Способ модификации физико-механических материалов и веществ

Автор: Ивахник Владимир Георгиевич
Журнал: Горные науки и технологии @gornye-nauki-tekhnologii
Статья в выпуске: 8, 2013 года.
Бесплатный доступ
В статье дается описание способа импульсного электромагнитного воздействия, обеспечивающего модификацию физико-механических свойств материалов и веществ, используемых как в горнодобывающей сфере, так и в других отраслях промышленности. Приводятся результаты масштабного использования магнитно-импульсной обработки (МИО) и исследования влияния МИО на структурные изменения различных материалов и веществ.
Импульсное электромагнитное воздействие, модификация, физикомеханические свойства, рентгеноструктурный анализ, микротвердость
Короткий адрес: https://sciup.org/140215798
IDR: 140215798 | УДК: 622.23.05:54.03
Текст научной статьи Способ модификации физико-механических материалов и веществ
В инновационных разработках, ориентированных на создание приоритетных технологий и конструкций с улучшенными эксплуатационными свойствами, нашли применение электромагнитные воздействия в импульсных режимах, обеспечивающие модификацию физико-механических свойств материалов и веществ [1].
Из большого количества публикаций по проблематике МИО возможно привести следующие работы: в [2,3] апробированы результаты влияния МИО на материалы, используемых в горной промышленности материалов, используемых в горной промышленности. В работе [4] обосновывается целесообразность расширения областей применения МИО, повышающих эксплуатационные свойства материалов и веществ. В работе [5] приведены методологические и практические аспекты применения импульсных электромагнитных технологий, обеспечивающих модификации физико-механических свойств материалов и веществ.
В общем случае способ импульсного электромагнитного воздействия, так называемый - способ магнитно-импульсной обработки (МИО) можно представить в следующем системном подходе (рис. 1):
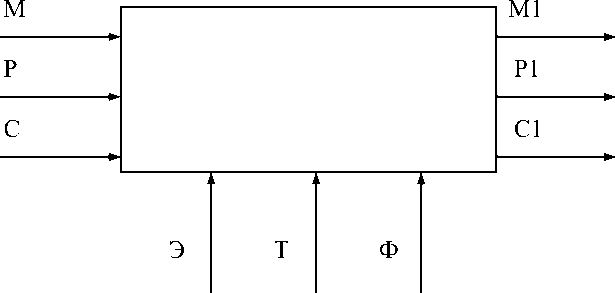
Рис. 1. входные параметры - материальный объект (М), его размеры (Р) и свойства (С); влияющие факторы - энергия воздействия (Э), продолжительность (Т) и форма импульса (Ф).
В процессе осуществления МИО различных объектов их размещают внутри кольцевого индуктора (соленоида). С генератора импульсных напряжений (ГИН) через выводы коммутации на соленоид периодически подается напряжение заданного импульса и формы. В результате генерации электромагнитных импульсов в ГИН с регулируемой частотой и амплитудой возникает переменное электромагнитное поле, формируемое необходимую микроструктуру объекта.
Проведенные на кафедре ГМО исследования повышения эффективности некоторых традиционных методов упрочнения и защиты поверхностей деталей машин при дополнительном применении МИО показали значительное увеличение их результативности [2].
Опыт масштабного использовании МИО позволяет привести некоторые результаты исследований влияния МИО на структурные изменения материалов и веществ в следующих областях применения МИО:
•Для обработки металлов с целью преобразования их микроструктуры и изменения физико-механических свойств, обеспечивающих значительно улучшать потребительские характеристики изделий за счет направленного изменения прочностных свойств, как на их поверхности, так и по всему объему.
•Для обработки предельных и непредельных углеводородов , в том числе горюче-смазочных материалов, с целью увеличения теплотворной способности топлива и увеличения срока службы масел (моторных, трансмиссионных и т.д.).
•Для обработки технического углерода с целью изменения его свойств, в замену способа ионизирующего радиационного воздействия, являющегося непроизводительным, небезопасным в радиационном плане и не обеспечивающего в достаточной мере улучшение эксплуатационных свойств резинотехнических изделий, в основе которых находится технический углерод.
Детальная информация существа приведенных областей МИО.
