Сравнение различных методов оценки качества внутренних антикоррозионных полимерных покрытий нефтепроводных труб

Автор: Юдин Павел Евгеньевич, Акулинин Александр Анатольевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Научная жизнь
Статья в выпуске: 4-1 т.16, 2014 года.
Бесплатный доступ
В данной статье рассматриваются различные методы испытаний внутренних антикоррозионных полимерных покрытий трубопроводов. Показано, как влияют продолжительные выдержки в 3% растворе NaCl, сырой нефти при температуре +80°С, а также циклическое воздействие температуры -60°С…+60°С и тепловое воздействие при температуре +60 оС на стойкость к прямому удару и адгезионную прочность покрытий. Представлены основные закономерности изменения данных параметров. Предложена методика автоклавного теста, позволяющая моделировать разрушения, идентичные обнаруженным в условиях реальной эксплуатации трубопроводов с покрытиями. Показаны преимущества данной методики по сравнению с другими методами.
Выдержка в средах, метод термостарения, метод термоциклирования, автоклавный тест, нефтегазопроводные трубы, защита от коррозии
Короткий адрес: https://sciup.org/148203167
IDR: 148203167 | УДК: 539.61+692.53.001.4:006.354+539.61+692.53.001.4:006.354
Comparison of different methods for quality assessment of internal anticorrosive polymer coating of oil pipes
Present article discusses the various methods of testing of internal anti-corrosion polymer coating of pipeline. It is shown how long exposures in 3% solution of NaCl and in crude oil at a temperature of +80 ° C, and cycling impact of temperature -60 ° C... +60 ° C and a thermal effect at a temperature of 60C affects to the direct impact resistance and adhesion strength of coatings. Main patterns of change of these parameters are presented. Autoclave test procedure, which can simulate fractures identical to detectioned in a real operation of coated pipelines is proposed. The advantages of this technique in comparison with other procedures are shown.
Текст научной статьи Сравнение различных методов оценки качества внутренних антикоррозионных полимерных покрытий нефтепроводных труб
но-компрессорных труб. Данные по маркировкам исследованных образцов и соответствующим им основам покрытий представлены в табл. 1.
В ходе исследований определялись: адгезия (методом нормального отрыва грибка в соответствии с ИСО 4624) и стойкость к прямому удару (диаметр бойка 20 мм, груз массой 3 кг в соответствии с ИСО 6272) после выдержки в агрессивных средах и воздействия высоких температур. Поскольку любое антикоррозионное покрытие является проницаемым для агрессивных сред [3], то результате проникновения среды к границе металл-покрытие происходит его отслаивание и набухание. Данному процессу препятствуют адгезионные связи, чем выше величина адгезии при равных барьерных свойствах, тем медленнее происходит процесс отслаивания. С другой стороны, по изменению данного параметра можно судить о проницаемости агрессивных сред через покрытие и оценивать его стойкость и долговечность. Ударная прочность характеризует механические свойства полимера. В ходе взаимодействия со средой, вследствие старения, покрытие подвергается деструкции и происходит уменьшение показателя стойкости к прямому удару. Следовательно, совместное применение методов определения ударной и адгезионной прочности позволяет оценить свойства покрытия до и после лабораторных воздействий.
В соответствии с руководящим документом ВНИИСТ РД 05.00-45.21.30-КТН-005-1-05 [4] не допускается снижение адгезионной и ударной прочности более чем на 50%.
Гидротермальные воздействия моделируют воздействия агрессивных сред при высоких температурах, которые вызывают изменение эксп-
Таблица 1. Маркировка и соответствующий ей тип основы
Данные гидротермальные и термальные воздействия были выбраны в связи с их широким применением как в нормативной документации [4], так и в технических условиях заводов изготовителей [9-11].
На диаграммах рис. 1, 2 представлены результаты гидротермальных воздействий, а на рис. 3, 4
– термальных.
