Способы устранения влияния остаточного момента на стопорящие свойства крепежно-резьбообразующих деталей

Автор: Березин С.Я., Щербаков Е.В.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Общие проблемы машиностроения
Статья в выпуске: 1-3 т.13, 2011 года.
Бесплатный доступ
В статье рассмотрены причины возникновения остаточного крутящего момента в затянутых резьбовых соединениях и основные проблемы, связанные с негативным влиянием остаточного момента на стабильность затяжки резьбового соединения. Предложены методы и средства устранения устойчивости соединений к отвинчиванию.
Затяжка, резьба, остаточный момент, вибрации, крепежно-резьбообразующие детали
Короткий адрес: https://sciup.org/148199669
IDR: 148199669 | УДК: 621.883
Ways of inflience elimination the residual moment on stopping properties of fixture and thread-forming details
In article the reasons of occurrence the residual twisting moment in the tightened thread connections and the basic problems connected with negative influence of the residual moment on stability of inhaling the thread connection are considered. Methods and means of elimination the stability of connections to un-screwing are offered.
Текст научной статьи Способы устранения влияния остаточного момента на стопорящие свойства крепежно-резьбообразующих деталей
При затяжке резьбового соединения происходит скручивание резьбового стержня, что приводит к искажению профиля резьбы, укорачиванию и утолщению стержня, и, соответственно, к аккумулированию энергии, т.е. к фиксации в соединении упругодеформирован-ного резьбового стержня. Стержень как взведенная пружина остается в соединении скрученным остаточным торсионным моментом, который удерживается силами трения в резьбе посадочного конца. По данным профессора Е.Н.Петрова углы скручивания в соединениях м10-6g/6H могут достигать 5-8° [1]. Остаточный момент может со временем релаксироваться. Его можно снижать повторными затяжками или подтяжкой соединений, ударной или вибрационной затяжкой, затяжкой специальными ключами за хвост и за головку винтов и шпилек. Последний прием невозможен при посадке крепежа в глухие отверстия. Остаточный момент наиболее интенсивен в шпилечных соединениях, в которых момент от затяжки посадочного конца дополняется моментом от затяжки гайки.
В соединениях, работающих в условиях вибраций, остаточный момент может исчезать за счет снижения коэффициентов трения в резьбе и по торцам головок. Это приводит к снижению усилий затяжки и отвинчиванию крепежных деталей, поэтому контроль за состоянием резьбовых соединений должен предусматривать меры учета влияния торсионного момента. Фиксация остаточного момента в
соединении происходит в момент окончания затяжки, когда коэффициент трения скольжения в резьбе замещается коэффициентом трения покоя, который значительно выше. Этим может объясняться малая эффективность способа стопорения шпилек по сбегу резьбы, в котором остаточный момент, накопленный в посадочном участке, начинает действовать против момента стопорения по участку сбега. Кроме того, от действия усилия затяжки гайки коэффициент стопорения также снижается [2].
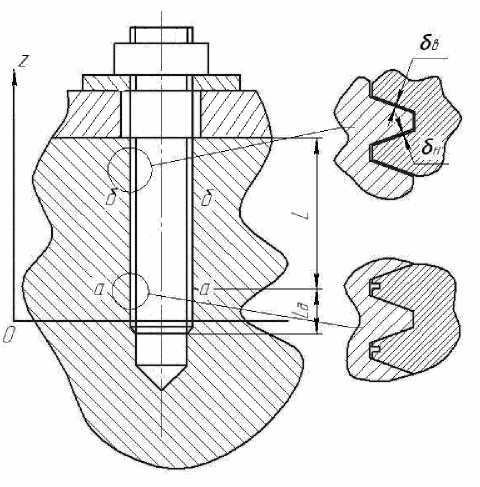
Рис. 1. Резьбовыдавливающая шпилька с двумя участками посадочной части
В лучших условиях находятся способы сборки резьбовых соединений с тугими посадками и герметиками. В них влияние остаточного момента незначительно в силу высоких удерживающих моментов в соединении. Однако существует особый класс крепежно-резьбообразующих деталей, монтаж которых сопровождается малыми значениями крутящих моментов сборки. Это детали с нерегулярной геометрией резьбы посадочных концов [3]. Они имеют несколько участков. Например, резьбовыдавливающая шпилька, изображенная на рис.1, имеет два участка: деформирующий – в сечении а-а и направляющий, в сечении б-б. Деформирующий участок имеет длину Lд, а направляющий – L. Первый производит работу формообразования резьбы. Второй производит передачу крутящего момента и решает некоторые другие задачи: затяжки и стопорения, компенсацию остаточного момента и т.д.
