Современный подход к разработке технологических параметров сварки в производстве труб большого диаметра

Автор: Уланов Алексей Михайлович, Иванов Михаил Александрович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Краткие сообщения
Статья в выпуске: 39 (298), 2012 года.
Бесплатный доступ
Рассмотрен современный подход к проблеме расчета многодуговой сварки при процессе сварки стальных труб большого диаметра, а также создание на основании теоретического алгоритма по расчету режимов многодуговой сварки перспективного автоматизированного программного комплекса для формирования качественной бездефектной структуры сварного соединения.
Сварка под слоем флюса, трубы большого диаметра, многодуговая сварка, расчет режима сварки, программный комплекс
Короткий адрес: https://sciup.org/147156748
IDR: 147156748 | УДК: 621.793
The modern approach to the development of technological parameters of welding in the production of large-diameter pipes
A modern approach to the problem of calculating the multiarc welding in the process of welding of large-diameter steel pipes is considered, together with the creation of perspective automatized software complex for formation of quality flawless structure of the weld on a base of theoretical algorithm for calculation of multiarc welding modes.
Текст краткого сообщения Современный подход к разработке технологических параметров сварки в производстве труб большого диаметра
Технология производства стальных труб большого диметра (ТБД) включает в себя процесс сварки. Для уменьшения брака ТБД по сварным швам необходимо создание перспективной технологии формирования качественной бездефектной структуры сварного шва. Это возможно только при строгом соблюдении технологических параметров процесса сварки, таких как сила тока, напряжение на дуге, скорость сварки.
Структура сварного шва стальных ТБД при сварке напрямую зависит от скорости охлаждения, которая регулируется интенсивностью подвода энергии в жидкую сварочную ванну. Интенсивность отвода тепла является константой в рамках одного типоразмера ТБД.
Особенностью производства ТБД является сварка большой толщины в два прохода, это возможно в случае, когда жидкую сварочную ванну формируют одновременно несколько сварочных дуг. Скорость охлаждения при таком процессе зависит от общей энергии всех дуг, а также расстояния между дугами.
Для оптимизации процесса сварки по нескольким факторам допустимо использовать метод активного или пассивного эксперимента [1], это позволит выявить влияние одного или нескольких факторов на один качественный показатель. Однако для разработки новой технологии сварки необходимо использовать теоретический алгоритм расчета режима сварки.
На кафедре «Оборудование и технология сварочного производства» Южно-Уральского государственного университета разработаны теоретические подходы к расчету многодуговой сварки, базирующиеся на законах термодинамики и теплопередачи [2]. Энергетический подход позволяет представить многодуговую сварку как сварку одного протяженного шва с несколькими термическими зонами.
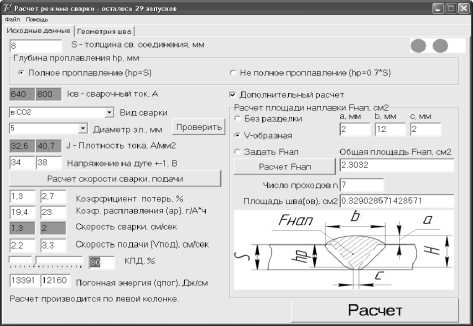
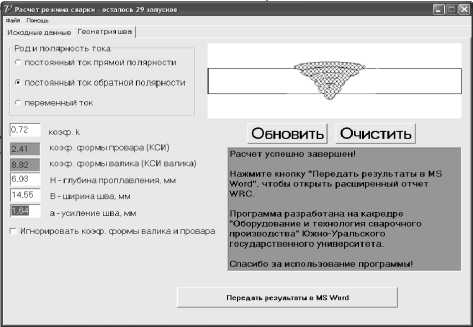
На кафедре создан алгоритм и автоматизированный программный комплекс для расчета режима дуговой сварки под флюсом для стыковых соединений (рис. 1), как с разделкой кромок, так и без нее, который позволяет проводить расчет режима как одно- [3], так и многодуговой сварки. Во время выполнения расчета автоматически анализируются получаемые данные с заложенными в программу диапазонами плотностей, коэффициентов формы валика и формы провара. Если полученные значения не удовлетворяют необходимым условиям формирования геометрии шва, скоростей охлаждения, активируется механизм подсказок, который уточняет причину несоответствия (рис. 2).