Из диаграммы рис. 1. видно, что выдержка в 3% растворе NaCl приводит к уменьшению адгезионной прочности большей части исследуемых образцов (Т7, Т10, Т14, Т16, Т17, У1, ЮК2, Ю6) (80%), у остальных (ТМ-1, Т8), наоборот, происходит возрастание данного параметра. Причинами уменьшения значений адгезии являются сорбция покрытием коррозионно-активных веществ
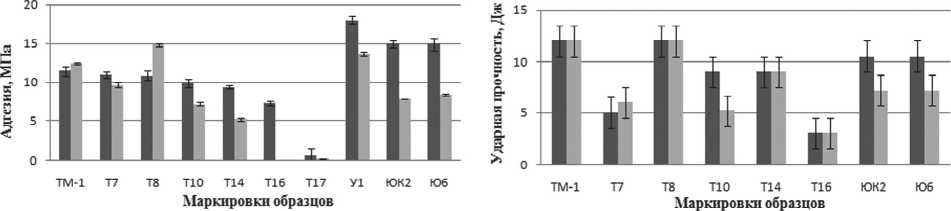
■ Адгезия в исходном состоянии, МПа ■ Ударная прочность в исходном состоянии, Дж
■ Адгезия после выдержки в 3% р-ре NaCl. МПа _ _
' Ударная прочность после выдержки в 3% р-ре NaCl. Дж
Р ис. 1. Изменение адгезии, МПа (слева) и ударной прочности, Дж (справа) после выдержки в 3% растворе NaCl
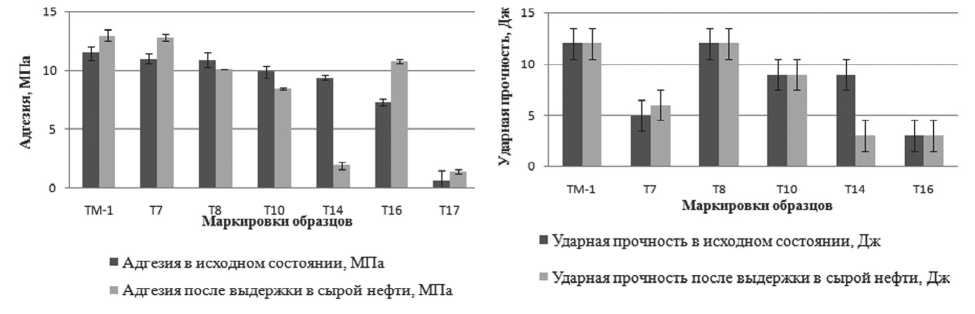
Рис. 2. Изменение адгезии, МПа (слева) и ударной прочности, Дж (справа) после выдержки в сырой нефти
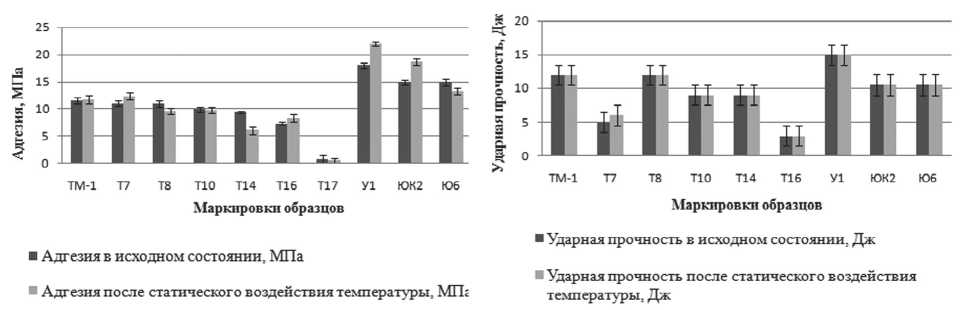
Рис. 3. Изменение адгезии, МПа (слева) и ударной прочности, Дж (справа) после циклического воздействия температуры
температуры, Дж
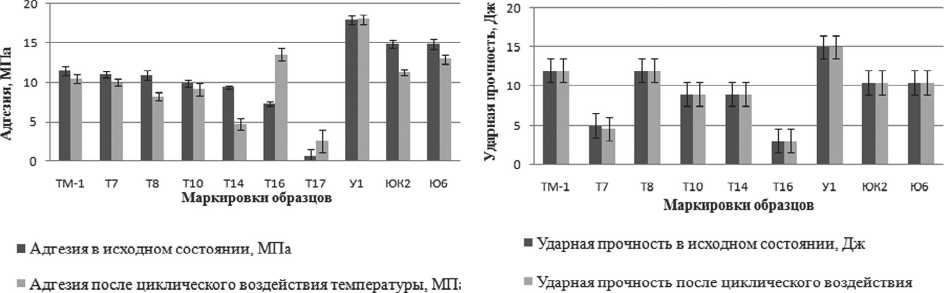
Рис. 4. Изменение адгезии, МПа (слева) и ударной прочности, Дж (справа)
после статического воздействия температуры из окружающей среды, которые затем диффундируют к металлу, и их последующее взаимодействие с материалом подложки [12]. В результате развивается коррозионная деструкция за счет хлорид-ионов, действие которых заключается в увеличении электропроводности среды, повышении степени растворимости продуктов коррозии и уменьшении экранирующих свойств защитной пленки. Выдержка в сырой нефти привела к противоположным результатам изменения адгезионной прочности (рис. 2). Для большей части (57%) исследуемых образцов (ТМ-1, Т7, Т16, Т17) она повысилась. При этом увеличение адгезии у образцов с маркировками ТМ-1, Т7 и Т17 обусловливается недостаточной степенью отверждения лакокрасочного покрытия, которая была выявлена в ходе проведения дифференциально-ска-нирующей калориметрии (у всех образцов тепловой эффект реакции полимеризации ~ 10 Дж/ г, в то время как для полностью полимеризованных покрытий он не превышает 5 Дж/г).
Как видно из представленных диаграмм (рис. 1, 2), гидротермальные выдержки в различных средах для образцов с маркировками Т7, Т8, Т16 и Т17 приводят к противоположным результатам по изменению адгезионной прочности, в одних случаях она возрастает, в других - уменьшается. Данное обстоятельство связано с различным взаимодействием основы покрытия со средой. Так, 3% раствор