Витки деформирующего участка имеют плотный контакт с профилем корпуса, а витки направляющей части могут быть сформированы по разному [3]. Например, по наружному можно организовать зазор, натяг или переходную посадку. По среднему диаметру для снижения сил трения можно обеспечить зазор. Для решения определенных задач верхний зазор δв и нижний δн могут быть сформированы определенным образом. Необходимо учитывать, что данные зазоры могут меняться на этапах завинчивания посадочной части и на этапе затяжки гайки. Оба зазора не вызовут остаточного момента, однако их статистические размеры должны быть четко определены. Нижний боковой зазор должен устанавливаться на основании размерной цепи, представленной на рис. 2, с учетом следующей величины d d2Ä α
=-Δ-ΔPcos -RK, 22 M 2ZC где d2H, d2A – средние диаметры направляющей и деформирующей части соответственно; Δ – величина последеформационной усадки отверстия; ΔPM – упругое смещение шага резьбы под действием момента завинчивания; α – угол профиля резьбы; RZ – высота микронеровностей; KC – коэффициент, учитывающий смятие микронеровностей в контакте.
Величину упругой усадки отверстия можно определить по данным работы [4]
Δ=KM +(P-0,5)KP, где P – шаг резьбы; KM, KP – табличные коэффициенты.
Величина нижнего бокового зазора будет составлять всю вычитаемую правую часть формулы (1)
α
δ =Δ+Δ P cos + RK .
H M 2 ZC
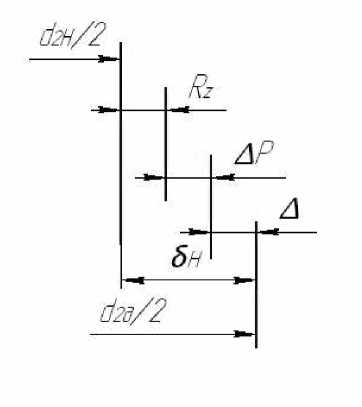
Рис. 2. Размерная цепь установление нижнего бокового зазора
Если нижний зазор формируется под действием момента завинчивания посадочной части шпильки, то верхний зазор δA должен учитывать усилие и момент затяжки гайки, а также то, что при этом, в соединение может зафиксироваться остаточный момент. Формула (1) для верхнего зазора будет иметь следующий вид d22H =d22Ä-δB=d22Ä-δ-Δ-RZKC, где δ – величина зазора, учитывающая особенности затяжки гайки;
δ≤(ΔPMP+ΔPQ-ΔPM-ΔPK)cosα, где ΔPMP – смещение шага под действием момента трения в резьбе гайки.
Δ PMP
MPzP 2 π GJ P ,
момент равен [2]
M = Qd 2 ( P + f ), P
2 π d 2
где Q – усилие затяжки гайки; f – коэффициент трения в резьбе гайки; G – модуль сдвига; J P – полярный момент сопротивления сечения стержня шпильки; z – координат расположения соответствующего витка. Смещение шага от усилия затяжки равно
A P Q =
Qz
EFC ,
где E – модуль упругости материала стержня; F C – площадь поперечного сечения стержня. Величина ΔP M , входящая также и в формулу (1), есть остаточная деформация стержня после снятия крутящего момента завинчивания шпильки. Она определяется аналогично ΔP MP , если вместо момента трения M P подставить конечное значение момента завинчивания шпильки.
Деформация ΔP K возникает от сжатия витков резьбы корпуса под действием усилия затяжки гайки на участке от деформирующего участка (сечение а-а) до привалочной поверхности. Задачи выполнения условия (4) состоит в том, чтобы зазор в верхней части соединения при затяжке гайки перекрывался при наименьшем значении остаточного момента в посадочной части.
Крепежно-резьбообразующие детали могут иметь отдельный участок стопорения на направляющей части, однако при этом усложняется задача нейтрализации остаточного момента в посадочной части, которая может решаться путем использования вибрационных методов завинчивания, ультразвуковой разгрузки и других. Крепежно резьбообразующие детали относятся к крепежным элементам прогрессивных конструкций, внедрение которых в промышленность идет крайне медленно [5]. Обладая высокими функциональными возможностями, они способны компенсировать различные негативные эффекты, включая остаточные моменты, и обеспечивать высокие эксплуатационные характеристики резьбовых соединений.
Список литературы Способы устранения влияния остаточного момента на стопорящие свойства крепежно-резьбообразующих деталей
- Петров, Е.Н. Стопорение резьбовых соединений/Е.Н. Петров. -Снежинск: изд. РФЯЦ -ВНИИТФ, 1998. 248 с.
- Якушев, А.И. Повышение прочности и надежности резьбовых соединений/А.И. Якушев, Р.Х. Мустаев, Р.Р. Мавлютов -М.: Машиностроение. 1979. 215 с.
- Березин, С.Я. Моделирующие системы в среде технологического обеспечения сборочно-резьбообразующих операций/С.Я. Березин, Р.Е. Чумаков -Чита: Поиск, 2004. 202 с.
- Рыжов, Э.В. Раскатывание резьб/Э.В. Рыжов, О.С. Андрейчиков, А.Е. Стешков. -М.: Машиностроение, 1974. 122 с.
- Лавриненко, Ю.А. О применении деталей прогрессивных конструкций в автомобилях/Ю.А. Лавриненко, Г.В. Бунатян//Метизы. 2003. №2. С. 63-73.
