Современный уровень исследований процесса прессования труб с применением дополнительного вращательного движения пресс-иглы

Автор: Космацкий Ярослав Игоревич, Фокин Николай Владимирович, Перевозчиков Данил Викторович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 3 т.15, 2015 года.
Бесплатный доступ
Обоснована задача исследования процесса прессования труб с применением дополнительного вращательного движения пресс-иглы. Показаны основные результаты проведенных ранее исследований в указанной области совершенствования трубопрессовых систем. Представлены технологические основы процесса прессования труб с винтообразным оребрением внутренней поверхности. Объясняется цель конструирования установки для прессования труб при одновременном вращении пресс-иглы. Также представлены основные зависимости для определения геометрических параметров профилировки пресс-игл с винтообразными нарезами, обеспечивающими изготовление труб с винтообразным оребрением внутренней поверхности. Приведено описание конструкции установки, принцип ее работы и технические характеристики. Определены перспективы использования спроектированной установки для исследования процесса прессования гладких труб, и труб с внутренним винтообразным оребрением, получаемых посредством вращения пресс-иглы.
Прессование, прессование с вращением пресс-иглы, прессование труб с внутренним оребрением, снижение усилия при прессовании, экспериментальная установка для прессования труб
Короткий адрес: https://sciup.org/147156950
IDR: 147156950 | УДК: 621.774.38
Current level of research of the process of extrusion of pipes with additional rotation of press needles
The article explains the problem of studying the process of extrusion of pipes with additional rotational motion of the press needle. Basic results of previous studies in this area of improvement of tube pressing systems are described. Technological bases of the pipe pressing process with helical fins on inner surface are presented. The purpose of the development of systems for the extrusion of pipes with rotation of press needle is explained. Principal relations for calculating the geometrical parameters of profiling of press needles with helical thread allowing to produce finned tubes with helical inner surface are presented. Design of the plant, its operation principle and specifications are described. The prospects of application of the plant for studying the pressing process of smooth pipes and pipes with internal helical fins obtained by rotating the press needle are determined.
Текст научной статьи Современный уровень исследований процесса прессования труб с применением дополнительного вращательного движения пресс-иглы
Лабораторией волочения и прессования ОАО «РосНИТИ» проводятся комплексные научноисследовательские работы, направленные на совершенствование как действующих трубопрессовых систем, так и проектирование новых технологий производства бесшовных труб и новых видов продукции для Российского рынка. В условиях современных международных экономических отношений, предполагающих схему импортозамеще-ния, при необходимости одновременного увеличения не только объемов производства, но и выпуска новых видов трубной продукции, требуется интенсификация исследований трубопрессовых систем по следующим направлениям. Во-первых, к перспективным направлениям исследований относятся работы [1–4] в области снижения пикового усилия при прессовании труб, что особенно важно при их изготовлении из труднодеформируемых сплавов. Во-вторых, разработка новых теоретических и технологических основ процесса прессования с принудительным вращательным движением пресс-иглы, обеспечивающего снижение усилия прессования [5, 6] и при определенной конфигурации прессового инструмента в совокупности с кинематическими характеристиками процесса, изготовление горячепрессованных труб с винтообразным оребрением внутренней поверхности.
Коллективом авторов была предложена оригинальная методика расчета геометрических параметров пресс-иглы [7], согласно которой, исполь- зование пресс-иглы с формой нарезов, представленной на рис. 1, обеспечивает стабильное истечение металла и выполнение внутреннего профиля трубы.
Так, с целью обеспечения стабильности процесса и сохранения качества внутренней поверхности изделия, предлагается выполнять на пресс-игле два участка нарезов с соответствующим шагом. При этом длина первого участка пресс-иглы L 1
соответствует коническому участку матрицы, второго L 2 – калибрующему и, соответственно, готовым нарезам на внутренней поверхности трубы.
Шаг винтового оребрения SКОН на участке пресс-иглы, соответствующем коническому участку матрицы в любом ее сечении, определяется по зависимости
5 ( z ) =
-
5 ( D T2 - d И )
k 2 z 2 — 2 D bm kz + D B м — d И
где S – шаг оребрения на трубе; DT – диаметр трубы, DBМ – диаметр воронки матрицы; dИ – диаметр пресс-иглы; z – координата сечения вдоль оси пресс-иглы; k – коэффициент вычисляемый по формуле
D КОНМ D Ц.М L
где L – длина проекции на ось пресс-иглы конического участка матрицы.
