Способы достижения надежности работы гидроцилиндров высокого давления буровых установок

Автор: Кудряшов Е.А., Яцун Е.И., Павлов Е.В., Алтухов А.Ю., Лунин Д.Ю.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение
Статья в выпуске: 1-2 т.12, 2010 года.
Бесплатный доступ
В статье описывается обеспечение стабильного качества обработки поверхностей внутренних канавок втулок гидроцилиндров без изменения конструкции деталей гидроцилиндров.
Гидроцилиндры, буровые установки, надежность
Короткий адрес: https://sciup.org/148198951
IDR: 148198951 | УДК: 621.9
Ways of achievement the reliability of high pressure hydrocylinders for drilling units work
In article maintenance of stable quality of processing the surfaces of internal flutes in plugs of hydrocylinders without change of construction of hydrocylinders details is described.
Текст научной статьи Способы достижения надежности работы гидроцилиндров высокого давления буровых установок
Алтухов Александр, аспирант
Лунин Дмитрий, аспирант
мер, включающих разработку новых технологических процессов изготовления втулок; применение композитных материалов в качестве материала заготовки; применение новых типов уплотнительных колец.
На ОАО «Геомаш» была поставлена задача
предложить мероприятия по устранению утечек, не изменяя конструкцию деталей гидроцилиндров. Поэтому в статье приводятся только предложения по обеспечению стабильного качества обработки поверхностей внутренних канавок втулок гидроцилиндров. Трение и износ уплотнительного узла в значительной степени зависит от шероховатости поверхностей деталей, по которым скользят уплотнительные элементы. Увеличение высоты микронеровностей уплотняемой поверхности сопровождается ростом сил
трения, причем с повышением давления эта зависимость проявляется более резко. Кроме того, силы трения зависят от формы и однородности микрорельефа. Увеличение радиусов закруглений вершин микронеровностей значительно уменьшает силы трения и износ уплотнений. Для соединений со знакопеременным давлением жидкости поверхности канавки и в особенности ее дно должны обрабатываться по требованиям,
предъявляемым к подвижным соединениям, т.е. с шероховатостью R a =1,25 мкм, что вызывает определенные трудности в обеспечении этого требования при обработке канавок лезвийным инструментом. Применение для окончательной доводки поверхностей канавок абразивной обработки, как показывает опыт, нежелательно, так как абразив внедряется в микропоры поверхностей и служит впоследствии причиной износа уплотнений.
Герметичность соединений определяет их способность удерживать утечку газа или жидкости [1]. Из закона Дарси для фильтрационного потока
утечка, характеризующая герметичность, может
быть определена по формуле:
Q
Σ =
πDΔpHk
µ′l
′′
Известия Самарского научного центра Российской академии наук, т. 12, №1(2), 2010
где μ′ – динамический коэффициент вязкости уплотняемой среды; l и D – размеры соединения, мм; ∆p – перепад давления, МПа; H – толщина пористого слоя под нагрузкой, мм; k″ – коэффи циент проницаемости.
Q = 0 0066 D R PU { 0,5 [ ( H maxi + H m„2 ) + ( ^ , . + W z 2 ) + 6 ( R a . + R a 2 ) ] - У ск. }
1 , ^l , (2)
где U – константа Кармана; y ck – контактное сближение деталей при скольжении; R a – среднее арифметическое отклонение профиля, мкм; W z – параметр волнистости, мкм; H max – максимальное макроотклонение, мкм.
Анализ полученной формулы показывает, что герметичность соединений наряду с геометрией уплотнения, физико-механическими свойствами его материала и факторами внешнего воздействия также зависит от состояния контактирующих поверхностей: параметров шероховатости Ra, волнистости Wz и макроотклонения Hmax [табл. 1, 2].
Таблица 1. Возможности методов обработки поверхностей вращения в обеспечении качества обработанной поверхности
|
Метод обработки |
Параметры состояния поверхностного слоя |
|||||
|
обработка наружных поверхностей вращения |
обработка внутренних поверхностей вращения |
|||||
|
R a , мкм |
W z , мкм |
H max , мкм |
R a , мкм |
W z , мкм |
H max , мкм |
|
|
точение |
0,8-2,5 |
1,6-4,0 |
40-100 |
0,8-2,0 |
2,5-6,25 |
20-80 |
|
шлифование |
0,2-1,25 |
0,5-4,0 |
10-40 |
0,32-1,60 |
1,25-6,25 |
10-40 |
|
раскатывание |
0,05-1,0 |
0,4-2,5 |
6-40 |
0,05-0,32 |
1,6-5,0 |
5-40 |
Графики зависимости герметичности соединения, характеризуемой утечкой Q Σ , от шероховатости R a при различных методах обработки внутренних поверхностей вращения представлены на рис. 1.
