Способ формообразования тонкостенных осесимметричных деталей усеченной сужающейся формы на основе процесса отбортовки

Автор: Демьяненко Елена Геннадьевна
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 4-1 т.15, 2013 года.
Бесплатный доступ
Предложен способ, основанный на процессе отбортовки, реализуемый устройством с раздвижными секторами, эластичным элементом.
Способ, устройство, отбортовка, заготовка, толщина, тонкостенная, эластичный элемент
Короткий адрес: https://sciup.org/148202235
IDR: 148202235 | УДК: 621.4
The method of forming of thin-walled axisymmetric parts with truncated tapered shape on the basis of flanging process
It is suggested the method, which is based on flanging process and is implemented in the device with sliding sectors, rubber pad.
Текст научной статьи Способ формообразования тонкостенных осесимметричных деталей усеченной сужающейся формы на основе процесса отбортовки
1 – плита верхняя; 2 – раздвижные сектора; 3 – эластичный элемент; 4– заготовка; 5 – конус; 6– опорное кольцо; 7– плита нижняя; 8 – матрица; 9 – деталь
PdP + Tp - Тв (1 + f • ctg«Mamp ) = 0 , (1)
где T p - напряжения в меридиональном направлении;
Тв - напряжения в тангенциальном направлении;
f – контактное трение заготовки, коэффи- циент трения;
^ матр - угол конусности матрицы.
Используем условие пластичности для трансверсальной анизотропии:
тв = kTS = TS , (2)
где T S - напряжение текучести;
к - коэффициент, равный к = 21. 1 —— д [2];
Д - коэффициент анизотропии трансверсально-изотропного тела.
Решение (1) и (2) имеет вид:
О р — O S ( 1 + f ' ctg « Mamp ) f 1 - — 1 , (3)
V р 7
где rдет – меньший радиус конической детали; р - текущий радиус детали.
При р = г дет ; Ур =0. Анализ выражения (3) показывает, что напряжения Ур растет с увеличением р . Этому должно способствовать утонению заготовки для элементов, примыкающих к больше диаметру и уменьшению размера внутреннего диаметра кольцевого выступа.
Технологически возможную толщину получим из уравнения связи напряжений и деформаций:
ТТ = 5 заг
1 -( 1 - д ) '
О р ! °в + 1
Р^ - 1
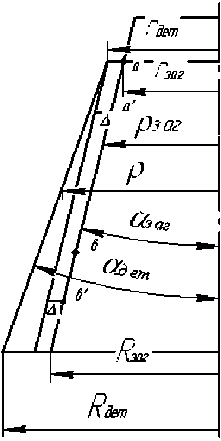
Рис. 2. Схема процесса
1 - Д'^ р / ° 9 V р
. (4)
Чтобы значения SТ имели постоянное значение необходимо выполнить условие минимизации [3]:
где А —---. Таким образом, ---= — с +1, rdem 1-А
отсюда:
R дет
А.
дет
- S T ) 2 d р ^ min ,
с —
1 -А
- l
.
Подставим (9) в (6) и получим:
где S д ет – заданная толщина детали;
SТ – технологически возможная толщина, которая получается после формообразования заготовки;
r д ет – меньший радиус детали;
р
—= +
1 -А
l ( р - 1 ) .
Зная l и с можно найти наименьший и наибольший радиусы заготовки, используя (10):
R
дет
R дет
r дет
больший относительный
р
заг
р
радиус детали.
Варьируемыми параметрами возьмем радиус заготовки р заг , который примем в виде линейной зависимости:
, '+ 1 р - 1 )
1 -А
р
— с + 1 р . (6)
р заг
Из двух неизвестных коэффициентов, с определим из условия, что при р — г дет (см. рис. 2):
р заг — r dem -А • (7)
r д ет – меньший радиус детали; R д ет – больший радиус детали; р - текущий радиус детали; р заг — радиус заготовки; гзаг - меньший радиус заготовки; R3ar - больший радиус заготовки; А -горизонтальное перемещение элементов заготовки при деформировании на 1 стадии, принятое для всех элементов одинаковым; М заг - угол конусности заготовки; О дет - угол конусности детали
В относительных единицах при р =1:
р заг — 1 -А . (8)
Коэффициент l позволяет определить радиус наибольший заготовки, который дает возможность получить деталь с минимальной разнотол-щинностью.
