Сравнительные металлографические исследования образцов, полученных технологией прямого лазерного выращивания

Автор: Попов Александр Сергеевич, Баранов Дмитрий Александрович, Дяговцов Игорь Анатольевич, Мурзин Сергей Петрович, Щедрин Евгений Юрьевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 4-6 т.18, 2016 года.
Бесплатный доступ
Рассматривается процесс прямого лазерного выращивания методами гетерофазной порошковой металлургии образцов из жаропрочных сплавов типа ХН60ВТ и ЖС6У, используемых в производстве особоответственных деталей и узлов газотурбинных двигателей. Данная технология предлагается к внедрению в производство деталей и узлов газотурбинных двигателей с целью существенного снижения себестоимости производства и сокращения производственного цикла. Были проведены металлографические исследования образцов из сплавов ХН60ВТ и ЖС6У, полученных методом прямого лазерного выращивания, а также был произведен анализ микропористости полученных образцов.
Гетерофазная металлургия, аддитивные технологии, жаропрочные сплавы, прямое лазерное выращивание, газотурбинный двигатель
Короткий адрес: https://sciup.org/148205731
IDR: 148205731 | УДК: 621.373.826;
Comparative metallographic research of samples obtained with laser direct deposition technology
The method of laser direct deposition with heterophase powder metallurgy techniques of the high-temperature alloys HN60WT and GS6U samples is considered, which used in the production of highly responsible parts and components of gas turbine engines. The technology proposed for implementation in the production of parts and components of gas turbine engines to significantly reduce the cost of production and reduce the production cycle. Metallographic research of alloys HN60WT and ZGS6U samples were held, which obtained by laser direct deposition. Also the micro-porosity analysis of the received samples was produced.
Текст научной статьи Сравнительные металлографические исследования образцов, полученных технологией прямого лазерного выращивания
в рамках федеральной целевой программы «Исследования и разработки по приоритетным направлениям развития научно-технологического комплекса России на 2014 - 2020 годы» по теме «Создание технологии высокоскоростного изготовления деталей и компонентов авиационных двигателей методами гетерофазной порошковой металлургии».
Цель разрабатываемой технологии состоит в формировании изделия из порошка, подаваемого сжатой газопорошковой струей непосредственно в зону выращивания, причем газопорошковая струя может быть как коаксиальной, так и не коаксиальной сфокусированному лазерному лучу, обеспечивающему нагрев и частичное плавление порошка и подогрев подложки [11, 12]. На рис. 1 представлены крупногабаритные детали турбины, выбранные в качестве пилотных по данному проекту – кольцо наружное 4 ступени (рис. 1 а), корпус выходной (рис. 1 б). Эксплуатация данных деталей характеризуется высокой температурой – до 650 0С, силовой нагрузкой до 15 тонн, существенной разницей давления на входе и выходе, а также агрессивной рабочей средой – смеси продуктов сгорания топлива с воздухом. Изготовление крупногабаритных деталей турбины сопровождено длительным производственным циклом, высокой трудоемкостью изготовления, низким коэффициентом использования материала, и, вследствие этого, высокой себестоимостью изготовления.
