Современное состояние атмосферы корпусов производства алюминия и методы ее нормализации

Автор: Шахрай С.Г.
Журнал: Журнал Сибирского федерального университета. Серия: Техника и технологии @technologies-sfu
Статья в выпуске: 6 т.5, 2012 года.
Бесплатный доступ
Выполнен анализ причин ухудшения экологических и санитарно-гигиенических показателей электролизного производства алюминия в условиях повышения силы тока электролизера с верхним токоподводом. Предложены технические решения, направленные на решение экологических проблем.
Анализ, состояние, система сбора, эвакуация, обезвреживание, анодные газы, технические решения, увеличение, эффективность работы, аnalysis
Короткий адрес: https://sciup.org/146114688
IDR: 146114688 | УДК: 669.713
Current state of the atmosphere enclosures aluminum production and methods of its normalization
The analysis of the causes of the deterioration of environmental and health indicators of electrolysis aluminum production in terms of increased strength of the current cell to the upper tubing. Provided technical solutions aimed at solving environmental problems
Текст научной статьи Современное состояние атмосферы корпусов производства алюминия и методы ее нормализации
Повышение силы тока электролизеров типа С-8; С-8БМ с верхним токоподводом, активно проводимое в течение последнего десятилетия, значительно ухудшило санитарногигиеническое состояние атмосферы корпусов электролиза, а также экологические показатели алюминиевого производства. Обусловлено это ростом объема анодных газов, образующихся в единицу времени [1], изменением характера схода пузырей газа из-под подошвы анода [2, 3] и связанным с этим увеличением частоты забивания подколокольного пространства оплесами и отложениями (рис. 1) и разгерметизации ГСК для их удаления [4]. Ухудшению показателей также способствует увеличение прихода тепла вследствие сгорания анодных газов под газосборным колоколом (ГСК) при его разгерметизации (рис. 2). В этом случае тепло, выделяющееся при сгорании газов, вызывает более интенсивные и частые обвалы корки.
В случаях обвалов корки или разгерметизации электролизера для удаления из подколокольного пространства отложений эффективность улавливания фтористого водорода газосборным колоколом снижается до 35 %, анодных газов – диоксида и оксида углерода – до 60 % [5]. В среднем операция «очистка подколокольного пространства от отложений» при существующей интенсивности их образования выполняется 3-4 раза в сутки. Суммарная продолжительность этих операций занимает около двух часов, а удельные выбросы загрязняющих веществ при их выполнении достигают:
– анодного газа:

Рис. 1. Выбивание анодных газов в атмосферу корпуса при забивании подколокольного пространства оплесами

Рис. 2. Горение анодных газов в подколокольном пространстве при разгерметизации ГСК
Р обр =У н 33 м ,
т в том числе оксида углерода:
Р СО = Р обр ■ ХС0. Р со = 33 • 0,25 •1,25 = 10,3 Т^,
– фтористого водорода:
РHF _ ^ Л 1 _ 4.0-2 кг
РобР 20 20 0,4 тAt , где Робр, РСО и Р^ - величина выбросов соответственно анодного газа, оксида углерода и фтористого водорода в периоды очистки подколокольного пространства от отложений; VH - объем анодного газа, выделяющегося в атмосферу корпуса, и равный ему объем воздуха, поступаю-м 3
щего в подколокольное пространство в период удаления отложений, —-; т - продолжитель-т At ность выполнения операций, час/т Al; Хсо - объемная доля СО в подколокольном пространстве в период удаления отложений, доли ед.; Рсо - плотность СО при нормальных условиях, кг/м3; тЛ - количество фтористого водорода, образующегося в процессе электролиза, кг/т Al.
Количество образующегося фтористого водорода зависит от влажности загружаемого сырья, количество теплоты, выделяющейся в подколокольном пространстве при сгорании СО, от степени герметичности ГСК и в средней величине достигает 70 000–90 000 кДж/ч.
