Совершенствование технологии проектирования сложных штампов на основе моделирования процесса их эксплуатации

Автор: Богомолов Родион Михайлович, Носов Николай Васильевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 4-2 т.20, 2018 года.
Бесплатный доступ
В статье приводятся результаты проектирования сложных штампов при изготовлении заготовок буровых шарошечных долот с гарантированными прочностными параметрами на основе моделирования процесса их эксплуатации и применения теории приспособляемости без проведения длительных и дорогостоящих натурных экспериментов, а также методика конечно-элементного моделирования процесса штамповки, которые на стадии проектирования позволяют оптимизировать модели штампов с учетом изменяемых силовых и температурных режимов эксплуатации, геометрических параметров гравюры и выбора материала.
Лапа шарошки бурового долота, конечно-элементная модель, моделирование численное, оптимизация, режимы штамповки, сквозное проектирование, cad/cam/cae-технологии
Короткий адрес: https://sciup.org/148312466
IDR: 148312466 | УДК: 621.45.01:004.945
Improvement of design technology and production of complex dies on the basis of modelling of process of their exploitation
The article presents results of design of complex dies in the manufacture of billets drilling of roller bits with guaranteed strength parameters on the basis of modeling their exploitation and applications of the theory of adaptability without conducting lengthy and expensive field experiments, as well as methods for finite element simulation of stamping process, which at the design stage and optimize models of stamps given the changeable power and temperature modes of operation, the geometric parameters of prints and choice of material.
Текст научной статьи Совершенствование технологии проектирования сложных штампов на основе моделирования процесса их эксплуатации
соответсвующих возможно большей области приспособляемости. С этой целью на каждой итерации корректируются значения модулей упругости Ei в каждом из конечных элементов. Сокращение времени решения происходит за счет применения итерационного метода, состоящего в последовательном решении ряда линейных задач вместо пошагового решения на каждом цикле нагружения.
МОДЕЛИРОВАНИЕ ПРОЦЕССА
Для оценки границ приспособляемости использовалась статическая теорема Мелана. В соответствии с данной теоремой приспособляемость в идеальном упругопластическом теле наступает, когда можно найти такое, не зависящее от времени, поле фиктивных остаточных напряжений σ i ′ j , чтобы при любых изменениях нагрузки в заданных пределах сумма этого поля с полем упругих напряжений σ ij в идеально упругом теле была безопасна, т.е. суммарное напряжённое состояние σ ∗ ij находилось внутри полей текучести.
Внешние усилия, при которых рабочие напряжения σ ∗ ij и σ i ′ j достигают предела текучести, обозначаются соответственно через Q m ∗ и Q m ′ . Меньшее из этих усилий является оценкой границы приспособляемости на данной итерации: Q m = min( Q m ∗ , Q m ′ ) . Окончательная оценка – это величина Q = max( Q m ) . Она достигается на той итерации, где на m грузки Q m и Q m ′ оказываются наиболее близкими друг к другу.
Для практического решения задачи определения циклической несущей способности эле- ментов гравюры штампа заготовки лапы бурового долота применялась двухшаговая численная процедура конечно-элементного моделирования, согласно которой процесс штамповки сначала моделируется без учёта зависимости между тепловыми и механическими нагрузками.
При этом нижняя половинка штампа рассматривалась как абсолютно жёсткое тело, верхняя – как упругое тело, а заготовка имела термовязкоупругое поведение. Затем тепловые и другие поля напряжений в верхней половинке штампа рассчитывались с точностью, необходимой для решения задачи приспособляемости с применением пакета ANSYS. Геометрическая модель штампа строилась в CAD-системе Unigraphics, а затем передавалась непосредственно в ANSYS [4]. Анализ распределения напряжений и температур по поверхности гравюры и в сечениях штампа проводился на основе построения соответствующих изолиний.
При моделировании процесса взаимодействия контактных поверхностей между инструментом и заготовкой учитывались три аспекта: контактные напряжения, изменение коэффициента трения и коэффициент теплопередачи. Для описания процесса трения принимался закон трения Кулона. Эквивалентное касательное напряжение рассчитывалось в соответствии с условием текучести Треска
K I = Ц^ п при ЦО < m -^3 ;
τ
σσ m -^ при цо > m =
3 n 3
где µ – коэффициент трения скольжения, m – коэффициент касательных напряжений, σ o – предел текучести, σ n – нормальное напряжение на контактной поверхности.
Методика расчета предусматривала двухуровневое решение. Сначала гравюра верхней половины штампа (рис. 1) моделировалась с использованием относительно грубой конечноэлементной сетки. Затем на наиболее нагруженной часть штампа изменялась модель, в которой использовалась достаточно мелкая сетка.