NaCl является полярной средой и, в отличие от сырой нефти (неполярная среда), реагирует с металлом трубы, в результате чего происходит коррозионное разрушение. В свою очередь, в среде сырой нефти коррозия происходит за счет старения полимерной основы покрытия вследствие адсорбции и набухания. Соответственно, данные виды воздействий для комплексной оценки необходимо проводить совместно в обеих средах.
Методы термальных воздействий (рис. 3, 4) не дополняют результатов гидротермальных воздействий (рис. 1,2). Отбраковка покрытий после данных видов воздействий не происходит, так как в большинстве случаев адгезионная прочность увеличивается (после термоциклирования для образцов Т16, Т17, У1, после теплового воздействия для образцов ТМ-1, Т7, Т16, У1, ЮК2), что связано с протеканием процессов полимеризации при увеличении температуры, а ударная прочность не изменяется. Следовательно, методы теплового воздействия и термоциклирования являются избыточными при использовании гидротермальных воздействий.
На основании полученных результатов можно сделать вывод, что гидротермальные воздействия дают объективные результаты для
Внешний вид покрытий после выдержки в Внешний вид по крытий после
лабораторном автоклаве эксплуатации
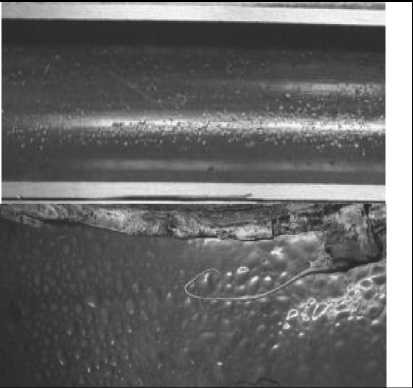
Рис. 5. Сравнение разрушения ВАКПП в лабораторном автоклаве и в результате эксплуатации в составе колонны насосно-компрессорных труб (верхние фотографии) и промыслового трубопровода (нижние фотографии)

оценки барьерных свойств ВАКПП, однако, они являются длительными в исполнении, тогда как в нефтяной отрасли промышленности время является решающим фактором. Поэтому для решения задачи сокращения времени испытания на базе ООО «НПЦ «Самара» был разработан и применяется автоклав (патент № 130878 [13]), позволяющий моделировать механизмы разрушения труб с внутренними антикоррозионными покрытиями в реальных условиях. Автоклавным испытаниям посвящен ряд публикаций [14-15]. Общие основы испытаний внутренних антикоррозионных покрытий трубной продукции с помощью автоклавного теста обобщенно описаны в стандартах NACE TM0185 [16] API 5L7 [17]. Данный тест-метод, как и гидротермальные воздействия, позволяет определить барьерные свойства антикоррозионных покрытий, но, в отличие от них, требует минимальных временных затрат, а, вследствие использования многокомпонентных сред (газ+жидкость) и повышенного давления, позволяет моделировать реальные условия эксплуатации.