При сгорании оксида углерода под ГСК его концентрация на входе в горелку может стать недостаточной для поддержания воспламенения. В этих случаях наблюдается неустойчивое горение или горелка полностью гаснет, что увеличивает вынос в систему организованного газоотсоса несгоревших углеродных частиц и смолистых веществ, оседающих на стенках газоходов. Отложения, в свою очередь, уменьшают «живое» сечение газохода, увеличивают его аэродинамическое сопротивление и энергозатраты на эвакуацию газов. Отложения представляют пожарную опасность вследствие значительного содержания в них смолистых веществ.
В настоящей статье представлены технические решения, направленные на повышение санитарно-гигиенических и экологических показателей электролитического про - изводства алюминия в электролизерах с верхним токоподводом в условиях повышения силы тока.
Газосборный колокол
Газосборный колокол начал применяться в 50-х гг. прошлого века, в электролизерах С-2; С-3 силой тока 130 кА. Внедрение и разработка в 60-х гг. более мощных электролизеров С-8, С-8БМ с проектной силой тока 156 кА и ее дальнейший подъем до 175-180 кА никоим образом не коснулись изменения конструкции ГСК, и это при значительном росте объема анодных газов, образующихся в единицу времени (табл. 1).
Данные, представленные в табл. 1, показывают, что наращивание силы тока электролизеров С-8, С-8БМ до 175-180 кА увеличило объем образующихся анодных газов в единицу времени в два и более раз по сравнению с электролизерами С-2; С-3, и это при неизменных параметрах и пропускной способности подколокольного пространства. Следовательно, в этих условиях резко снизилась эффективность сбора образующихся вредностей газосборным колоколом.
Увеличить эффективность сбора газов ГСК и сократить его зарастание отложениями возможно, увеличив площадь поперечного сечения подколокольного пространства. Достигается это следующими способами: увеличением ширины пояса газосборного колокола; изменением конфигурации секции ГСК с трапецеидальной, эксплуатируемой в настоящее время, на параболическую.
Возможность реализации способов обосновывается тем, что увеличение наружных габаритов ГСК на 70–100 мм не создаст помех при выполнении технологических операций на электролизере, т.к. в этом случае расстояние «ГСК – стенка катодного кожуха» будет сопоставимо с этой величиной на электролизерах С-2, С-3.
Реализация первого способа сохраняет полную взаимозаменяемость секций ГСК и в 1,4 раза увеличивает площадь поперечного сечения подколокольного пространства. Соответственно, в нем на эту же величину снижается скорость движения газов, а аэродинамическое сопротивление – в 2 раза. Однако реализация данного способа не решает проблемы исключения «застойных» зон в подколокольном пространстве вследствие того, что его конфигурация по-прежнему остается трапецеидальной.
Таблица 1. Состояние ГСК и объем образования анодных газов на электролизерах различной силы тока
|
Показатель |
Ед. изм. |
Тип электролизера |
||
|
С-2; С-3 |
С-8; С-8БМ |
|||
|
проект |
достигнутый |
|||
|
Сила тока |
кА |
130 |
156 |
175-180 |
|
Периметр анода |
м |
19,3 |
22,3 |
22,3 |
|
Число секций ГСК |
шт |
26 |
30 |
30 |
|
Объем образующихся анодных газов |
м3/ч |
20-30 |
35-40 |
41-45 |
|
Площадь открытой корки |
м2 |
6,1 |
8,9 |
8,9 |
|
Площадь поперечного сечения подколокольного пространства |
0,05 |
0,05 |
0,05 |
|
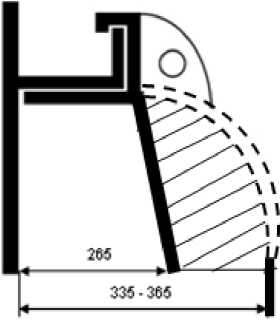
Рис. 3 Конфигурация секций ГСК: – существующая; – по предлагаемому техническому решению
Таблица 2. Сравнительные характеристики газосборных колоколов
|
Параметр |
Ед. изм. |
Тип электролизера |
||
|
С-2, С-3 , |
С-8, С-8БМ с секцией |
|||
|
трапеция |
парабола |
|||
|
Площадь поперечного сечения подколокольного пространства |
м2 |
0,05 |
0,05 |
0,123 |
|
Скорость газов в подколокольном пространстве |
м/с |
0,082 |
0,116 |
0,047 |
|
Потери давления |
Н/м2 |
0,05 |
0,12 |
0,05 |
Второй способ заключается в применении параболических секций с увеличенным на 70100 мм наружным габаритом (рис. 3) [6], что приближает конфигурацию газоходного канала к оптимальной круглой форме. При этом поперечное сечение подколокольного пространства увеличивается в 1,2-1,5 раза (заштрихованная часть, рис. 3), аэродинамическое сопротивление сокращается более чем в 2 раза и становится сопоставимым с сопротивлением подколокольного пространства электролизеров С-2 и С-3, для которых существующая конструкция создавалась изначально (табл. 2). Кроме того, в параболическом газоходном канале отсутствуют застойные зоны, что снижает риск образования отложений.
