ловцов Д.П. Потери магния при плавке сплава АЛ4//Цветная металлургия. 1965. № 7. С. 40-41.
- А. с. SU № 960921, С22С/06 Модификатор для обработки литейных алюминиевых сплавов/В.В. Шурыгин, Ф.В. Есаков.А.М. Авдентов. Л.С. Потанин. Заявка № 3270731 от 10.04.1981. Бюл. № 35. 1982.
- Qing-liang WANG [et al.]. Production of Al-B master alloys by mixing KBF4 salt into molten aluminum//Transactions of Nonferrous Metals Society of China. 2013. Vol. 23. Iss. 1. P. 294-300.
- Warmuzek M., Rabczak K., Sieniawski J. The course of the peritectic transformation in the Al-rich Al-Fe-Mn-Si alloys//J. of Materials Processing Technology. 2005. Vol. 162-163. P. 422-428.
- Спасский А.Г., Рогожин В.В. К вопросу о модификации силуминов//Юбилейный сборник научных трудов МИЦМиЗ. 1930-1940. № 9. М.: Металлургиздат. 1940. С. 566-567.
- А. с. 412270 СССР, C22C1/02, B22D21/04. Способ приготовления алюминиево-кремниевых сплавов/Г.Г. Крушенко, П.А. Финогенов, С.И. Торшилова и др. Заявка № 1802617 от 27.06.1972. Бюл. № 3. 1974.
- Данилов В.И. Рассеяние рентгеновских лучей в жидкостях. Л.-М.: ОНТИ. 1935. 183 с.
- Mei Q.S., Lu K. Melting and superheating of crystalline solids: From bulk to nanocrystals//Progress in Materials Science. 2007. Vol. 52. Iss. 8. P. 1175-1262.
- Арабей А.В., Рафальский И.В. Компьютерный термический анализ для контроля фазовых переходов заэвтектических силуминов с учетом влияния температурной обработки расплава//Новые материалы и технологии их обработки: IX Республиканская студенческая науч.-техн. конф. Минск: УП «Технопарк БНТУ «Метолит». 2008. С. 17-20.
- Воеводина М.А., Крушенко Г.Г. Фильтрование металлических расплавов. Абакан: Хакасский технический институт -филиал Сибирского федерального университета. 2013. 80 с.
- А. с. № 1046006 СССР, B22D11/112. Устройство для охлаждения металла/Ф.М. Черномуров, Г.Г. Крушенко, С.В. Федоров и др. Бюл. № 37. 1983.
- Крушенко Г.Г., Хайкин А.Л., Торшилова С.И. Температурная обработка в жидком состоянии сложнолегированного сплава системы Al-Si-Mg с целью повышения механических свойств отливок//Известия высших учебных заведений. Цветная металлургия. 1983. № 5. С. 97-99.