Размер мелкой сетки подбирался таким образом, чтобы обеспечить достаточную точность аппроксимации градиента температур в приповерхностных слоях инструмента (рис. 2).
Решение задачи теплопроводности выполнялось для циклических условий нагружения, соответствующих реальным режимам процесса штамповки с использованием схематизированных диаграмм деформирования стали 5ХНМ.
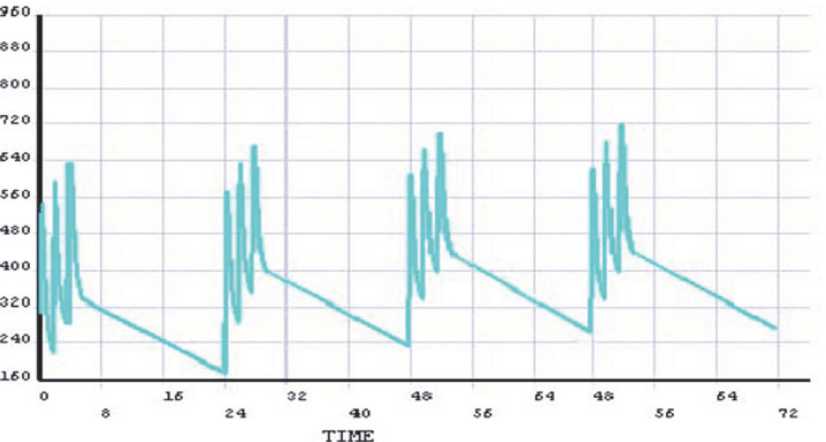
Изменение температуры определялось в точке пересечения поперечного и продольного сечений, выбранной на наиболее нагруженной поверхности гравюры при последовательной штамповке нескольких заготовок (рис. 3).
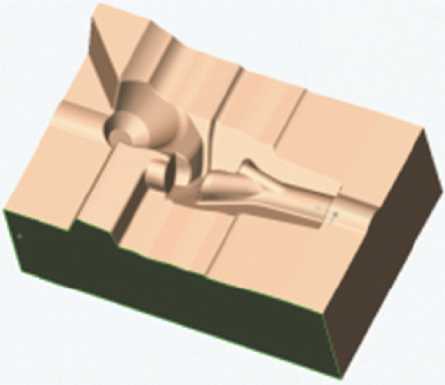
Рис. 1. 3-D модель верхней половины штампа
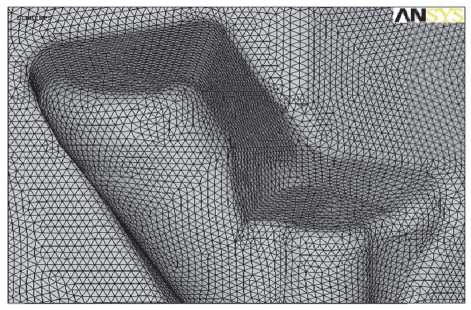
Рис. 2. Участок конечно-элементной сетки наиболее нагруженной части инструмента
Исследования показали, что разница температур при штамповке 3 и 4 заготовки составляет менее 5%, что позволяет считать температурный цикл установившимся.
Расчет полей упругих напряжений производился для двух моментов времени: при третьем и четвертом ударе (рис. 3). Затем они складывались из температурных напряжений и напряжений от усилий со стороны заготовки в наиболее нагретой точке в пределах базовой геометрии. Результаты анализа показали, что в наиболее нагруженных областях упругие напряжения, вызванные температурным градиентом, составляют до 90% от общих напряжений.
В соответствии с выбранными границами приспособляемости был выполнен прямой пошаговый расчёт напряжённо-деформированного состояния верхней половинки штампа при штамповке заготовки с температурой нагрева от 1100 °С до 1200 °С.
Оценка снизу границы приспособляемости проводилась по следующему условию
|^ч+ 5 ij\ T , (1) где σ i ′ j – поле остаточных напряжений после третьего удара при штамповке первой заготов-
Время, с
Рис. 3. Влияние циклической нагрузки на температуру (градусы Цельсия) процесса
ки; σ ij – поле упругих напряжений во время третьего удара при штамповке третьей заготовки, когда достигается установившееся циклическое температурное состояние; s Т – предел текучести соответствует температуре в момент третьего удара.
Прямыми скобками показано вычисление интенсивности напряжений, которые соответствуют температуре в момент третьего удара при штамповке третьей заготовки.