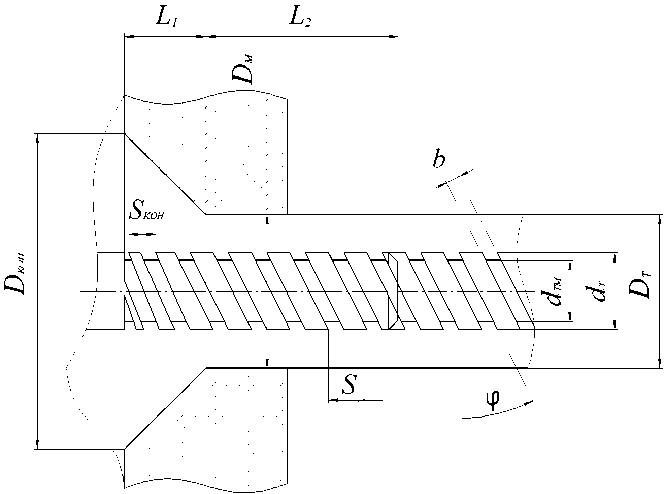
Рис. 1. Геометрические параметры системы «пресс-игла – труба с внутренними винтовыми нарезами»
Площадь поперечного сечения нарезов изменяется по зависимости
^ НАР ( z ) =
п k 2 z 2
п D bm kz . п ( D BM d И ) 2 4
b 1
b o ■ V 5 2 +п 2 d И
S ’
к
x
A hb i
b 1 3 12 d И
п (D2 - d2 ) + Ahb, —bL 4( T И) 1 12 d,
где A h - глубина нареза на пресс-игле, или высота оребрения; b 1 – вычисляется по формуле
где b 0 – ширина оребрения.
С целью удобства выполнения оперативных расчетов формы и размеров оребрения разработан автоматизированный программный комплекс [8] (рис. 2), в алгоритм которого заложена разработанная методика [6].
Оценки эффективности предложенной методики [6], проводилась при выполнении компьютерно-
го моделирования исследуемого процесса с использованием программного продукта QForm 2D/3D.
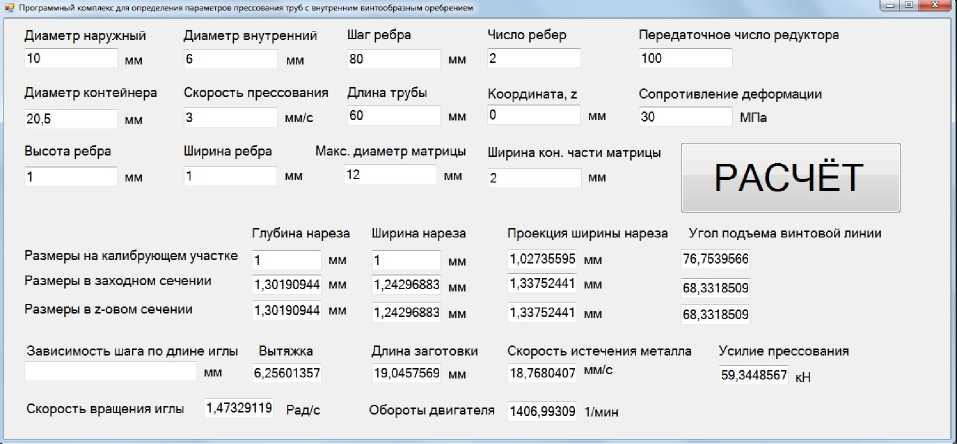
Рис. 2. Интерфейс программного комплекса для определения параметров прессования труб с внутренним винтообразным оребрением
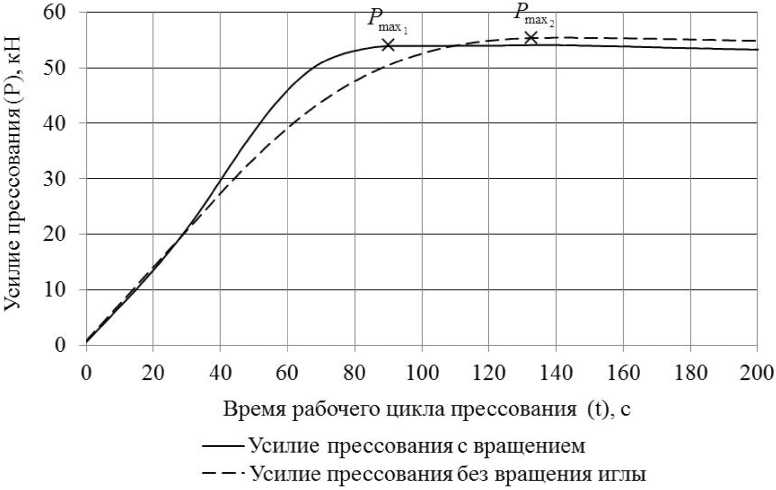
Рис. 3. Зависимости средних значений усилия прессования от длительности рабочего цикла:
P max1 = 54,1 кН ;
P max2 = 55,4кН
В соответствии с представленным на рис. 3, графическими зависимостями изменения усилия прессования при изготовлении труб из свинца марки С1 размером 10×2,0 мм, с внутренним винтообразным оребрением с шагом 80 мм, высотой и шириной ребра, соответственно, 1,0 и 1,0 мм и аналогичных труб без оребрения, отмечается понижение на ~ 2,5 % максимального усилия прессования труб, изготавливаемых с дополнительной операцией – вращением пресс-иглы.
