Сравнение российских и зарубежных виброизоляторов из проволочных демпфирующих материалов

Автор: Пономарев Ю.К., Уланов А.М.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 3-1 т.11, 2009 года.
Бесплатный доступ
Впервые приведены результаты сравнения статических, динамических и ресурсных характеристик виброизоляторов из двух родственных упругодемпфирующих материалов, созданных в России и Германии, - материала МР (металлорезина) и тканого проволочного материала "spring cushion" (пружинная подушка).
Виброизолятор, упругодемпфирующий материал, металлорезина, пружинная подушка
Короткий адрес: https://sciup.org/148198593
IDR: 148198593 | УДК: 629.7
A comparision of Russian and foreign vibration isolators made of wire damping materials
Results of comparison of static, dynamic and life time characteristics of vibration isolators made of elastic-damping wire materials MR ("Metal Rubber") and "spring cushion" developed in Russia and Germany are presented for the first time.
Текст научной статьи Сравнение российских и зарубежных виброизоляторов из проволочных демпфирующих материалов
териала МР: температурным режимом, наличием агрессивной среды, характером приложения нагрузок. В условиях эксплуатации, исключающих коррозию, и при работе в температурном режиме окружающей среды (213…333 К) обычно применяется проволока марок 35ХГСА, 50ХФА и пр., при высоких температурах и агрессивных средах – из аустенитных нержавеющих сталей типа 11Х18Н10Т, ЭИ-708, ЭП- 322. Диаметр используемой проволоки определяется размерами изготавливаемой детали, требованиями к ее механическим (прочностным) свойствам. В большинстве случаев используется проволока диаметром от 0,03 до 0,3 мм.
Процесс навивания спирали осуществляется пластическим деформированием проволоки на вращающемся керне при обкатывании его роликом на специальных станках для навивки спирали [3]. Диаметр спирали определяет упругие и демпфирующие свойства элемента и лежит практически в пределах от 0,2 до 2,0 мм. После навивания спираль растягивается до шага, равного ее диаметру, и укладывается равномерным слоем в ковер. После этого ковер сворачивается в заготовку упругодемпфирующего элемента, как правило, втулочного типа.
Прессование заготовок упругодемпфирующе-го элемента происходит в пресс-формах простейшего вида [4], состоящих из корпуса 1 с отверстием, в которое с двух сторон устанавливаются пуансоны 2, между которыми закладывается заготовка упругодемпфирующего элемента (рис. 1).
Производимый немецкой фирмой “Stop-Сhoc” тканый проволочный материал “spring cushion” [5, 6] применяется в США, Германии, Англии, Франции, Италии, Японии и других странах. Заготовкой для него является тканая проволочная структура, получаемая на специальных ткацких станках в виде плетеного чулка (рис. 2).
В дальнейшем из чулка получают плоскую
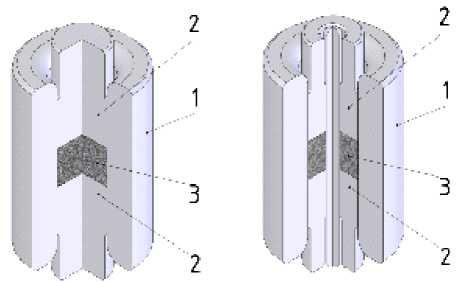
Рис. 1. Процесс прессования упругодемпфирующих элементов
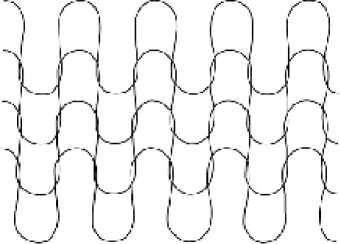
Рис.2. Внешний вид плетеного чулка
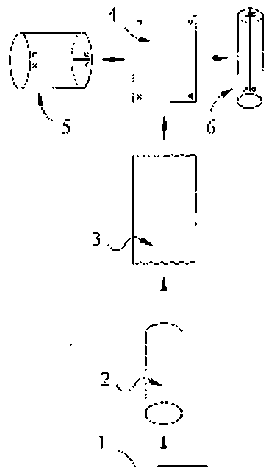
ленту, наматываемую на специальные бобины, с которых через систему выпрямляющих и измерительных роликов она поступает на намоточные устройства, установленные на поворотном столе. На этих намоточных устройствах получают цилиндрические заготовки втулок. По сигналу с измерительных роликов плетеная проволочная лента отрубается необходимой длины. Далее поворотный стол поворачивается на 90°, на намотанной заготовке втулки осуществляется заделка конца ленты путем сварки, пайки или скобами, втулка взвешивается с целью контроля ее плотности и корректировки последующих заготовок. Параллельно с предыдущим вышеописанным этапом, на одном из намоточных устройств производится намотка следующей заготовки втулки. Снятая с поворотного стола заготовка втулки поступает по конвейеру на прессование. Вышеописанным способом получают втулки больших размеров [7]. Для получения втулок малых размеров фирмой “Stop-Сhoc” разработан технологический процесс, схема которого показана на рис. 3 [8].