Выражение (5) примет вид с учетом безраз-
= мерных величин 5 дет
Rдет
S дет
Sзаг
,
г. - дет
— r дет
, дет
r дет
R dem I
J 3 S дет
1 I
Rдет , т.е. от 1 до R дет :
—
. . У / у + 1
1 - ( 1 - д )— —1-1= + 1 ( р - 1 ) - 1
_ 1- Д ' О-р / 09 1 1 -А .
■ dр ^ min .
Минимизацию выражения (5) проведем путем варьирования коэффициента l :
д дl
Rдет j j 5 дет -1-(1 - Р) b + +(1-д)Ь| (р-1Н (р —1)dр — 0 .(12)
1 I ( 1 -А ) J
где
b — b 1 + b 2
b1 =1 при р =1;
^PI^e =0;(14)
(1 + f ■ ctgttMamp 11 - =^j + 1 __ b2 =--------------V <дет ^ ^ при P = RДет, (15)
1 - А (1 + f " с^«матр 1 1 - =
\ R Дет V
P р
, заг – соответственно от- р , заг rдет дет носительные радиусы детали и заготовки.
Или
S Дет - 1 - b ( 1 - ц ) +“Т--
( 1 -a )
x

отсюда
1 + (1 - Ц )b - S Дет - ---Hv b i=з—r ; ^ . (16)
2 ( R Дет - 1 ) (1 - Ц)Ь
Чтобы вычислить l следует найти соотношение между a И S Дет ; при P = ГДет или р =1. Из (4) имеем, приравняв SДет = S T и приняв соотношения:
Г - Г = А или 1 — Г заг = А или.
Дет заг заг Г заг — 1 А
Тогда
S Дет - 1 =- ( 1 - Ц ) ( - " заг ' =- ( 1 - ц )^= ,
Г заг1
Отсюда А = —^^^Ает--.(17)
2 - S Дет - Ц
Для наглядности проанализируем аналитические закономерности с помощью построенных графиков (рис. 3 – 12).
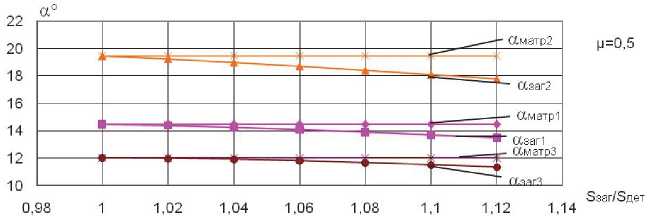
Рис. 3. Зависимость отношения S I S Дет от угла конусности заготовки И заг при ц = 0,5 ; f = 0,1 и различных значениях угла конусности матрицы:
0 00
^ матр 1 , ; ^ матр 2 , ; ^ матр 3
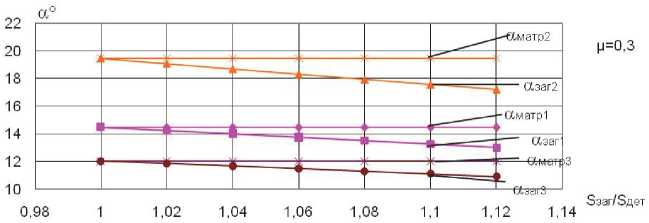
Рис. 4. Зависимость отношения Sзаг I S д ет от угла конусности заготовки « заг при ц = 0,3 ; f = 0,1 и различных значениях угла конусности матрицы: И матр 1 = 14,5 0 ; И матр 2 = 19,5 0 ;
^ матр 3 = 12