Ключевой особенностью программы является то, что она позволяет в автоматизированном режиме подобрать оптимальные значения параметров режима дуговой сварки, что значительно ускоряет разработку технологической инструкции и период пусконаладочных работ.
Уланов А.М., Иванов М.А.
Современный подход к разработке технологических параметров сварки в производстве труб большого диаметра
а)
б)
а)
Рис. 2. Внешний вид программы для расчета сварного соединения с разделкой кромок: закладки «Исходные данные» (а) и «Геометрия шва» (б)
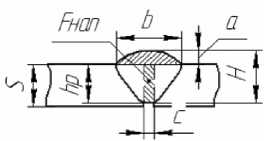
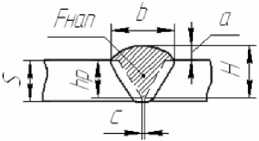
Рис. 1. Стыковое соединение для сварки под флюсом по ГОСТ 8713–79 без разделки кромок (а) и с разделкой кромок (б): a – высота шва, мм; b – ширина шва, мм; с – зазор, мм; S – толщина пластины, мм; Н – высота наплавленного металла, мм; hp – глубина проплавления, мм; F нап – площадь наплавленного металла, мм2
б)
После разработки технологической инструкции проводятся пусконаладочные работы. Они выявляют дефекты в сварных швах [4], для устранения которых необходима корректировка технологии сварки. Предотвращение преждевременного разрушения ТБД предусмотрено путем выполнения ряда технологических операций, таких как контроль остаточных сварочных напряжений и структуры сварного шва, неразрушающий контроль металла шва и околошов-ной зоны [5, 6].
Использование рекомендованных теоретически и уточненных экспериментом параметров технологии сварки необходимо внести в технологическую заводскую инструкцию.
Список литературы Современный подход к разработке технологических параметров сварки в производстве труб большого диаметра
- Ердаков, И.Н. Исследование процесса изготовления литой плиты методом планируемого эксперимента/И.Н. Ердаков, В.М. Ткачев//Вестник ЮУрГУ. Серия «Металлургия». -2010. -Вып. 15. -№ 34 (210). -С. 46-49.
- Попков А.М. Расчет параметров режима двухдуговой сварки угловых и стыковых швов/А.М. Попков//Сварочное производство. -1998. -№ 7. -С. 3-5.
- Свидетельство о государственной регистрации программы для ЭВМ 2011613354 Российская Федерация. Расчет режима дуговой сварки Welding Rate Calculation/М.А. Иванов, А.М. Уланов (RU); правообладатель Государственное образовательное учреждение высшего профессионального образования «Южно-Уральский государственный университет» (ГОУ ВПО «ЮУрГУ» (RU)) -№ 2011611511; заявл. 9.03.11; опубл. 28.04.11.
- Пашков Ю.И. Разработка классификатора дефектов для сварных труб/Ю.И. Пашков, B.А. Лупин, М.А. Иванов//Вестник ЮУрГУ. Серия «Металлургия». -2012. -Вып. 18. -№ 15 (274). -C. 37-40.
- Пашков Ю.И. Остаточные сварочные напряжения и пути снижении стресс-коррозионных разрушений магистральных газопроводов/Ю.И. Пашков, М.А. Иванов, Р.Г. Губайдулин//Вестник ЮУрГУ. Серия «Металлургия». -2012. -Вып. 18. -№ 15 (274). -С. 28-30.
- Лупин В.А. Проблемы лавинных разрушений газопроводов из сварных труб и способы их предотвращения/В.А. Лупин, Ю.И. Пашков, М.А. Иванов//Вестник ЮУрГУ. Серия «Металлургия». -2012. -Вып. 18. -№ 15 (274). -С. 26-27.