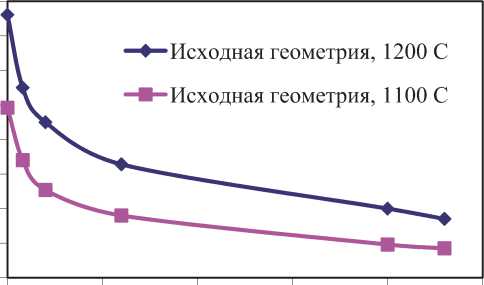
Выполнение условия (1) означает, что приспособляемость имеет место. Проведённые расчёты для интервала температур заготовки от 1100 °С до 1200 °С показали, что для верхней границы интервала при повышении интенсивности напряжений в левой части (1) превышает предел текучести на 24%, а при температуре заготовки 1100 °С – ниже его на 5,7% (рис. 4).
Как видно из графика, снижение температуры заготовки на 100 °С приводит к значительному и практически равномерному снижению интенсивности упругих напряжений в приповерхностных слоях штампа (примерно на 5060%), что несомненно должно способствовать повышению стойкости штампов.
Из выполненного анализа следует, что варьированием температуры заготовки можно реально оптимизировать и повышать долговечность штампов.
Снижение интенсивности термоупругих напряжений на поверхности гравюры может быть также достигнуто за счёт изменения её геометрической формы и улучшения условий отвода тепла от поверхности.
Наибольшее влияние на условие отвода тепла из зоны деформации оказывают изменения гео-
X g 800
H 700
J 5 6oo
H s g я 500
§ I 400
я I 300
к 200
100 0
0 0,5 1 1,5 2 2,5
Глубина залегания, мм
Рис. 4. Интенсивность упругих напряжений и их глубина залегания в наиболее нагретой точке при штамповке третьей заготовки (третий удар) с учетом температуры заготовки метрической формы и в частности увеличение радиусов сопряжений поверхностей на 50-70%.
Произведен анализ напряженно-деформированного состояния гравюры штампов с измененной геометрией при температуре заготовки в 1200 оС по разработанной методике. Исследования показали, что превышение левой части уравнения (1) над правой составило примерно 3-8%.
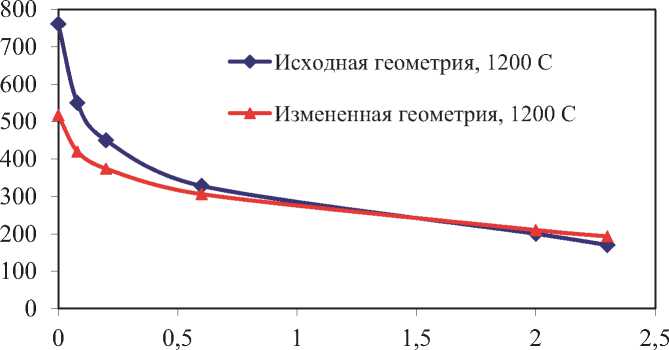
Результаты исследования интенсивности упругих напряжений от глубины залегания при изменении геометрии штампа (увеличении радиусов скругления на 50-70 %) приведены на рис. 5.
Как видно из графика, при изменении радиусов скругления приводит к перераспределению напряжений за счет существенного их снижения на поверхности (с 761 МПа до 517 МПа) и незначительного роста в глубине штампа (с 170 МПа до 193 МПа). При этом, температура на поверхности в наиболее нагретой точке уменьшается на 940С, а на глубине практически остается неизменной (увеличение на 5 оС) (рис.6).
Таким образом, изложенный подход позволяет оптимизировать и количественно оценивать увеличение сопротивления смятию гравюры с измененной геометрией.
Разработанная методика позволяет не только спрогнозировать выбор марки штамповых сталей с целью повышения стойкости инструмента, но и учесть такие механические свойств, как пределов текучести, прочности, усталости, относительного удлинения при разрушении и др.
В работе исследованы нескольких марок стали: сталь 5ХНМ и сталь 5Х2НМФ. Физико-механические свойства этих сталей приведены в таблице, а теплофизические свойства этих сталей мало отличаются.
Расчеты показывают, что применение стали 5Х2НМФ практически не повлияло на распределение полей температур, а циклические напряжения оказались полностью в упругой области.
Для производства штамповой оснастки при изготовлении лап буровых долот наибо-
Глубина залегания, мм
Рис. 5. Интенсивность упругих напряжений и их глубина залегания в наиболее нагретой точке при штамповке третьей заготовки (третий удар) с учетом изменения геометрии
0 0,5 1 1,5 2 2,5
Глубина залегания, мм.