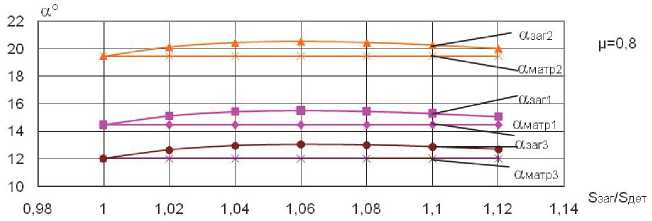
Рис. 5. Зависимость отношения Sзаг I S д ет от угла конусности заготовки И заг при ц = 0,8 ; f = 0,1 и различных значениях угла конусности матрицы: И матр 1 = 14,5 ; И матр 2 = 19,5 ; И матр 3 = 12
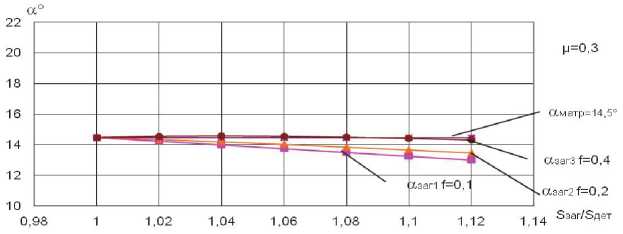
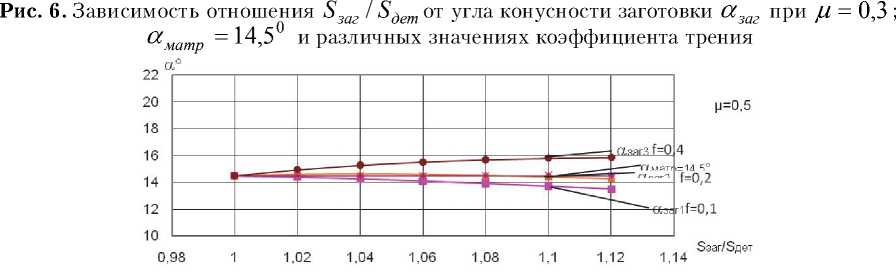
Рис. 7. Зависимость отношения 5* заг / S g em от угла конусности заготовки « заг при Ц = 0,5 ; « матр = 14,5 0 и различных значениях коэффициента трения
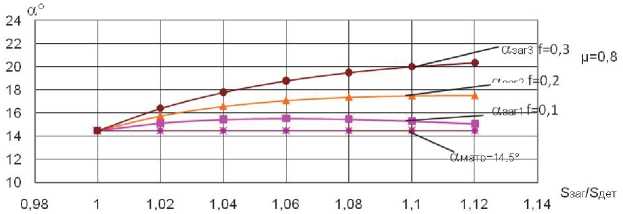
Рис. 8. Зависимость отношения S / 5 д ет от угла конусности заготовки « заг при Ц = 0,8 ; « матр = 14,5 и различных значениях коэффициента трения
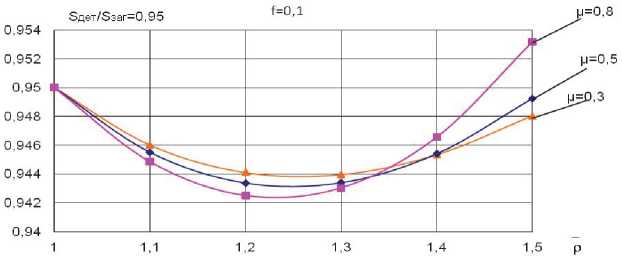
Рис. 9. Зависимость отношения S t / S заг по заданному соотношению S дет / S заг = 0,95 ; f = 0,1 ; « матр = 14,5 0 ; R дет = 1,5 и различных значениях коэффициента анизотропии
Ц = 0,3 ; Ц = 0,5 ; Ц = 0,8
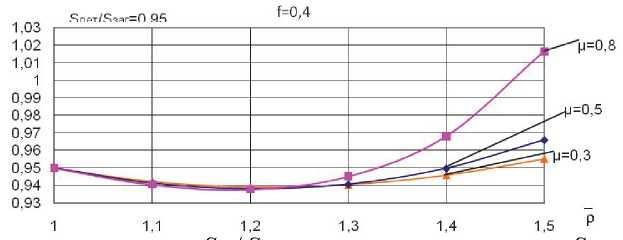
f=0,4
Дп^т/ДчЯГ^П QS
0,99 0,98 0,97 0.96 0.95 0.94 0.93
1.03
1,02
1,01
Рис. 10. Зависимость отношения S t / Sзаг по заданному соотношению S дет / Sзаг = 0,95 ; f = 0,4 ; R Дет = 1,5 ; « матр = 14, 5 0 и различных значениях коэффициента анизотропии ет , матр Ц= 0,3 ; Ц= 0,5 ; Ц= 0,8
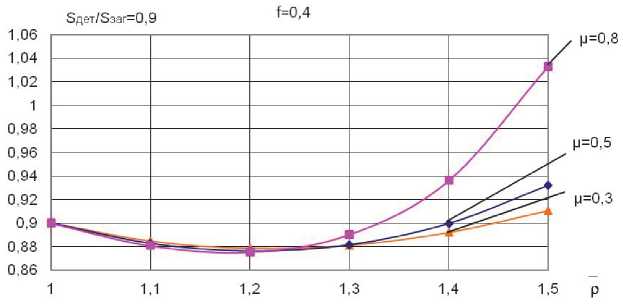
Рис. 11. Зависимость отношения ST / S заг по заданному соотношению S дет / S заг = 0,9 ; f = 0,4 ; R дет = 1,5 ; И матр = 14,5 0 и различных значениях коэффициента анизотропии Ц = 0,3 ;
Ц = 0,5 ; Ц = 0,8
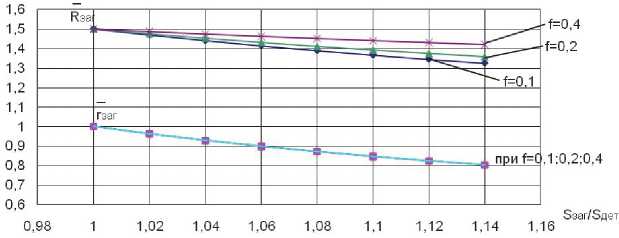
Рис. 12. Зависимо с ть отношения большого и малого относительного радиуса заготовки от S заг / S Дет при R Дет = 1,5 ; И матр = ^ и
