Создание имплантатов с ячеистой структурой методом селективного лазерного спекания

Автор: Килина Полина Николаевна, Морозов Евгений Александрович, Ханов Алмаз Муллаянович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Актуальные проблемы машиностроения
Статья в выпуске: 2-4 т.17, 2015 года.
Бесплатный доступ
С помощью CAD-системы Delcam PowerShape создана 3D модель челюстного имплантата со структурой ячеек Вигнера-Зейтца, размером 2 мм с толщиной перемычек 0,05 мм. Титановые образцы были получены на установке для селективного лазерного спекания Realizer SLM 50. В процессе применялся волоконный лазер с длиной волны 680 нм, мощностью 250 Вт. В эксперименте в качестве исходного материала использовался титановый порошок сферической формы со средним размером частиц 30 мкм. Значение шага рассечения слоя при спекании 0,1 мм позволяет сохранить целостную структуру ячеек без истончения перемычек. Исследовано 3 режима лазерного излучения 1000, 1400 и 1700 мА. Представлены результаты применения технологии послойного лазерного спекания для получения имплантатов, состоящих из ячеистых структур Вигнера-Зейтца.
3d-модель, селективное лазерное спекание, ячейка вигнера-зейтца, ячеистые имплантаты, металлические порошки
Короткий адрес: https://sciup.org/148203662
IDR: 148203662 | УДК: 621.373.826
Cellular structure implants creation by selective laser sintering
With the help of CAD - system Delcam PowerShape create a 3D model of the Wigner-Seitz structure maxillary implant with size 2 mm and web thickness 0.05 mm. The titanium samples were obtained using selective laser sintering mounting Realizer SLM 50. In the process applied the fiber laser with wavelength of 680 nm, a power of 250 watts. As the initial material in the experiment was used spherical shape titanium powder with an average particle size of 30 microns. Step value dissection layer during sintering 0.1 mm preserves the integrity of cell structure without thinning jumpers. 3 modes of the laser radiation 1000, 1400 and 1700 mA are investigated. The results of application layering laser sintering technology to produce Wigner-Seitz cellular structures implants are presented.
Текст научной статьи Создание имплантатов с ячеистой структурой методом селективного лазерного спекания
Высокопористые ячеистые материалы (ВПЯМ) находят широкое применение в нефте-и газохимии в качестве фильтрующих элементов и катализаторов. Представляет интерес использование ВПЯМ в медицине в качестве имплантатов для челюстно-лицевой хирургии, индивидуальных медицинских протезов [1-3]. Ячеистые материалы характеризуется развитой пространственной геометрией, наличием большого количества каналов и пор. Свойства ВПЯМ зависят как от исходных компонентов и геометрического строения макроструктуры, так и от технологии получения. Традиционные методы [3] не позволяют создавать равномерную и регулируемую структуру материалов, кроме того, могут возникать скрытые дефекты, приводящие к ухудшению их свойств.
Технология послойного лазерного спекания позволяет получать изделия с регулируемой однородной макроструктурой, улучшенными механическими характеристиками [4]. Требуемая каркасная макроструктура образца задается с помощью 3D-моделирования в различных системах автоматизированного проектирования, что облегчает внесение изменений в конструкцию или разработку ряда типоразмеров, таким образом, технологический процесс обработки остается неизменным.
Сущность процесса заключается в том, что порошковый материал, распределенный по специальной подложке, подвергается лазерному излучению. Движение луча лазера послойно повторяет геометрию детали, созданную с помощью различных CAD-систем. В результате частицы сплавляются, подложка опускается на один уровень вниз и процесс повторяется. Изделие формируется в объеме порошка, образуется сплавленная каркасная макроструктура, свойства которой зависят от параметров лазерного излучения, процесс происходит в защитной атмосфере [5].
Цель работы: использование метода селективного лазерного спекания для создания высокопористых каркасных титановых имплантатов для замещения костных дефектов, состоящих из ячеек правильной геометрической формы.
Задачи экспериментального исследования включали:
-
- разработку компьютерной 3D-модели пористых материалов с ячеистой структурой Вигнера-Зейтца;
-
- подбор режимов лазерного спекания и изготовление титановых имплантатов для замещения дефектов кости.