Горелочные устройства
Эффективность работы горелочных устройств выступает фактором, определяющим полноту сжигания оксида углерода и полициклических ароматических углеводородов (ПАУ), наиболее опасным из которых является бенз(а)пирен.
Наибольшее распространение получили щелевые горелки как наиболее простые в изготовлении и обслуживании. Однако этот тип горелок считается прямоточным, искусственное перемешивание компонентов в них отсутствует, поэтому атмосферный воздух подсасывается со – 641 –
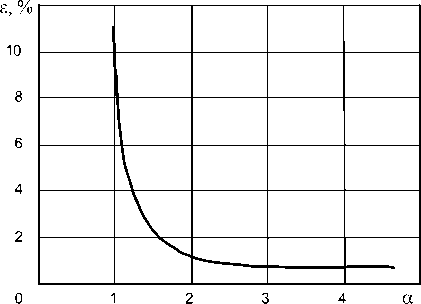
Рис. 4. Зависимость полноты сжигания окиси углерода от α значительным избытком [5]. Избыточный воздух охлаждает горелку и снижает эффективность ее работы вплоть до погасания. Происходит это вследствие падения температур до уровня, находящегося ниже предела воспламеняемости горючих компонентов, а также «разбавления» их концентраций до значения, находящегося ниже концентрационного предела воспламеняемости [7]. Кроме того, избыточный воздух увеличивает объемы эвакуируемых от электролизеров газов. Для их транспортировки и очистки требуются более мощные газоходные сети и газоочистные установки.
Повысить эффективность работы горелочного устройства возможно за счет увеличения времени нахождения сжигаемых газов в зоне высоких температур и сокращения подсоса атмосферного воздуха. Расчет необходимого времени пребывания в зоне высоких температур показал, что для анодных газов оно должно составлять 1,5 с и более [8]. Фактически в щелевых горелках оно не превышает 0,2-0,5 с.
Малое время пребывания обусловлено высокими, на уровне 3-5 м/с, скоростями газов в горелке и объемом топочного пространства, недостаточным для сжигания анодных газов в образующемся количестве. Расчет показывает, что необходимый объем горелки составляет 0,100-0,105 м3. Фактически он на 20-30 % ниже расчетного и равен 0,07-0,08 м3. Увеличение объема возможно за счет изменения диаметра горелки с 320 мм (базовый вариант) до 420 мм. При этом температура в зоне горения достигает своего максимума, превышая 1600 °С.
Сократить объем подсасываемого воздуха возможно за счет уменьшения ширины воздухозаборных щелей с 32 мм (базовый вариант горелки) до 8-10 мм. При этом коэффициент избытка воздуха а снижается с 4,0-6,0 до оптимального а = 1,15-1,2, при котором проис -ходит практически полное сгорание СО (рис. 4). Это связано с увеличением проникающей способности воздушных струй с сохранением поперечной площади взаимодействия топлива и окислителя, а также с увеличением разности скоростей потоков. При этом происходит возрастание необходимого перепада давления в горелке, что повышает характерный уровень необходимого разрежения перед ней при стехиометрических параметрах воздушно-топливной смеси.