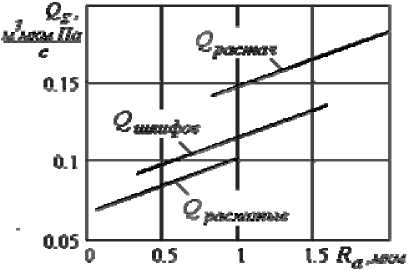
Рис. 1. Графики зависимости утечки Q Σ от шероховатости поверхности R a при различных методах обработки внутренних поверхностей
Количественная оценка повышения герметичности соединений при различных методах обработки может быть осуществлена на основании следующего коэффициента:
К = Q^ герм
Q 2 2
,
где Q Σ1 и Q Σ2 – значения утечки для двух сравниваемых методов обработки.
Графики зависимости коэффициента снижения утечки Кгерм от шероховатости Ra при различных методах обработки – шлифовании и раскатывании в сравнении с растачиванием представлены на рис. 2.
Таким образом, на основе сравнительного анализа возможностей различных методов обработки по обеспечению износостойкости и герметичности деталей типа тела вращения установлено, что износостойкость может быть повышена в 2-5 раз, а герметичность в 1,3-1,7 раза.
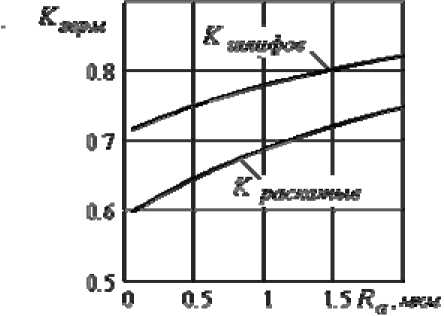
Рис. 2. Графики зависимости коэффициента снижения утечки К герм от шероховатости поверхности R a
Все факторы, обусловливающие шероховатость обработанной поверхности резанием, можно объединить в 3 основные группы: причины, связанные с геометрией процесса резания; пластической и упругой деформациями обрабатываемого материала; возникновением вибраций режущего инструмента [3]. Подбор резца с
СМП для обработки канавок проведен по каталогу представительства Mitsubishi в России [4]. Предложено производить расточку всех типов канавок специальным расточным канавочным резцом фирмы Mitsubishi, с обозначением: FCDG4132L4M, пластина DGM40CT шириной 4 мм, материал ВК8.
Чистовая расточка канавок во избежание образование ступенек (рис. 3, а) осуществляется по схеме (см. рис.3, б) с использованием продольной подачи для зачистки дна канавки. При этом в процессе резания участвуют главная и вспомогательные режущие кромки резца.
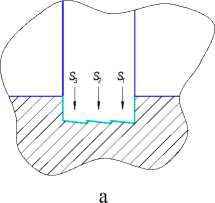
Рис. 3. Дно канавки: а – при обработке с поперечной подачей; б – при обработке с продольной подачей
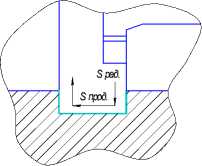
Результаты промышленных испытаний показали, что добиться стабильной шероховатости поверхности дна канавок под уплотнения обработкой резанием не удалось. Разброс шероховатости составил R а = 0,68-2,8 мкм из-за влияния нестабильности структуры обрабатываемого материала. Предложено провести обработку методами поверхностного пластического деформирования (ППД) – раскатывание. Произведен расчет на жёсткость демпфирующей части рас-катника (рис. 4).
По результатам работы проведены промышленные испытания обработки канавок раскатыванием с предложенными режимами обработки, в результате которых метод обработки канавок раскатыванием признан обеспечивающим стабильность качества поверхности по параметру шероховатости и был внедрен в производство.
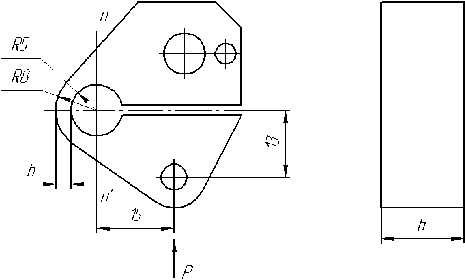
а)
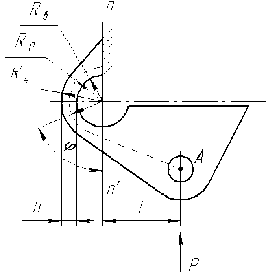
б)
Рис. 4. Демпфирующая головка раскатника (а) и схема нагружения (б)
Список литературы Способы достижения надежности работы гидроцилиндров высокого давления буровых установок
- Башта, Т.М. Машиностроительная гидравлика. Справочное пособие. -М.: Машиностроение, 1971. -672 с.
- Суслов, А.Г. Качество поверхностного слоя деталей машин. -М.: Машиностроение, 2000. -300 с.
- Маталин, А.А. Технология машиностроения. -Л.: Машиностроение, 1985. -496 с.
- Каталог Mitsibishi Carbide (Metal cutting carbide tools) 2002-2003.