МЕТОДИКА ИССЛЕДОВАНИЙ
Изготовление образцов проводилось с использованием технологии прямого лазерного выращивания методом гетерофазной порош-
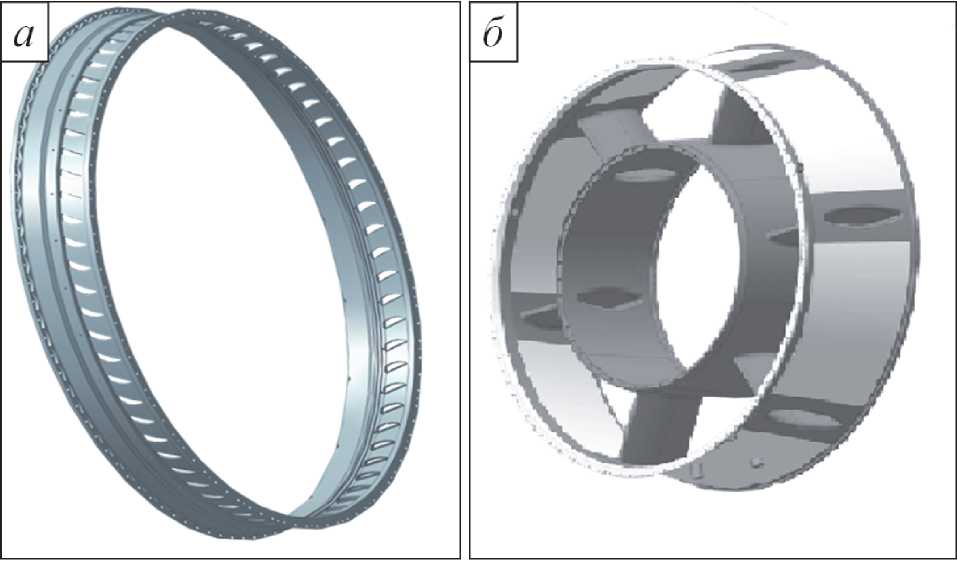
Рис. 1 . Детали турбины двигателя НК-36СТ: кольцо наружное 4-ой ступени (а); корпус выходной (б)
ковой металлургии на лабораторном комплексе на базе промышленного робота Fanuc в Институте лазерных и сварочных технологий Санкт-Петербургского политехнического университета Петра Великого. Схема выращивания образцов показана на рис. 2. Для изготовления образцов методом прямого лазерного выращивания для проведения исследовательских испытаний с использованием прецизионных цилиндрических слитков-электродов получены порошки из никелевого жаропрочного сплава ЖС6У ОСТ 1 9012685. Изготовление порошков проводилось путем плазменного центробежного распыления вращающегося слитка-электрода на установке УЦР-6. Скорость вращения слитка-электрода 14000 об/ мин. Образцы выращивались по следующим режимам: мощность излучения – 400 Вт, диаметр пятна 0,8…1,4 мм, расход несущего газа 5…10 л/мин, атмосфера – аргон. Термообработку проводили в вакууме при максимальной температуре 1210 ºС, время выдержки составляло 3,5…4 часа, скорость охлаждения до 1000 ºС не менее 45 ºС в минуту. Химический состав сплавов ЖС6У ОСТ 1 90126-85 и ХН60ВТ ГОСТ 5632-77 представлен в табл. 1, 2.
На оборудовании ФГАОУ ВО «СПбПУ» и НИТУ «МИСиС» выполнены металлографические исследования и механические испытания выращенных образцов из жаропрочных никелевых сплавов. Проведено сравнение полученных микроструктур до и после термообработки.
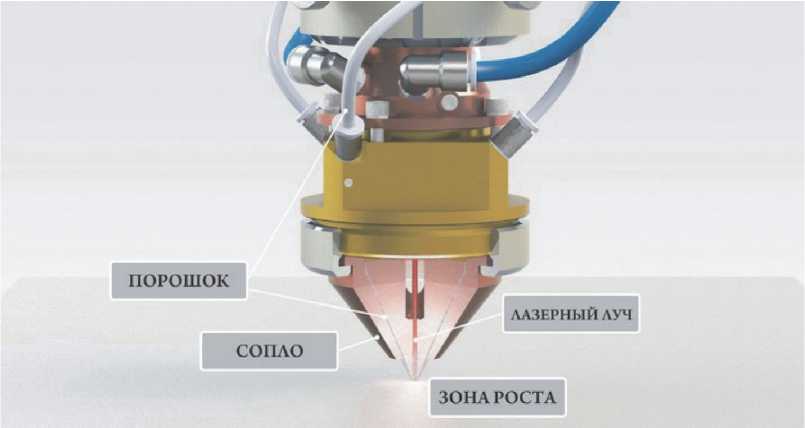
Рис. 2 . Схема процесса прямого лазерного выращивания
Таблица 1. Жаропрочный сплав ЖС6У ОСТ 1 90126-85
|
Fe |
C |
Si |
Mn |
Ni |
S |
Cr |
Ce |
Mo |
W |
Co |
Nb |
Ti |
Al |
Zr |
- |
|
о |
см о ю о |
о о |
о о |
СМ чо to Ю |
о о о |
m о< со |
СМ о о о |
см см |
m о< |
m О Ох |
см со о |
Оч СМ см |
чо СП |
о О О |
Я CQ О О о 2 |
Таблица 2. Жаропрочный сплав ХН60ВТ ГОСТ 5632-77
|
Fe |
C |
Si |
Mn |
Ni |
S |
P |
Cr |
W |
Ti |
Al |
|
^ о |
о о |
со о о |
LT) о о |
см ьо о со о LT) |
to о о о |
ю о о о |
LO 40 см LO to см |
40 to |
о to о |
LO о о |
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ
На рис. 3 представлены структуры образцов, полученных методом прямого лазерного выращивания, до (а) и после термической обработки (б). В структуре присутствуют локальные области с мелкими и крупными зернами, что связано с неравномерностью воздействия лазерного излучения на материал и перемешиванием в жидкой фазе. Проведен анализ микропористости полученных образцов. Результаты анализа представлены в табл. 3.