Автоматическая очистка полостей горелочных устройств от отложений
На практике обслуживание горелочных устройств с «узкими» воздухозаборными щелями затруднительно. Это может привести к их зарастанию пылевыми отложениями, увеличению интенсивности осаждения пыли в горелочных устройствах и патрубках для их установки вследствие снижения скорости потока. В результате этого может возникнуть обратный эффект - рост частоты погасания горелок и ухудшение экологических показателей электролизного производства.
Техническим решением сформулированных проблем является разработанная и испытанная система автоматической очистки полостей горелочных устройств импульсами сжатого воздуха [9]. В системе источником импульсов служит осушенный сжатый воздух, выбрасываемый в настоящее время после срабатывания системы автоматической подачи глинозема в атмосферу корпуса. Воздух в горелку подается по направлению движения газов. Объем его разовой «порции» 0,4...0,6 м3, периодичность подачи 5-7 мин.
В период испытаний в полости горелки отложения не образовывались. Частота погасаний снизилась более чем в 7 раз. Кроме того, возросла полнота сгорания углеродной составляющей пыли, содержащейся в анодных газах. Сопоставительный анализ пыли от испытуемого и «рядового» электролизеров на содержание в ней основных компонентов показал следующие результаты: в пыли после горелки, оборудованной автоматической продувкой, содержание углерода составило менее 10 %; после горелки «рядового» электролизера - около 28 %. Сокращение содержания углерода в 2,8 раза снизило общий вынос пыли в систему организованного газоотсоса в среднем на 15-20 %.
Газоходные сети корпуса электролиза
Система газоходов, предназначенная для эвакуации анодных газов от электролизеров в газоочистные установки, представляет собой сильно разветвленную сеть протяженностью в масштабах корпуса электролиза 2 км.
Основные проблемы, возникающие при их эксплуатации, - сложность обеспечения равномерности объемов газоотсоса от электролизеров бригады (звена), а также образование в газоходах отложений, занимающих значительную часть их «живого» сечения. Объемы газоотсоса от горелок, наиболее и наименее удаленных от поперечного подкорпусного газохода, могут отличаться в 2-3 раза. Это приводит к низкой эффективности работы горелок или к их погасанию, т.к. обеспечение равномерного газоотсоса от каждой из них служит важным условием стабильности горения [5].
Одной из причин образования в газоходах отложений является низкая скорость транспортировки газов, недостаточная для полного увлечения пылевых частиц потоком. Расчет скорости трогания пылевых частиц электролизного производства , выполненный по формуле Л.С. Кляч-ко [10], показал, что скорость газового потока должна составлять около 15 м/с. Фактически эта величина имеет значительные колебания по длине газоходного тракта, от 2,5 до 14,0 м/с, лишь в редких случаях достигая значения, достаточного для полного увлечения частиц потоком.
Другая причина образования отложений – конструктивные недостатки газоходной сети:
– прямые или близкие к ним углы поворотов газохода;
– разность от 45 до 90о углов ввода спусков в подкорпусной газоход;
-
- наличие участков «внезапного расширения газохода», где скорость потока резко снижается;
-
- использование прямых тройников без перегородок, в которых «сталкиваются» встречные газовые потоки.
Все это увеличивает аэродинамическое сопротивление сети, а также способствует образованию «застойных» зон, где происходит интенсивное осаждение пыли. В масштабе корпуса электролиза суммарное сопротивление сети превышает 2 000 Па, на преодоление которого затрачивается около 30 % мощности, развиваемой дымососом.
Для решения перечисленных проблем выполнено моделирование аэродинамических процессов в сети. В качестве исходной взята газоходная сеть одной из бригад корпуса электролиза Красноярского алюминиевого завода. В качестве исходных задавали различные технические решения: равномерность углов ввода спусков в подкорпусной газоход; исключение несанкционированных подсосов атмосферного воздуха по длине газоходного тракта; применение регулирующих устройств для выравнивания объемов газоотсоса от электролизеров; обеспечение скорости газового потока на уровне, исключающем осаждение в газоходах пылевых частиц; одновременное внедрение всех вышеперечисленных технических решений. Результаты расчета сравнивали с параметрами работы существующей газоходной сети.