Обработка металлов. Технология МИО металла заключается в воздействии на него высокоэнергетическими полями, как одиночными, так и многоразовыми импульсами с различной интенсивностью напряженности и формы импульса. Такое воздействие увеличивает темпы релаксации и структурной перестройки обрабатываемого материала. При МИО для каждого определенного состояния металла существуют режимы, при которых происходит объемное сжатие, вызывающее закрытие ряда дефектов по всему объему изделия. Напряженность и количество импульсов электромагнитного воздействия зависит от химического состава материала и предшествующей обработки.
Под действием МИО, к примеру, в сталях и чугунах, протекают деформационные процессы, создающие напряжения сжатия до 200 – 700 МПа, происходит уменьшение параметров кристаллической решетки (a), размеров кристаллита (L) и межплоскостных расстояний (d 21 ), табл. 1, а также повышение микротвердости зерна, табл. 2.
Таблица 1.
Результаты рентгеновского анализа.
|
№ п/п |
Режим обработки |
а, А |
d 211’ A |
L |
|
1. |
Исходное состояние |
1,1713 |
2,869 |
314 |
|
2. |
После МИО |
1,1704 |
2,867 |
290 |
Таблица 2.
Численные значения микротвердости до и после МИО.
|
№ п/п |
Режим обработки |
Микротвердость, кгс/мм2 |
|||
|
Нагрузка |
|||||
|
р = 20 г |
Р = 50 г |
р = 100 г |
Р = 200 г |
||
|
1. |
Исходное состояние |
264 |
255 |
253 |
253 |
|
2. |
После МИО |
367 |
360 |
353 |
344 |
Табличные данные наглядно иллюстрируют изменение микроструктуры стали после МИО. Кроме того, направленность воздействия МИО хорошо выявляется при исследовании микроструктуры отожженных образцов стали с феррито- перлитной структурой.
МИО позволяет снимать напряжения, возникающие при холодной пластической деформации металлов. Результаты исследований, защищенные Патентом РФ № 2064510 «Способ рекристаллизации металла», показывают, что МИО может быть использована взамен рекристаллического отжига при производстве холоднодеформированных листов, фольги и проволоки. Кроме того, МИО влияет на свойства металлов не только с металлическим, но и ковалентным типом связей.
В приведенных ниже табл. 3-5 представлены численные значения по влиянию МИО на физико-механические свойства и параметры некоторых веществ и материалов.
Таблица 3.
Аморфные металлические материалы (Fe-P-Si-C) – стекла.
|
Материалы |
Энергия, КДж |
Нм, МПа |
La, Å |
М |
Da |
|
Fe-P-Si-C |
2,2 |
447,8 |
34,0 |
19,5 |
2,03 |
|
(8,4%, 2,7%, 0,6%) |
5,6 |
431 |
31,5 |
19,7 |
2,04 |
|
0 |
659 |
35,5 |
19,5 |
2,04 |
Согласно данным табл. 3 установлено уменьшение области когерентного рассеяния (около 11%), а коэффициент дифракции остается неизменным. Можно предположить, что под действием МИО происходит дальнейшая аморфизация, что видно по изменению микротвердости.
Таблица 4.
Изменение параметров твердого сплава ВК8.
|
Состояние |
Параметры |
||
|
d 1 , Å |
d 0 , Å |
d1 – d 0 , Å |
|
|
Исходное |
1,0152 |
1,0152 |
0 |
|
После МИО |
2,515 |
2,513 |
– 0,002 |
Таблица 5.
Изменение параметров пружинной стали 65Г.
|
Обработка |
d 211 , Å |
а, Å |
L |
|
Исходное |
1,1713 |
2,869 |
314 |
|
После МИО |
1,1704 |
2,867 |
290 |
В целом необходимо отметить, что технологический процесс МИО металлов (изделий) является в большинстве случаев конкурирующим с применяемыми в настоящее время другими процессами поверхностного изменения свойств материалов, такими как: азотирование, лазерным и плазменным облучением, покрытие титаном бора и др.
Обработка предельных и непредельных углеводородов. В результате выполненного комплекса исследований по воздействию мощными электро-магнитными полями на различные соединения предельных и непредельных углеводородов (Патент РФ № 2098454 «Способ обработки жидких углеводородов и устройство для его осуществления») разработана инновационная технология обогащения топлива, в частности мазута, которая может использоваться на тепловых станциях, металлургических заводах, обогатительных фабриках и других предприятиях, использующих в технологических процессах мазутное топливо.