С целью получения новых эмпирических закономерностей энергосиловых параметров исследуемого процесса в зависимости от изменения скоростных режимов прессования, а также геометрических параметров инструмента, требуется дальнейшее проведение экспериментального исследования.
Так для проведения физического моделирования исследуемого процесса лабораторией волочения и прессования труб совместно с конструкторским бюро ОАО «РосНИТИ» была спроектирована экспериментальная установка, основные технические характеристики которой представлены в таблице, а эскиз изображен на рис. 4.
Заготовка с предварительно выполненным осевым отверстием, размещается в полости гайки 10 и направляющей опоры 2. Полость гайки 10 и направляющей опоры обеспечивают конструктивное исполнение пресс-контейнера. На гайке 10 и мат-рицедержателе 8 выполнена резьба, с помощью которой обеспечивается соосное направлению прессования фиксирование матрицы 9. Конечный участок пресс-иглы 12, вводится в осевое отверстие заготовки, которая размещается на торцевой поверхности пуансона 4. Пуансон 4 в течение рабочего цикла прессования, под воздействием усилия, создаваемого движением траверсы 11, выдавливает заготовку через осевое отверстие, образованное матрицей 9 и пресс-иглой 12. Одновременно с поступательным движением траверсы 11, пресс-игла 12 совершает вращательное движение, сообщаемое через шпоночное соединение от мотор-редуктора 25 «UMI 50 1/100 PAM(0.18/1400) 63B14».
Регулирование частоты вращения выходного вала мотор-редуктора 25, осуществляется при использовании частотного преобразователя. Причем, в пуансоне 4 выполнено сквозное осевое отверстие, функционально обеспечивающее размещения пресс-иглы 12, которая опирается на две капроло-новых втулки, установленных в пуансоне с натягом и являющихся подшипниками скольжения для пресс-иглы 12. Осевое регулирование положения пресс-иглы осуществляется с помощью комплекта прокладок 13, устанавливаемых на валу мотор-редуктора.
Мотор-редуктор 25 при помощи болтового соединения фиксируется на нижней опоре 3, которая в свою очередь крепится к направляющей опоре 2. В свою очередь направляющая опора крепится к верхней опоре 1. Верхняя опора 1 фиксируется к траверсе пресса. Проведение экспериментального исследования процесса прессования труб с использованием дополнительного вращательного движения пресс-иглы планируется реализовывать в лабораторных условиях испытательного комплекса ОАО «РосНИТИ» на сервогидравлической машине статических и динамических испытаний Shimadzu Servopulser максимальным усилием 196 кН.
