Статическая балансировка стальных междупильных прокладок

Автор: Д. М. Мухаммадиев, Ф. Х. Ибрагимов, О. Х. Абзоиров, Н. К. Жумаев, Л. Ю. Жамолова
Журнал: Современные инновации, системы и технологии.
Рубрика: Машиностроение, металлургия и материаловедение
Статья в выпуске: 4 (1), 2024 года.
Бесплатный доступ
В статье приведены результаты расчетов статической балансировки стальных междупильных прокладок для хлопкоочистительных машин. При этом для изготовления стальных междупильных прокладок используется сварное соединение поясов, что приводит к дисбалансу прокладок. Для статической сбалансировки междупильных прокладок снимаем массу mk =-6,3×10-4 кг из двух отверстий с диаметром 13.2 мм для однопоясной, а для двухпоясной конструкции с диаметром 11.85 мм mk =-1,044×10-3 кг. Вышеуказанные результаты расчетов позволили установить пути статической балансировки стальных междупильных прокладок одно- и двухпоясных конструкций, предназначенных для валов с большими и меньшими диаметрами.
Пильный цилиндр, междупильная прокладка, сварной стальной пояс, сталь 3, электродуговая сварка, кемпи, дисбаланс, статическая балансировка, центробежная сила, диаметр отверстий
Короткий адрес: https://sciup.org/14129625
IDR: 14129625 | УДК: 621.01 | DOI: 10.47813/2782-2818-2024-4-1-0401-0408
Текст статьи Статическая балансировка стальных междупильных прокладок
DOI:
Неуравновешенность или дисбаланс вращающихся деталей является одним из факторов, влияющим на надежность машин при эксплуатации. Неуравновешенность деталей вызывает переменные нагрузки на подшипниковые опоры, повышенный износ касающихся поверхностей с сопровождением вибраций вращающихся узлов машин [1].
Известно, что основными недостатками пильных цилиндров хлопкоочистительных машин является использование дефицитного цветного металла – алюминия, деформация алюминиевых прокладок, излишний вес и дороговизна [2-4]. Существующие конструкции междупильной прокладки не обеспечивают технологические требования к пильным цилиндрам, то есть, к точной координации пил в межколосниковых зазорах колосниковой решетки и приданию необходимой жесткости пильному цилиндру [5-7].
Поэтому, наиболее перспективным и отвечающим технологическим требованиям пильного цилиндра, на наш взгляд, является применение новых конструкций междупильных прокладок для пильного джина и линтерной машины на основе новых принципов изготовления, отвечающих требованиям технологии первичной обработки хлопка [8].
Для устранения вышеуказанных недостатков при изготовлении междупильных прокладок пильных цилиндров хлопкоочистительных машин для больших диаметров (радиусов r) валов предложена новая однопоясная конструкция междупильной прокладки волокноотделителя и линтерных машин (рисунок 1), в которой диск с отверстием под размер вала с большим радиусом r и концентрически расположенный пояс выполнены из прочного листового металла, причём наружный диаметр (D) диска выполнен в виде прямобочной шлицы, а концентрически расположенный пояс выполнен в виде кольца с отверстиями по периметру для соединения диска и кольца [9]. При этом для изготовления стальных междупильных прокладок используется сварное соединение поясов, что приводит к дисбалансу прокладок. Поэтому возникает необходимость статически сбалансировать междупильные прокладки.
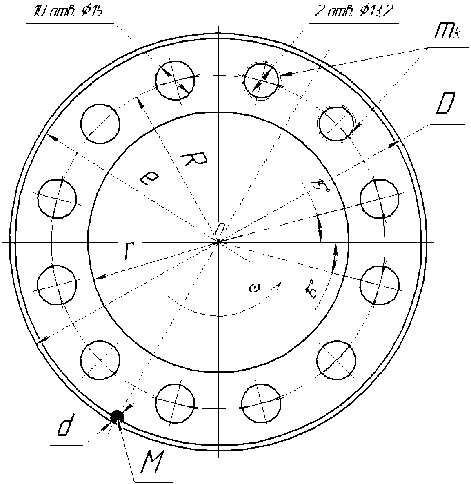
Рисунок 1. Схема неуравновешенности однопоясной междупильной прокладки из-за шва сварки.