В основу этой инновационной технологии положены результаты исследований по улучшению технологических свойств мазута путем улучшения его физико-химических свойств за счет изменения структуры обрабатываемого мазута. Это достигается тем, что в способе обработки жидких углеродов путем воздействия на них магнитного поля причем обработку ведут импульсным магнитным полем, которое создается в соленоиде, охватывающем трубопровод с технологическим мазутом, либо в стержневом соленоиде, размещенным в мазутной емкости.
Обработка мазута производится сериями импульсов с выдержкой во времени между сериями. В результате обработки мазута внутри емкости с мазутом возникает импульсное электромагнитное поле с напряженностью 7X 104 2 X 105 А/м и длительностью импульсов 0,008 – 0,015 с. Целесообразно, как показали эксперименты, производить энергетическое воздействие магнитным полем, с учетом геометрических размеров мазутной емкости и массы обрабатываемого мазута. Перемешивание мазута производится в течение всего времени истечения мазута из емкости, что обеспечивает выравнивание состава мазута и стабилизирует режим работы тепловых агрегатов, использующих мазут в качестве топлива. Повторение цикла обработки мазута осуществляется при заполнении резервуара мазутом до установленного уровня.
Экспериментальные исследования воздействий импульсного магнитного поля на мазут были проведены на опытно-промышленной установке по обработке мазута, смонтированной на ОАО «ПК «БСЗ» (г.Брянск). В результате проведенных исследо-ваний МИО мазута установлены изменения тонкой структуры мазута до и после МИО. Контроль качества мазута осуществлялся рентгеновским способом.
Рентгеновские исследования, проведенные по методике Института нефтехимического синтеза им А.В. Топчиева РАН, показали, что в результате МИО отмечены изменения обобщенного рентгеновского показателя.
Полученные результаты исследования мазута до и после МИО приведены в табл.6. Как следует из приведенных данных, теплота сгорания мазута обработанного МИО увеличивается на 4,16%. Обработанный магнитным полем мазут обладает повышенной теплотой сгорания и светимостью факела, что позволяет снизить его расход на 15 – 20%.
Таблица 6.
Характеристика мазута до и после МИО.
|
№ п/ п |
Вид топлива |
Влажность, % |
Теплота сгорания |
|||||
|
Оаб |
Оа в |
Ор в |
а S общ |
Нг |
Ор н |
|||
|
1. |
Мазут до МИО |
0,02 |
1020 6 |
1014 3 |
1014 5 |
2,35 |
10,07 |
9599 |
|
2. |
Мазут после МИО (1 импульс) |
0 |
1024 3 |
1017 0 |
1017 0 |
2,78 |
10,20 |
9619 |
|
3. |
Мазут после МИО (2 импульса) |
0,03 |
1029 4 |
1022 0 |
1022 3 |
2,86 |
10,76 |
9639 |
Основные концептуальные конструктивные решения по компоновке МИУ модификации мазута (МИУ-М) прошли апробацию на ОАО «ПК «БСЗ» и с определенной доработкой, применительно к условиям конкретного металлургического производства, могут быть использованы на других металлургических заводах, использующих мазут.
Обработка технического углерода. Применительно к техническому углероду, являющемуся основным компонентом в различных резинотехнических и графитированных изделиях (конвейерная лента, графитонаполнительные термопласты, графитированные электроды и др.), МИО нашла использование для изменения свойств технического углерода с целью замены способа ионизирующего радиационного воздействия, который непроизводи-тельный, а также небезопасный в радиационном плане.
В МГГУ отработ экспериментальный этап модификации технического углерода за счет применения высоко-энергетического воздействий типа МИО на графитированные электроды для электрических металлургических печей, в частности выплавляющих высоколегированный металл для горнорудных предприятий, и резинотехнических изделий. Инновации – «МИО-технический углерод» («МИУ-Т») направлены на улучшение эксплуатационных свойств графитированных электродов, а также резинотехнических изделий, к примеру, резиновых конвейерных лент отечественного производства, требующих повышения долговечности, что способствует снижению расходов горнодобавающих и других предприятий на приобретение дорогостоящих зарубежных аналогов.