Рис. 6. Распределение температуры по глубине штампа в наиболее нагретой точке при штамповке третьей заготовки (третий удар)
Таблица. Физико-механические свойства сталей
Разработана схема процесса сквозного автоматизированного проектирования детали, поковки и штамповой оснастки для ее изготовления, проектирования технологии изготовления штампов, отслеживания и необходимой модификации хода выполнения проектных процедур на всех его стадиях, включая управление архивом проектных решений.
Из схемы видно, что концепция сквозного цикла использует 3-х -мерную модель как базовый элемент для объединения отдельных этапов подготовки и производства в единую информационную технологию. Предложено программное обеспечение для 2D- и 3D-моделирования, проектирования технологических процессов и инженерных расчетов, разработана методика и программный комплекс для построения 3D-моделей заготовки и штампа, созданы системы автоматизированного проектирования «САПР-Долото».
Концепция сквозного цикла еще на стадии проектирования обеспечивает возможность оптимизации геометрических параметров поковки и штампа на основе применения метода конечных элементов в процессе проектирования. После выбора оптимальной геометрии штампа выполняется разработка управляющих программ станков с ЧПУ для его изготовления. Возможности программного обеспечения CAD/ CAM являются ключевыми в обеспечении эффективной высокопроизводительной обработки штампов. Технология начинается с создания управляющей программы, которая в большой мере влияет на износ дорогостоящего станка, инструмента и качество обработки.
Таким образом, можно сделать следующие выводы:
-
1. Разработана более совершенствования технология проектирования и изготовления сложных штампов с гарантированными прочностными параметрами на основе моделирования процесса их эксплуатации и применения теории приспособляемости.
-
2. Предложена методика конечно-элемент-
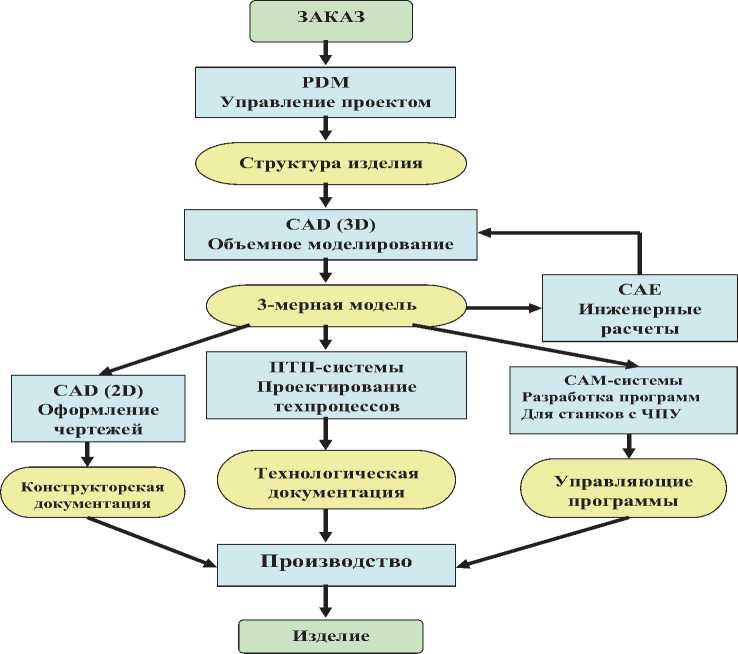
Рис. 7. Схема процесса сквозного проектирования изделия (CAD/CAM/CAE – технологии)
-
3. Показано, что применение стали 5Х2НМФ существенно (на 90° и более) снижает температуру в наиболее напряженных зонах гравюры и до 60% интенсивность внутренних напряжений в поверхностных слоях.
-
4. Разработаны автоматизированная система сквозного проектирования лап буровых долот и их заготовок, которые на стадии проектирования позволяют оптимизировать модели штампов с учетом изменяемых силовых и температурных
ного моделирования процесса штамповки, установлены параметры нагрева заготовки, геометрическая форма гравюры в зависимости от механических свойств материала
режимов эксплуатации, геометрических параметров гравюры и выбора материала.
Список литературы Совершенствование технологии проектирования сложных штампов на основе моделирования процесса их эксплуатации
- Гавриленко М.В., Богомолов Р.М. Совершенствование технологии автоматизированного проектирования и изготовления штамповой оснастки для выпуска лап буровых долот // Заготовительные производства в машиностроении. 2004. № 6. 28-34 с.
- Исследование напряженно-деформированного состояния при запрессовке твердосплавных элементов вооружения шарошки бурового долота / В.И. Кремлёв, Н.В. Носов, Р.М. Богомолов, Л.В. Морозов ///Вестн. СамГТУ. Серия «Технич. науки». 2005, Вып. 39. С. 234-238.