Задаваясь соотношением S д ет / Sзаг и раз личными значениями коэффициента анизотро
-
-
пии, коэффициента трения, используя формулы (13, 14, 15, 16, 9, 11, 4) построим зависимость отношения SТ / Sзаг .
По проведенной работе можно сделать выводы: . При уменьшении коэффициента анизотропии Ц сокращается разница между углами И матр
различных значениях коэффициента трения от заданной толщины при малых Ц составляет 1%.
. При значительных значениях коэффициента
и И заг , что особенно сильно сказывается при малых значениях угла конусности матрицы И матр .
. С возрастанием коэффициента трения раз
-
ница между значениями больших радиусов R д ет и Rзаг уменьшается и с возрастанием значений коэффициента анизотропии Ц эта разница прак-
анизотропии, близких к единице, угол конусности заготовки может быть больше угла конусности детали.
Таким образом, с точки зрения получения наименьшей разнотолщинности детали способ эффективен для случая, когда имеет место наименьших значений коэффициента анизотропии Ц и коэффициента трения f .
Работа проводилась при финансовой поддержке Министерства образования и науки Российской Федерации.
Список литературы Способ формообразования тонкостенных осесимметричных деталей усеченной сужающейся формы на основе процесса отбортовки
- Сторожев, М.В. Теория обработки металлов давлением [Текст]/М.В. Сторожев, Е.А. Попов. -М.: Машиностроение, 1971. -424 с.
- Гречников, Ф.В. Деформирование анизотропных материалов [Текст]/Ф.В. Гречников. -М.: Машиностроение, 1998. -448 с.
- Попов, И.П. Направленное изменение толщины листовой заготовки в процессах пластического деформирования [Текст]: учебное пособие/И.П. Попов. -Самара: Самар. гос. аэрокосм. ун-т., 2006. -74с.