Результаты расчета показали, что модернизация существующей газоходной сети не решает отмеченные проблемы, а создает дополнительные. Первая из них – увеличение объемов газоотсоса от электролизеров вследствие сокращения сопротивления сети. Итогом этого является дальнейшее снижение эффективности работы горелок; сокращение полноты сжигания горючих компонентов и углеродистой составляющей пыли; увеличение выноса в газоходный тракт пылевых и смолистых частиц, оседающих в газоходах. Рост объемов эвакуируемых газов увеличивает нагрузку на существующие газоочистительные установки. При этом скорость газового потока в пределах 10-12 м/с остается недостаточной для полного увлечения им пылевых частиц.
Повысить скорость движения газов до 15 м/с возможно за счет уменьшения габаритов газоходной сети, в частности диаметров спусков со 159 до 100 мм с соответствующим уменьшением диаметров подкорпусных газоходов. Результаты расчета «скоростной» газоходной сети показали, что суммарный объем атмосферного воздуха, подсасываемого в горелки, сокращается до 6 000 нм3/ч (более чем на 21 %). Доля горелок, обеспечивающих полное сжигание СО, бенз(а)пирена и ПАУ (температура выше 1100 оС), составляет 35 % от их общего числа. Однако при этом разница разрежений в горелках бригады достигает 17-кратного значения, от 4,5 до 79,1 Па.
Выравнивание объемов отсасываемого газа и разрежений в «скоростной» газоходной сети достигается регулирующими устройствами (шиберами, поворотными заслонками), устанавливаемыми в спусках горелок. Значения коэффициентов сопротивлений каждого регулирующего устройства рассчитывали отдельно. При использовании регулирующих устройств разница объемов газоотсоса не превышает 10-15 %, что соответствует рекомендациям по «узловой» увязке давлений (разрежений) [11]. Суммарный объем атмосферного воздуха, подсасываемого – 644 – в горелки, немногим более 3 700 нм3/ч, что более чем в 2 раза ниже, чем в существующей га-зоходной сети. Температуры во всех горелках превышают 1200 оС и достаточны для полного сжигания СО, бенз(а)пирена и других ПАУ [12].
Результаты и выводы
Эксплуатация разработанной конструкции газосборного колокола исключает образование отложений в подколокольном пространстве, при этом частота выполнения технологических операций, связанных с разрушением корки, сокращается более чем в 20 раз.
Увеличенные наружные габариты газосборного колокола на 12^19 % уменьшают площадь поверхности расплава, находящуюся вне укрытия, что снижает поступление анодных газов, фильтрующихся через поверхность корки в атмосферу корпуса.
Применение горелочных устройств увеличенного диаметра с «узкими» воздухозаборными щелями обеспечивает полноту сжигания горючих компонентов анодного газа за счет увеличения времени пребывания горючих компонентов в зоне высоких температур и более интенсивного смешивания компонентов.
Эксплуатация системы автоматической очистки горелок от отложений исключает их обслуживание вручную. При этом полнота сжигания углеродистой составляющей пыли увеличивается в 3 раза. Система обеспечивает утилизацию сжатого осушенного воздуха после срабатывания системы АПГ.
Эксплуатация модернизированной газоходной сети обеспечивает сокращение объема га-зоотсоса от электролизера более чем в 2 раза при одновременном 100 %-ном сжигании СО, бенз(а)пирена и других ПАУ При этом материалоемкость сети снижается на 25-30 %, энергозатраты на эвакуацию газов на 20–25 %, потребная мощность газоочистных установок – более чем в 2 раза.
Внедрение результатов работы на алюминиевых заводах, сопоставимых по мощности с Красноярским, обеспечит сокращение валовых выбросов загрязняющих веществ на 42 тыс. т/год, себестоимости производимого алюминия – на 170 руб/т.