Автоклав оборудован устройствами автоматического поддержания заданного давления (1-160 атм) и температуры (25-120 °С) в диапазоне, достаточном для испытания покрытий, используемых в нефтегазовой промышленности. В качестве испытательной среды можно использовать практически любые коррозионно-активные газы (углекислый газ, кислород, сероводород и др., кроме сильных окислителей и кислотных агентов, как, например, хлор и хлороводород) и моделировать самые разнообразные условия эксплуатации антикоррозионных покрытий.
После проведения испытаний различных покрытий было установлено, что для оценки стойкости к взрывной декомпрессии оптимальное время выдержки составляет 24 часа при давлении 100 атм. с максимально допустимой температурой эксплуатации покрытий. Под стойкостью к взрывной декомпрессии понимается быстрое снижение давления ~18атм/с, которое зачастую приводит к растрескиванию и отслаиванию покрытия, что объясняется расширением газа на границе металл-покрытие, либо в дефектах структуры самого покрытия. Сброс давления по окончании выдержки в автоклаве производят в одном из двух режимов: быстром (5 сек) или медленном (5,5 часа). Растворимость различных газов для различных полимеров разная. Испытания проводились в СО2 или СО2 + H2S насыщенной среде. Как видно из рис. 6, в результате диффузии газа в покрытие и к границе металл-покрытие происходит либо адгезионное (рис. 6а), либо когезионное (рис. 6б) разрушение. Для покрытий, которые показали высокий срок службы в реальных условиях эксплуатации, такого эффекта не наблюдается (рис. 6в).
Для оценки степени старения полимерной основы оптимальное время выдержки в автоклаве составляет 10 суток при аналогичных условиях. За это время в случае низкого качества покрытий наблюдается появления вздутий, значительное уменьшение адгезии и ударной прочности покрытий. В табл. 3 представлены результаты автоклавного теста на старения для различных покрытий. Видно, что для покрытия №1, 2 наблюдается значительное уменьшение прочностных свойств, в то время как для покрытия №3 такого эффекта нет.
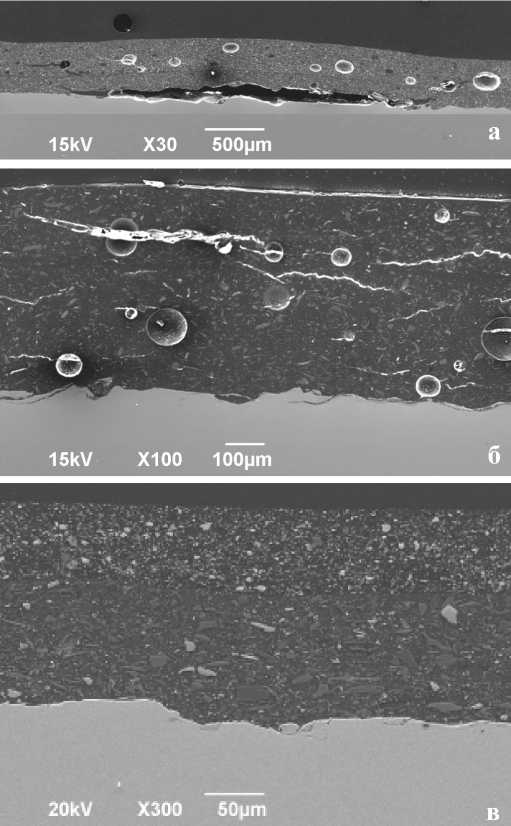
Рис. 6. Микроструктура образцов после испытаний в автоклаве на стойкость к взрывной декомпрессии: а – адгезионное разрушение, б – когезионное разрушение, в – разрушений нет
ВЫВОДЫ
Существующие лабораторные методы тепловых и гидротермальных исследований являются длительными в исполнении. Но время в нефтяной промышленности является очень важным фактором и, если результаты исследований появятся после установки нефтяных труб с внутренним антикоррозионным покрытием, то данная работа является бессмысленной при неудовлетворительном качестве нанесенного лакокрасочного покрытия. В связи с этим была разработана методика ускоренных испытаний на основе автоклавного теста. Данная методика позволяет оценивать качество покрытий в сжатые сроки (1-14 суток), в отличие от общепринятых методов, продолжительность которых составляет 1000 часов. Автоклавный тест позволяет не только в сжатые сроки произвести оценку стойкости ВАКПП к различным средам, но и оценить стойкость покрытия к взрывной декомпрессии.