Из проволоки 1 получают тканый чулок 2 (рис. 3,а), затем его сплющивают в плоскую ленту 3 двойной толщины. Затем отрезают участок 4 необходимой длины, который сворачивают либо поперек (5), либо вдоль (6) проволочных петель. Сворачивание участка чулка 9 осуществляется в пресс-форме (рис. 3,б) путем радиального прессования в матрице 10 пуансоном 8 с применением опорного пальца 7. В процессе радиального прессования происходит самосцепле-ние кромок тонкостенной тканой ленты 11 и 12.
Далее цилиндрическая двухслойная тканая оболочка 16 (рис. 3,в) закладывается в пресс-форму, состоящую из матрицы 18, пуансонов 13 и 14, и центрального стержня 15, где происходит ее прес-
а)
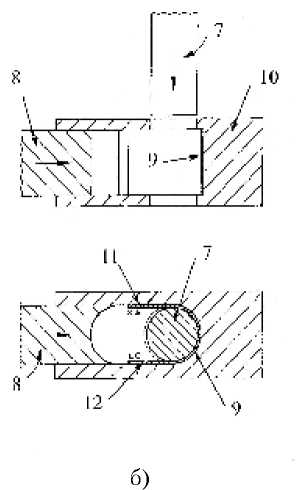
Рис. 3. Схема технологического процесса получения малогабаритных втулок, разработанного фирмой “Stop-Сhoc”
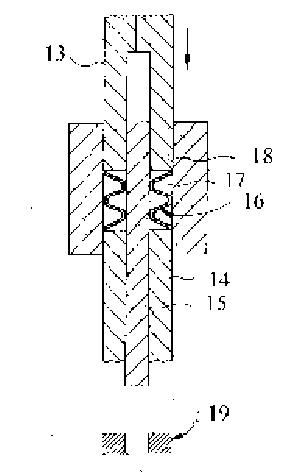
сование с прогнозируемой потерей устойчивости 17, при этом осуществляется зигование оболочки. В результате получаются втулки 19, используемые для комплектования виброизоляторов.
Изготовление “spring cushion” допускает большую степень автоматизации. Материал МР, хотя и имеет большую долю ручного труда при укладке спирали в заготовку, обладает дополнительной упругостью витков спирали, работающих как множество малых пружин, что увеличивает упругость материала и его несущую способность. Представляет интерес всестороннее сравнение характеристик виброизоляторов из отечественного и зарубежного проволочных материалов.
В настоящей работе сравнивались образцы из материала МР и “spring cushion” втулочного типа, изготовленные из одинаковой проволоки диаметром 0,2 мм, с одинаковым внешним диаметром 39 мм и внутренним 15 мм, высотой 20 мм, одинаковой относительной плотностью
ρ MR ρ = 0,3 ( ρ =
ρS где ρMR – плотность прово-
лочного материала, ρ S – плотность стали), одинаковой предварительной деформацией 1,5 мм.