В результате исследований воздействий МИО на технический углерод в установлены изменения модуля упругости, в гистерезисных потерях и теплообразовании, в стойкости к старению и в других их основных характеристиках (Патент РФ № 2099373 «Способ обработки технического углерода и устройство для его осуществления»). При исследованиях эффективности способа «МИО-Т» использовался рентгеноструктурный метод. Результаты МИО технического углерода представлены в табл.7.
Таблица 7.
Рентгеновские характеристики технического углерода.
|
Наименова ние |
Числовые значения показателей |
||||||||
|
М |
Т |
L a , X 10 a -10, м |
L c , X 10 10 , м |
d 002 , X 10-10, м |
С Г , % |
h 002 V h 120 > Ф |
К м р |
Р КМ , % |
|
|
П-314 (ДГ-100) |
|||||||||
|
Исходный |
0,705 |
6,1 |
51,0 |
25,5 |
3,633 |
78 |
1,7 |
3,93 |
|
|
МИО |
0,705 |
6,2 |
59,5 |
23,0 |
3,648 |
77 |
1,8 |
4,73 |
+20, 4 |
|
П-514 (ПМ-50) |
|||||||||
|
Исходный |
0,75 |
6,0 |
64,0 |
27,0 |
3,633 |
87 |
1,64 |
3,26 |
|
|
МИО |
0,74 |
6,2 |
62,0 |
25,5 |
3,642 |
82 |
1,85 |
4,0 |
+22, 7 |
|
П-226М |
|||||||||
|
Исходный |
0,72 |
5,4 |
61,0 |
23,0 |
3,66 |
80 |
2,05 |
6,16 |
|
|
МИО |
0,71 |
5,6 |
61,0 |
22,5 |
3,69 |
75 |
2,15 |
7,64 |
+24 |
М – коэффициент дифракции;
Т – параметр текстуры;
L c , L а – размеры областей когерентного рассеяния;
d 002 – межплоскостное расстояние рефлекса графитоподобной фазы;
С г – концентрация графитообразной фазы в техническом углероде; h 002
120 – характеристика некогерентного рассеяния;
Р р
К М – процентное отклонение значения К м р после МИО.
Результаты исследований различных марок углерода, приведенные в табл. 7, показывают, что углерод под действием МИО переходит из углерода низкой марки в углерод высокой марки. Табличные данные свидетельствуют, что при МИО происходит изменение обобщенного рентгеновского показателя К M и углерод марки П226М переходит в марку П234.
Результаты исследований технического углерода позволили определить режимы влияния МИО на графитированные электроды для металлургических электропечей. Проведенные на ОАО «БСЗ» (г. Брянск) сравнительные испытания графитированных электродов до и после МИО показали, что модификация физико-механических свойств графитированных электродов до и после МИО показали, что изменение свойств электродов приводит не только к уменьшению их расхода (1825%), но и экономии электроэнергии. По данным актов испытаний за период опытно-промышленных плавок: на 124 плавки (314,4тн жидкой стали) было израсходовано 270360 кВт/час, что соответствовало расходу электроэнергии на одну тонну жидкого металла – 859,9 кВт/час
(270360/314,4), тогда как нормой удельного расхода электроэнергии являлась величина – 1050 кВт/час. Кроме того, установлены режимы влияния МИО на резинотехнические изделия, широко используемые в горных машинах и оборудовании, конвейерная лента, манжеты, кольца и т.д. Так, к примеру, на рис. 2-3 приведены характеристики конвейерной ленты до и после МИО, наглядно свидетельствующие об изменении модуля упругости углеродного ингредиента обеспечивающего эластичность этого резинотехнического объекта после применения МИО.
В целом необходимо отметить следующие преимущества МИО:
-
• высокая производительность, превосходящая производительность большинства других процессов, по меньшей мере, в несколько раз;
-
• значительно меньшая трудоемкость (в 2-3 раза);
-
• большая глубина проработки материала (обычно по всему прорабатываемому объему);
-
• низкая стоимость обработки, благодаря ее малой длительности и существенно меньшей стоимостью установок, например по сравнению с лазерными;
-
• отсутствие каких-либо нарушений поверхности материалов (заготовок);
-
• простота автоматизации процесса и экологическая чистота процесса.
Характеристики конвейерной ленты до и после МИО.