Figure 1. Diagram of unbalance of a single-belt inter-saw spacer due to a weld seam.
МАТЕРИАЛЫ И МЕТОДЫ
Статическая балансировка однопоясной междупильной прокладки
В процессе изготовления стальных междупильных прокладок используется сварное соединение поясов. Поэтому при вращении прокладки с массой М и диаметром d шва (рисунок 1) относительно оси с угловой скоростью <о=76.44 с-1 со смещенным центром масс на величину эксцентриситета е =0,078 м возникает центробежная сила (таблица 1):
Р = М ■ е ■ < 2 . (1)
Таблица 1. Результаты расчета неуравновешености однопоясной междупильной прокладки.
Table 1. Results of calculating the imbalance of a single-belt inter-saw spacer.
|
Количество прокладок |
Диаметр шва d, м |
M , кг |
е , м |
w, c-1 |
P , H |
R , м |
e/R |
m k , кг |
|
1 |
0,005 |
0,000514 |
0,08 |
76,45 |
0,2342 |
0,064 |
1,2188 |
0,00063 |
|
129 |
0,005 |
0,066278 |
0,08 |
76,45 |
30,2110 |
0,064 |
1,2188 |
0,08078 |
Для статической балансировки однопоясной междупильной прокладки, с учетом центробежной силы инерции, действующей на дополнительно введенную массу М от сварки , необходимо соблюдать равенство
Т к ■ R ■ й = М • е • й. (2)
Отсюда находим, что
Т к = е-М/К= 1,21875 М. (3)
Вышеуказанная конструкция междупильной прокладки (рисунок 1) предназначена для валов с большими диаметрами [9], а для валов с меньшими диаметрами предложена другая конструкция [10], представленная на рисунке 2.
Статическая балансировка двухпоясной междупильной прокладки
Для устранения указанных недостатков при изготовлении междупильных прокладок хлопкоочистительных машин для меньших диаметров (радиусов r ) валов пильного цилиндра предложена новая конструкция двухпоясных междупильных прокладок (рисунок 2), в которой диск с отверстием под размер с меньшем радиусом r вала и концентрически расположенный пояс выполнены из прочного листового металла, причём наружный диаметр диска выполнен в виде прямобочной шлицы, а концентрически расположенный пояс выполнен в виде кольца с отверстиями по периметру для соединения диска и кольца. При этом во внутреннее отверстие диска установлен второй пояс с отверстиями [10].
10 отй ^15 2 отй #1185
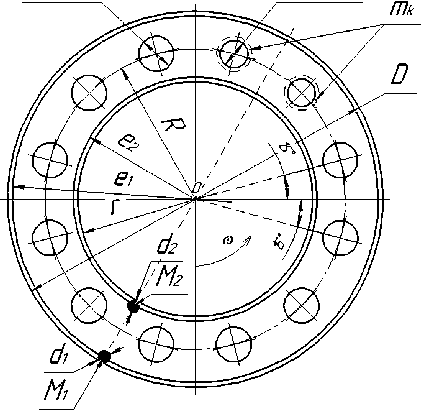
Рисунок 2. Схема неуравновешености двухпоясной междупильной прокладки.
Figure 2. Diagram of imbalance of a two-belt inter-saw spacer.
При вращении двухпоясной прокладки с массой швов М 1 и М 2 (рисунок 2) относительно оси с угловой скоростью <н=76.44 с -1 со смещенным центром масс на величинах эксцентриситета е 1 =0,078 м и е 2 =0,052 м возникают центробежные силы (таблица 2).
Чтобы при вращении двухпоясной прокладки центробежная сила инерции, действующая на дополнительно введенную массу М1 и М2 от сварочных швов, необходимо соблюдение равенства (3), откуда находим, что тк1=ei M/R= 1.2188 М; (4)
T k2 =e 2- M 2 /R= 1.8125 -М 2 . (5)
Таблица 2. Результаты расчета неуравновешености двухпоясной междупильной прокладки.