Как и ожидалось, жесткость материала МР существенно выше, чем у “spring cushion” (рис. 4, 5). Свойства обоих материалов существенно отличаются в направлении прессования (по оси втулки) и перпендикулярно направлению прессования (по радиусу втулки). Различие статических жесткостей в осевом и радиальном направлениях у обоих материалов одинаково (приблизительно в 1,7 раза).
Результаты динамических экспериментов представлены в табл. 1. Поскольку упругодемп-фирующие элементы имеют нелинейные характеристики, зависящие от амплитуды, сравнительные эксперименты проводились при различ- ных значениях входного вибрационного ускорения W . Определялись резонансная частота f0 и амплитуда деформации виброизолятора a . Значение коэффициента рассеивания энергии ψ определялось по коэффициенту передачи на
2 π резонансе η , принято ψ ≈ .
0 η 0
Таким образом, материал МР имеет существенно более высокую несущую способность. При сходных резонансных частотах (около 60 Гц) виброизолятор из МР имеет нагрузку 15 кг, виброизолятор из “spring cushion” 3,6 кг, в 4 раза меньше.
Материал МР имеет несколько более высокий коэффициент рассеивания энергии (при амплитуде 0,4 мм ψ = 2,24 по сравнению с ψ = 1,74 у “spring cushion”). Причем с ростом амплитуды деформации значение ψ у материала МР растет, у “spring cushion” оно уменьшается.
Вследствие случайной укладки спирали, структура материала МР более равномерна, что ведет к меньшему изменению свойств виброизолятора при изменении внешнего воздействия. При увеличении амплитуды действующего виброускорения вдвое, резонансная частота виброизолятора из МР меняется на 6...20% , виброизолятора из “spring cushion” – на 20... 30%.
Поскольку статические и динамические свойства виброизоляторов из МР и “spring cushion” оказались слишком различны, для сравнения ресурса был изготовлен виброизолятор из МР, эквивалентный виброизолятору из “spring cushion” по несущей способности (резонансная частота 39 Гц при нагрузке 5,8 кг и амплитуде входного вибрационного ускорен и я 20 м/c2). Он имел относительную плотность ρ = 0,22 и вес упругодемпфирующих элементов только 35 граммов против 48 граммов “spring cushion”. Значение коэффициента рассеивания энергии ψ у
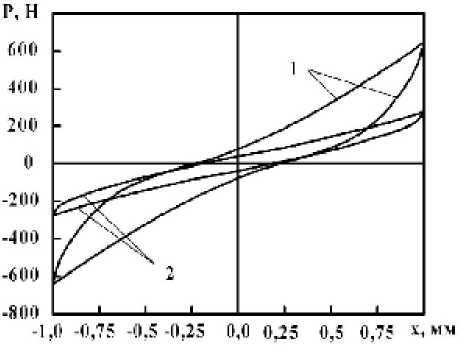
Рис. 4. Статические характеристики в осевом направлении:
1 – МР; 2 – “spring cushion”
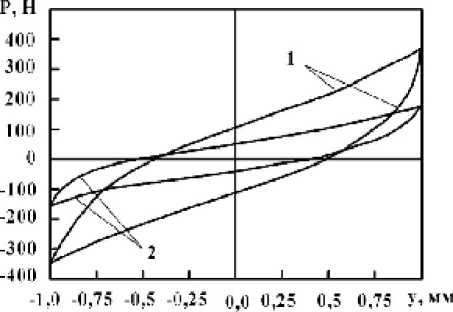
Рис. 5. Статические характеристики в радиальном направлении: 1 – МР; 2 – “spring cushion”
Таблица 1. Результаты динамического эксперимента
|
Материал |
M, кг |
Направле ние нагружения |
W , м/c2 |
f 0 , Гц |
ψ |
a , мм |
|
МР |
5 |
Осевое |
10 |
150 |
1.34 |
0.053 |
|
20 |
124 |
1.70 |
0.122 |
|||
|
Радиальное |
10 |
101 |
1.57 |
0.10 |
||
|
20 |
95 |
2.02 |
0.17 |
|||
|
15 |
Осевое |
10 |
60 |
1.69 |
0.26 |
|
|
20 |
57 |
2.24 |
0.43 |
|||
|
“Spring cushion” |
5 |
Осевое |
10 |
48 |
1.74 |
0.4 |
|
20 |
40 |
1.34 |
1.4 |
|||
|
Радиальное |
10 |
36 |
1.74 |
0.70 |
||
|
20 |
28 |
1.85 |
2.2 |
|||
|
3.6 |
Осевое |
10 |
67 |
1.74 |
0.20 |
|
|
20 |
53 |
1.57 |
0.73 |
Таблица 2. Результаты ресурсного эксперимента
Ресурсный эксперимент проводился на частоте 35 Гц при амплитуде деформации 2,5 мм и нагрузке 5,8 кг. Периодически контролировались резонансная частота f 0 и значение ψ при амплитуде вибрационного ускорения 20 и 10 м/c2. Результаты эксперимента приведены в табл. 2.