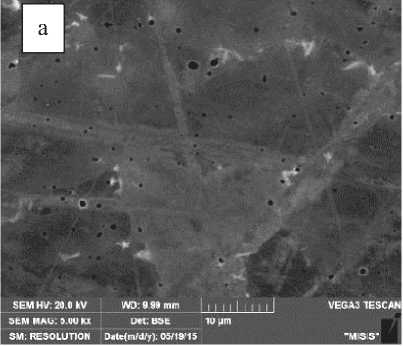
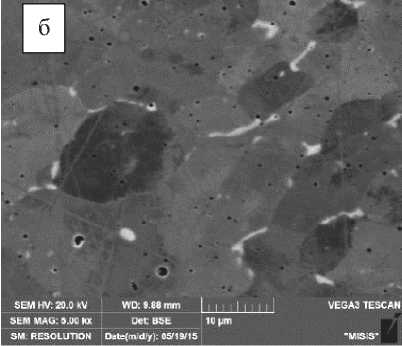
Рис. 3 . Структуры образцов, полученных прямым лазерным выращиванием, до (а) и после термической обработки (б), х5000
Таблица 3. Результаты определения микропористости полученных образцов
|
№ |
Показатель |
Ед. изм. |
Значение |
|
|
До термообработки |
После термообработки |
|||
|
1 |
Число частиц |
шт. |
119 |
236 |
|
2 |
Доля |
% |
0,4 |
0,4 |
|
3 |
Удельная поверхность |
1/мкм |
0,002 |
0,003 |
|
4 |
Средняя хорда |
мкм |
8,2 |
6,2 |
|
5 |
Межчастичное расстояние |
мкм |
1,8*103 |
1,8*103 |
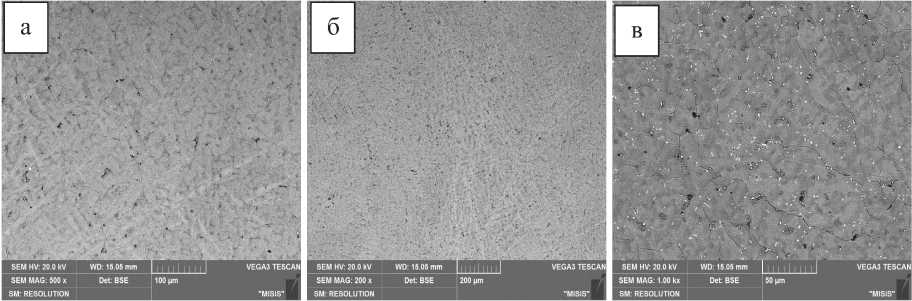
Рис. 4. Структуры образцов из сплава ЖС6У в состоянии «выращивание»: а – х200, б – х500, в – х1000
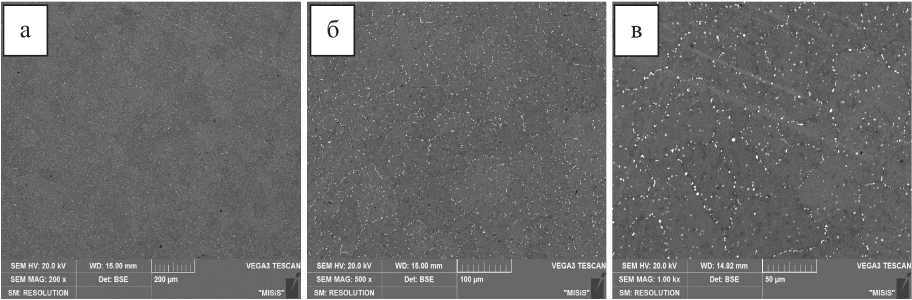
Рис. 5. Структуры образцов из сплава ЖС6У в состоянии «выращивание + термообработка»: а – х200, б – х500, в – х1000
В результате анализа представленных в табл. 3 данных определено, что количественные значения микропористости для образцов до и после термической обработки равны между собой, несмотря на то, что вид структур различен. При этом малый размер пор (6-10 мкм) позволяет предположить, что они образовались в шлифе в том месте, где были неметаллические включения, предположительно оксиды марганца, кремния, алюминия, которые выкрошились в процессе полировки поверхности шлифа. На рис. 4 представлены структуры полученных образцов из сплава ЖС6У, имеющих дисперсное дендритное строение никелевого твердого раствора, внутри которых расположены фазы различных интер-металлидов, на основе титана и хрома. Также в структуре присутствуют микропоры и частицы оксидов. Для оценки влияния термообработки на структуру полученных образцов были проведены металлографические исследования образцов после отпуска. Структуры образцов в состоянии «выращивание + термообработка» приведена на рисунке 5. После термической обработки дендритное строение микроструктуры сплава отсутствует, наблюдается мелкозернистое строение никелевого твердого раствора, а фазы интер-металлидов расположены преимущественно по границам зерен. Выявлено наличие в структуре небольшой микропористости и некоторых частиц оксидов.