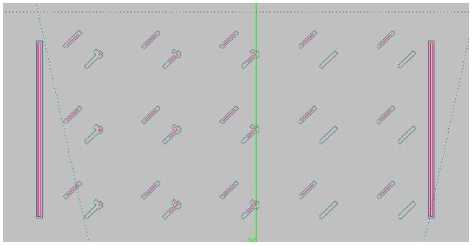
Основой для имплантатов является каркасная структура, поры которой представляют собой область пространства с центром в некоторой точке решетки Браве, которая лежит ближе к этой точке решетки, чем к какой-либо другой точке. Область наименьшего объема, ограниченная плоскостями, является ячейкой Вигнера-Зейтца [6]. Размер ячеек составлял 2 мм, толщина перемычки 0,05 мм (рис. 1). С помощью программного комплекса Delcam PowerShape была подготовлена 3D-модель образца. Модель импланта представляла собой набор элементарных ячеек Вигнера-Зейтца, сформированных в массив размером 6×10×8 мм – каркасная конструкция с элементами крепления (рис. 2). 3D-модель образца рассекалась на слои в программном пакете Magics с отступами 0,05; 0,1; 0,15; 0,2 мм (рис. 3, а-г).
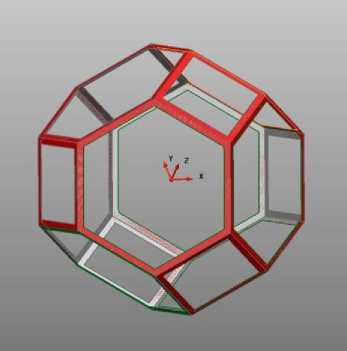
Рис. 1. Элементарная ячейка Вигнера-Зейтца размером 2 мм
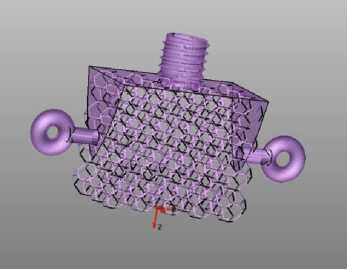
Рис. 2. 3D-модель челюстного имплантата размером 6×10×8 мм
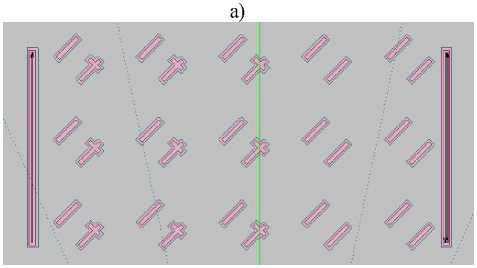
Отступ от контура – это расстояние между реальным контуром образца и контуром, по которому его обходит лазерный луч. Отступ определяет зону формирования каждого слоя, тем самым задает толщину листовых тел. При отступе от контура 0,05 мм и меньше происходит уменьшения толщины стенок, что может привести к недостаточной прочности образца. Если значение шага рассечения слоя больше 0,2 мм, то происходит искажение структуры ячеек. При отступах в пределах от 0,15 и 0,2 мм осуществляется полное заполнение контура перемычек ячеек Вигнера-Зейтца, что увеличивает время выращивания образцов. Для уменьшения времени изготовления изделий при сохранении целостной структуры ячеек из возможных значений шага рассечения слоя был выбран отступ 0,1 мм.