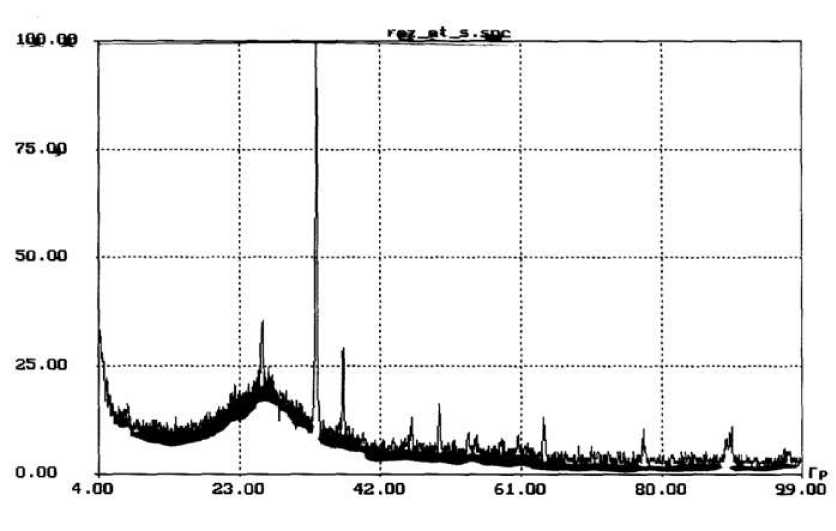
Рис. 2. Характеристика до МИО.
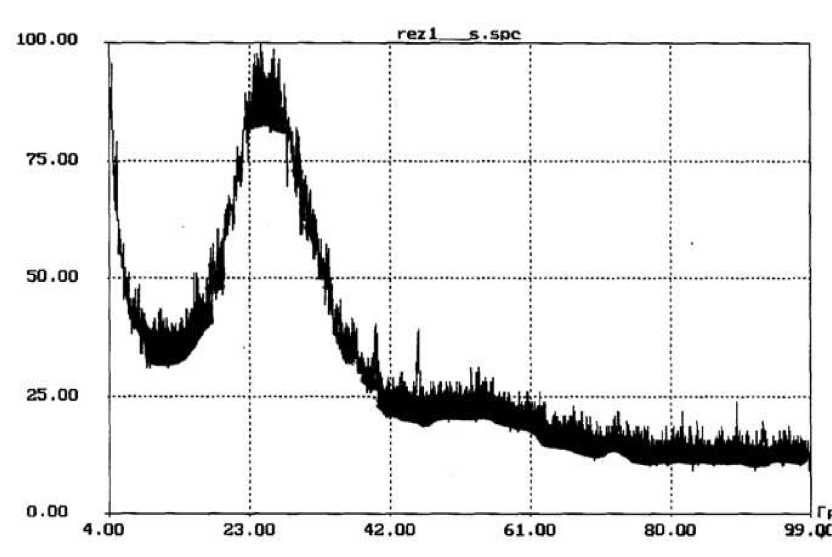
Рис. 3. Характеристика после МИО.
импульсное электромагнитное воздействие, модификация, физикомеханические свойства, рентгеноструктурный анализ, микротвердость pulsed electromagnetic impact, modification, physical-mechanical properties, x-ray analysis, microhardness
Список литературы Способ модификации физико-механических материалов и веществ
- Ивахник В.Г. Инновации: Методологические и практические аспекты применения импульсных электромагнитных технологий//Третий Международный Радиоэлектронный Форум «ПРИКЛАДНАЯ РАДИОЭЛЕКТРОНИКА. СОСТОЯНИЕ И ПЕРСПЕКТИВА РАЗВИТИЯ» (МРФ-2008). -Украина, Харьков, 2008. -С. 93-109.
- Ивахник В.Г., Шахова К.И. Современные тенденции повышения физико-механических свойств конструкционных материалов горных машин и оборудования.//Горное оборудование и электромеханика, 2008. -№11. -С. 25-34.
- Ивахник В.Г., Каркашадзе Г.Г. Магнитно-импульсная обработка материалов, используемых в горной промышленности.//Горный журнал, 1999. -№7. -С.93-94.
- Ивахник В.Г. Основные тенденции развития вузовской инновационной сферы (на примере Московского государственного горного университета).//Инновации, 2000. -№7-8. -С.83-86.
- Кантович Л.И., Малыгин Б.В., Первов К.М. Повышение ресурса инструмента и деталей горных машин методом магнитной обработки.//Горное оборудование и электромеханика, 2007. -№1. -С. 13-16.