Table 2. Results of calculating the imbalance of a two-belt inter-saw spacer.
|
Количество прокладок |
Диаметр шва, м |
M , кг |
е , м |
w, c-1 |
P , H |
R , м |
e/R |
m k , кг |
m k , кг |
|
по отдельности |
Общая |
||||||||
|
1 |
0,005 |
0,000514 |
0,078 |
76,45 |
0,2342 |
0,064 |
1,2188 |
0,00063 |
0,001044 |
|
0,005 |
0,000514 |
0,052 |
76,45 |
0,1561 |
0,064 |
0,8125 |
0,00042 |
||
|
129 |
0,1326 |
50,3517 |
0,13463 |
0,13463 |
РЕЗУЛЬТАТЫ
Таким образом, чтобы избавиться от воздействия данной силы на подшипники, снимаем массу т к из двух отверстий с диаметром 13.2 мм для однопоясного (рисунок 2), а для двухпоясного (рисунок 2) с диаметром 11.85 мм. Для этого до сварки замерим массу т дл диска и листа прокладки, а после замера массу прокладки т пр определяем значения т к = т пр - т дл ., результаты которых приведены в таблицах 3 и 4.
Таблица 3. Необходимые диаметры балансировочных отверстий для однопоясного междупильной прокладки.
Table 3. Required diameters of balancing holes for a single-belt spacer.
|
Диаметр отверстий, м |
Масса двух отверстий, кг |
Удаляемая масса, кг |
|
|
Для одной прокладки |
Для 129 прокладок |
||
|
0,015 |
0,00277 |
0,00000 |
0,00000 |
|
0,0145 |
0,00259 |
-0,00018 |
-0,02346 |
|
0,014 |
0,00242 |
-0,00036 |
-0,04613 |
|
0,0135 |
0,00225 |
-0,00053 |
-0,06800 |
|
0,0132 |
0,00215 |
-0,00063 |
-0,08074 |
|
0,0125 |
0,00193 |
-0,00085 |
-0,10936 |
|
0,012 |
0,00178 |
-0,00100 |
-0,12884 |
Таблица 4. Необходимые диаметры балансировочных отверстий.
Table 4. Required diameters of balancing holes.
|
Диаметр отверстий, м |
Масса двух отверстий, кг |
Удаляемая масса, кг |
|
|
Для одной прокладки |
Для 129 прокладок |
||
|
0,015 |
0,00277 |
0,000000 |
0,00000 |
|
0,0145 |
0,00259 |
-0,000182 |
-0,02346 |
|
0,014 |
0,00242 |
-0,000358 |
-0,04613 |
|
0,0135 |
0,00225 |
-0,000527 |
-0,06800 |
|
0,013 |
0,00208 |
-0,000691 |
-0,08908 |
|
0,0125 |
0,00193 |
-0,000848 |
-0,10936 |
|
0,012 |
0,00178 |
-0,000999 |
-0,12884 |
|
0,011847 |
0,00173 |
-0,001044 |
-0,13465 |
ЗАКЛЮЧЕНИЕ
При изготовлении однопоясной междупильной прокладки с диаметром отверстий 15 мм в количестве 10 штук (рисунок 1), необходимо уменьшить диаметр оставшихся двух отверстий до 13.2 мм, что дает возможность компенсировать дисбаланс прокладки от шва сварки m k =-6,3 ⋅ 10-4 кг. На 130 пильный цилиндр это составляет m k =-80.78 гр.
Для изготовления двухпоясной междупильной прокладки с диаметром отверстий 15 мм в количестве 10 штук, необходимо уменьшить диаметр оставшихся двух отверстий до 11.85 мм, что дает возможность компенсировать дисбаланс прокладки от шва сварки m k =-1,044 ⋅ 10-3 кг, что в сумме для 130 пильного цилиндра составляет m k =-134.63 гр.
Вышеуказанные результаты расчетов позволили установить пути статической балансировки стальных междупильных прокладок как одно- и двухпоясных конструкций, предназначенных для валов с большими и меньшими диаметрами.