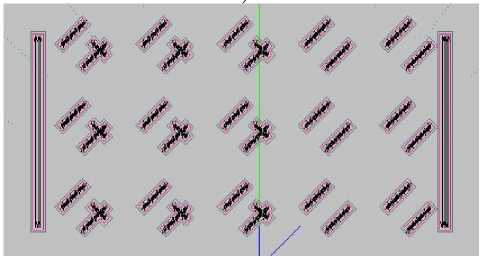
в)
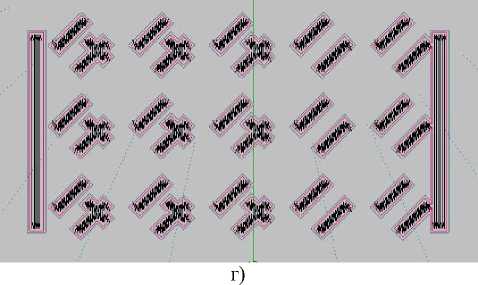
Рис. 3. Рассечение слоев модели плоскостью с различными отступами:
а) 0,05 мм (контур без заполнения); б) 0,1 мм (контур без заполнения); в) 0,15 мм (контур с заполнением); г) 0,2 мм (контур с заполнением)
Для изготовления имплантатов используются различные биосовместимые материалы (титан и сплавы на его основе, циркониевая керамика, полимерные материалы и другие) [7, 8]. В эксперименте в качестве исходного материала использовался титановый порошок сферической формы с фракцией в пределах 10-30 мкм. Выращивание образцов проводилось на установке для селективного лазерного спекания Realizer SLM 50 с размером рабочей области Ø70×35 мм. В качестве защитной атмосферы рабочей зоны использовался аргон, мощность лазера составила 250 Вт, длина волны 680 нм. Спекание осуществлялось на титановой подложке при интенсивностях лазерного излучения 1000, 1400 и 1700 мА. Скорость сканирования лазерного луча составляла 500 мм/c, толщина обрабатываемого слоя – 30 мкм, время выдержки – 60 мкс. Бездефектное формирование титанового имплантата наблюдалось при интенсивности лазерного излучения I=1700 мА. В результате получен образец с каркасной структурой, состоящей из ячеек Вигнера-Зейтца (рис. 4).
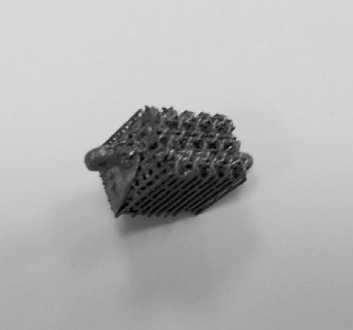
Рис. 4. Ячеистый челюстной имплантат размером 6×10×8 мм
Установлено, что силы тока I=1000 и 1400 мА оказалось недостаточно для обеспечения стабильности процесса послойного сплавления частиц титана и сохранения заданной структуры. Выявлено, что выбранное значение отступа от контура 0,1 мм позволяет сохранить целостную структуру ячеек без искажений.
Выводы: получение каркасных имплантатов, состоящих из ячеистых структур Вигнера-Зейтца, требуемых размеров, методом селективного лазерного спекания может быть перспективным направлением в реконструктивновосстановительной хирургии.
Исследования выполнены при финансовой поддержке Министерства образования и науки Российской Федерации по государственному заданию (базовая часть) №2014/152, НИР № 1460
Список литературы Создание имплантатов с ячеистой структурой методом селективного лазерного спекания
- Syam, W.P. Rapid prototyping and rapid manufacturing in medicine and dentistry/W.P. Syam, M.A. Mannan, A.M. Al-Ahmari//Virtual and Physical Prototyping. 2011. Vol., 6. №2. P. 79-109.
- Mullen, L. Selective laser melting: a unit cell approach for the manufacture of porous, titanium, bone in-growth constructs, suitable for orthopedic applications. II. randomized structures/L. Mullen et al.//Journal of Biomedical Materials Research -Part B Applied Biomaterials. 2010. Vol. 92, №1. P. 178-188.
- Анциферов, В.Н. Высокопористые ячеистые материалы/В.Н. Анциферов, С.Е. Порозова. -Пермь: изд-во Перм. гос. техн. ун-та, 1996. 207 с.
- Kumar, S. Composites by rapid prototyping technology/S. Kumar, J.P. Kruth//Materials & Design. 2010. Vol. 31, № 2. P. 850-856.
- Gibson, D. Additive Manufacturing Technologies: rapid prototyping to direct digital manufacturing/D. Gibson, W. Rosen, B. Stucker//NewYork: Springer. 2010. Ch. 9. P. 237-258
- Ашкрофт, Н. Физика твердого тела. Т. 1/Н. Ашкрофт, Н. Мермин. -М.: Мир, 1979. 399 с.
- Тверской, М.М. Компьютерная технология изготовления имплантатов методом послойного лазерного спекания/М.М. Тверской и др.//Вестник ЮУрГУ. 2012. № 23(16). С. 64-69
- Хенч, Л. Биоматериалы, искусственные органы и инжиниринг тканей/Л. Хенч, Д. Джонс. -М.: Техносфера, 2007. 304 с.