Технические характеристики экспериментальной установки для прессования труб с одновременным вращательным движением пресс-иглы
|
Максимальное усилие прессования, кН |
196 |
|
Максимальный крутящий момент пресс-иглы, Н∙м |
52 |
|
Скорость вращения пресс-иглы, мин–1 |
~ до 14 |
|
Скорость вращения электродвигателя, мин–1 |
1400 |
|
Передаточное число редуктора |
100 |
|
Мощность электродвигателя, кВт |
0,18 |
|
Напряжение, В |
220 |
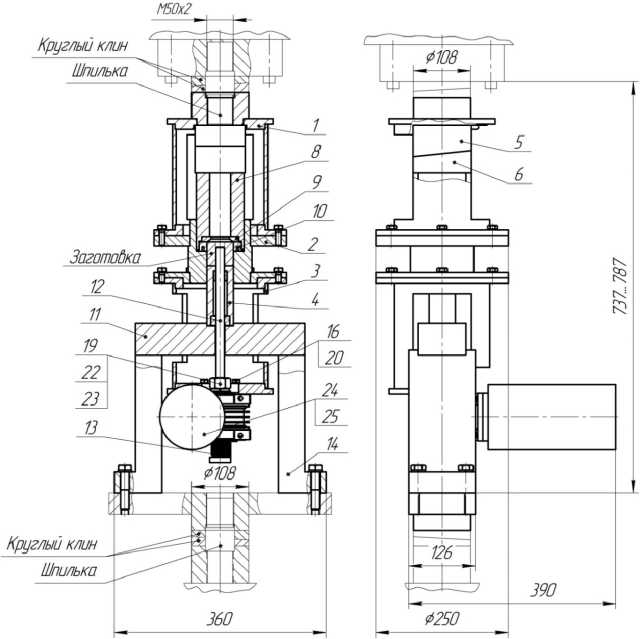
Рис. 4. Экспериментальная установка для прессования труб с вращательным движением пресс-иглы
Истечение трубы происходит в направлении полости матрицедержателя 1. Верхним торцом матрицедержатель 1 фиксируется к клиньям, что обеспечивает его оперативное извлечение и замену, а соответственно и размещение новой заготовки без демонтажа ряда деталей, значительно сокращая при этом рабочее время научного и технического персонала.
Траверса приводится в движение от шплинто-на пресса, через стойки 14. Стойки 14, траверса и пуансон 4, выполняют функцию «полого пуансона» внутри которого размещен привод вращения пресс-иглы 12.
С использованием представленной установки планируется проведение экспериментального исследования процесса прессования гладких труб размером 10×2,0 мм из заготовок свинца марки С1 с применением одновременного вращательного движения пресс-иглы. Изменяемыми параметрами будут являться: скорость прессования, скорость вращения и шероховатость рабочей поверхности пресс-игл. При этом, исследуемыми параметрами выступают момент вращения пресс-иглы и усилие прессования.
Вместе с этим, предусматривается проведение физического моделирования процесса прессования труб с винтообразным оребрением внутренней поверхности, при варьировании значений скорости прессования и вращения пресс-иглы.
Список литературы Современный уровень исследований процесса прессования труб с применением дополнительного вращательного движения пресс-иглы
- Космацкий, Я.И. Экспериментальное исследование процесса инерционного прессования труб/Я.И. Космацкий, Н.В. Фокин//Вестник ЮУрГУ. Серия «Металлургия». -2014. -Т. 14, № 2. -С. 73-77.
- Моделирование процесса прессования труб с использованием устройства инерционной выпрессовки пресс-остатка/Я.И. Космацкий, А.В. Выдрин, Б.В. Баричко и др.//Сталь. -2014. -Вып. 11. -С. 46-49.
- Пат. 2535831 Российская Федерация, МПК7 В21В 17/00, В21С 23/08, В21В 25/02. Способ прессования полых профилей и устройство для его осуществления/Я.И. Космацкий, А.В. Выдрин, Б.В. Баричко, Н.В. Фокин, В.Б. Восходов (РФ). -№ 2013133135/02; заявл. 16.07.2013; опубл. 20.12.2014, Бюл. № 35. -8 с.
- Устройство для получения полых профилей: пат. на полезную модель 144990 Рос. Федерация, МПК7 B 22 D 17/00/Я.И. Космацкий, М.А. Тихонова, Н.В. Фокин, Е.В. Храмков (РФ). -№ 2014118689/02; заявл. 07.05.14; опубл. 10.09.14, Бюл. № 25. -2 с.
- Зибель, Э. Обработка металлов в пластическом состоянии: пер. с нем. -М.; Л.; Свердловск: ОНТИ, 1934. -47 с.
- Бережной, В.Л. Прессование с активным действием сил трения/В.Л. Бережной, В.Н. Щерба, А.И. Батурин. -М.: Металлургия, 1988. -296 с.
- Космацкий, Я.И. Определение геометрических параметров профилировки инструмента при изготовлении труб с внутренними винтовыми нарезами прессованием/Я.И. Космацкий, Д.В. Перевозчиков//Вестник ЮУрГУ. Серия «Металлургия». -2014. -Т. 14, № 1. -С. 80-83.
- Свидетельство о государственной регистрации программ для ЭВМ № 2014616235. Программный комплекс для определения параметров прессования труб с внутренним винтообразным оребрением/Я.И. Космацкий, Д.В. Перевозчиков. -№ 2014613894; заявл. 29.04.2014; опубл. 20.07.2014. -1 с.