ВЫВОДЫ
В результате выполненного анализа определено, что микропористость образцов, полученных с применением технологии прямого лазерного выращивания, имеет удовлетворительное значение, причем поры после термической обработки становятся мельче, а распределение их более равномерно. Размер дендритной ячейки и зерна образцов из сплава ЖС6У, полученных методом прямого лазерного выращивания меньше, чем у изготовленных по традиционной технологии литых образцов, что указывает на значительный потенциал технологии лазерного выращивания для получения повышенного уровня механических свойств в изделиях.
Имеются перспективы совершенствования разрабатываемой технологии прямого лазерного выращивания. При проведении опытно-технологических работ целесообразно выполнение сравнительных исследований структур образцов, полученных с применением разрабатываемой технологии, и литых образцов, а также проведение усталостных испытаний и испытаний на разрыв выращенных образцов.
Список литературы Сравнительные металлографические исследования образцов, полученных технологией прямого лазерного выращивания
- Технологические возможности лазерной наплавки с использованием мощных волоконных лазеров/Г.А. Туричин, Е.В. Земляков, Е.Ю. Поздеева, Я. Туоминен, П. Вуористо//МиТОМ, 2012. №3. 37 с.
- Грабченко А.И., Внуков Ю.Н., Доброскок В.Л. и др. Интегрированные генеративные технологии . Харьков: НТУ «ХПИ», 2011. 416 с.
- Toyserkani E., Khajepour A., Corbin S. Laser cladding. Boca Raton: CRS Press, 2005. 280 p.
- Advances in Laser Materials Processing: Technology, Research and Application/Eds. J. Lawrence, J. Pou, D.K.Y. Low, E. Toyserkani. Cambridge: Woodhead Publishing/CRC Press, 2010. 828 p.
- Laser in Manufacturing/Ed. J. Paulo Davim. ISTE Ltd., John Wiley & Sons, Inc., 2012. -256 p.
- Зленко М.А., Попович А.А., Мутылина И.Н. Аддитивные технологии в машиностроении. СПб.: Изд-во СПбГПУ, 2013. 221 с.
- Pinkerton A.J. Advances in the modeling of laser direct metal deposition//Journal of Laser Applications, 2015. Vol. 27, N S1. S15001.
- Amine T., Newkirk J.W., Liou F. Investigation of effect of process parameters on multilayer builds by direct metal deposition//Applied Thermal Engineering, 2015. Vol. 73, N 1. P. 498-509.
- Boisselier D., Sankaré S., Engel T. Improvement of the laser direct metal deposition process in 5-axis configuration//Physics Procedia, 2014. Vol. 56 (C). P. 239-249.
- Amine T., Newkirk J.W., Liou F. An investigation of the effect of direct metal deposition parameters on the characteristics of the deposited layers//Case Studies in Thermal Engineering, 2015. Vol. 3. P. 21-34.
- Технология лазерной обработки конструкционных и инструментальных материалов в авиадвигателестроении/Р.Р. Латыпов, Н.Г. Тереулов, А.М. Смыслов, А.В. Лобанов . М.: Машиностроение, 2007. 240 с.
- Ермолаев А.С., Иванов А.М., Василенко С.А. Лазерные технологии и процессы при изготовлении и ремонте деталей газотурбинного двигателя//Вестник ПНИПУ. Аэрокосмическая техника. 2013. № 35. С. 49-63.