Список литературы Сравнение различных методов оценки качества внутренних антикоррозионных полимерных покрытий нефтепроводных труб
- Фомин Г.С. Коррозия и защита от коррозии. Энциклопедия международных стандартов. М.: Протекор, 2013. 720 с.
- Ильдарханова Ф.И., Богословский К.Г. Выбор лакокрасочных покрытий для долговременной противокоррозионной защиты металлоконструкций нефтегазовой отрасли//Коррозия Территории Нефтегаз. 2013. №2. С. 22-27.
- Юдин П.Е., Александров Е.В. Разработка экспресс-метода оценки качества внутренних антикоррозионных покрытий нефтепроводных труб с использованием автоклавного теста//Коррозия Территория Нефтегаз. 2014. №1. С. 14-17.
- РД-05.00-45.21.30-КТН-005-1-05. ОАО «АК «ТРАНСНЕФТЬ». Руководящий документ. Правила антикоррозионной защиты резервуаров. М.: ОАО «АК «ТРАНСНЕФТЬ», 2005.
- Защита от коррозии, старения и биоповреждений машин, оборудования и сооружений: справочник [под ред. А.А. Герасименко]. М.: Машиностроение, 1987. 784 с.
- ГОСТ 9.403-80 ЕСЗКС Покрытия лакокрасочные Методы испытаний на стойкость к статическому воздействию жидкостей. М., 1980. 7с.
- ГОСТ Р53651-2009 (ИСО 3248:1998) Национальный стандарт Российской Федерации. Материалы лакокрасочные. Метод определения теплового воздействия. М., 2009. 8с.
- ГОСТ 27037-86 Материалы лакокрасочные. Метод определения устойчивости к воздействию переменных температур. М., 1986. 4с.
- ТУ 1390-003-52534308-2008 Трубы стальные диаметром 89-720 мм с наружным двухслойным полиэтиленовым покрытием и внутренним двухслойным эпоксидным покрытием (ЗАО «УПоРТ»).
- ТУ 1381-012-00154341-2002 Трубы стальные диаметром 102-530 мм с внутренним защитным покрытием на основе порошковых эпоксидных композиций (ООО «Предприятие Трубопласт»).
- ТУ 139000-012-01297858-2001 Трубы стальные диаметром 114-720 мм с внутренним изоляционным покрытием на основе эпоксидного материала с высоким сухим остатком (ООО «ЮКОРТ»).
- Чмутов К.В. Сорбция. М.: ГИТТЛ, 1957.
- Юдин П.Е., Желдак М.В., Петров С.С., Александров Е.В., Манахов А.М. Лабораторный автоклав//Патент России № 130878 опубл. 10.08.2013.
- Crolet J.-L., Bonis M.R. How to Pressurize Autoclaves for Corrosion Testing Under Carbon Dioxide and Hydrogen Sulfide Pressure//Corrosion. 2000. Vol. 56. № 2. P. 167-182.
- Hausler R.H. Methodology for Charging Autoclaves at High Pressures and Temperatures with Acid Gases/R.H. Hausler//Corrosion. 1998. Vol. 54. № 8. P. 641-650.
- NACE Standard TM0185-2006 Standard Test Method. 2006.
- API Recommende Practice RP5L7 (RP5L7) Second edition 1988.