Ресурс виброизоляторов из МР и “spring cushion” приблизительно одинаков. Однако параметры виброизоляторов меняются различным образом. Виброизолятор из МР сохраняет приблизительно постоянное значение ψ в течение всего ресурса, уменьшается только резонансная частота. У виброизолятора из “spring cushion” резонансная частота на больших (более 1,5 мм) амплитудах деформации за все время работы уменьшилась только на 4%, значение ψ увеличилось на 15%. Однако при малых амплитудах деформации (0,4...0,8 мм) уменьшение резонансной частоты составило 27%, а значение ψ уменьшилось на 31%. Вероятно, износ проволок в МР и “spring cushion” происходит различным образом, этот вопрос нуждается в дополнительном исследовании.
Таким образом, несмотря на значительную долю ручного труда при производстве материала МР, он обладает большей несущей способностью. Поэтому для защиты объекта можно применять меньшее количество виброизоляторов, или упругодемпфирующие элементы меньшего размера. Это экономит дорогостоящую проволоку из нержавеющей стали и детали конструкции виброизолятора.
Список литературы Сравнение российских и зарубежных виброизоляторов из проволочных демпфирующих материалов
- Чегодаев Д.Е., Мулюкин О.П., Колтыгин Е.В. Конструирование рабочих органов машин и оборудования из упругопористого материала МР. Самара: СГАУ, 1994.
- А. с. № 183174 СССР, МПК В21F 21/00. Способ изготовления нетканого материала МР из металлической проволоки/Сойфер А.М., Бузицкий В.Н., Першин В.А.; Заявл. 27.07.60; Опубл. 17.06.66.
- A. с. № 136608 СССР, кл.47 а,8. Упругий элемент для систем демпфирования/А.М. Сойфер, В.Н. Бузицкий, В.А. Першин; Заявл. 27.07.60; Опубл.09.10.61.
- А. с. № 1333596 СССР, МКИ B30B 11/02/Пресс-форма/Тройников А.А., Барас С.Д./Заявл. 04.11.85, опубл. 30.08.87, БИ № 32.
- Vibration and Shock Handbook. L.: Hutchinson, 2000. -240 pp.
- Пат. EP0838283 Германия, МКИ4 B21F27/02; B21F27/16; B21F27/00; (IPC1 7): B21F27/16. Spring cushion/Ottmar Horst, Helldoerfer Thomas, Kranzler Guenther. -заявлено 29.04.98.
- Пат. DE10106595A1 Германия, МКИ4 B21F45/00; B23P13/00; D04B1/22; D04B21/20. Method for the production of a tubular intermediate-product from spring steel material/Jörg Habisreitinger. -заявлено 09.02.01; опубл. 22.08.02.
- Пат. EP1231000 Германия, МКИ4 B21F33/00; B21F33/00D; B21F45/00. Method for the production of a tubular intermediate-product from spring steel material/Jörg Habisreitinger. -заявлено 14.08.02.
