Статистический анализ измерительного процесса при использовании нового метода диагностирования электрооборудования автомобилей

Автор: Пьянов М.А., Пионтковская С.А.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 4 т.8, 2006 года.
Бесплатный доступ
В статье представлена статистическая оценка пригодности измерительного процесса, используе- мого в разработанной специалистами Тольяттинского государственного университета установке тестирования электрооборудования автомобиля ВАЗ-1118 LADA-KALINA.
Короткий адрес: https://sciup.org/148197874
IDR: 148197874 | УДК: 629.1.066
Statistical analysis of the measuring process on appliction of the new car electrical equipment diagnostication method
This article gives the statistical estimation of the aptitude of the measuring process, used in the testing device of VAZ-1118 LADA-KALINA electrical equipment, developed by the experts of Togliatti Stat University.
Текст научной статьи Статистический анализ измерительного процесса при использовании нового метода диагностирования электрооборудования автомобилей
Тольяттинский государственный университет
В статье представлена статистическая оценка пригодности измерительного процесса, используемого в разработанной специалистами Тольяттинского государственного университета установке тестирования электрооборудования автомобиля ВАЗ-1118 LADA-KALINA.
Согласно принятой в действующей международной нормативной документации, регламентирующей процедуры статистического анализа измерительных и контрольных процессов (MSA) [1], систематическая погрешность в результатах измерений, полученных с помощью измерительного процесса, характеризуется его смещением, которое, как правило, оценивается как разность между средним значением результатов многократных измерений и предполагаемым истинным значением измеряемого параметра (рис.1).
Линейность смещения измерительного процесса – изменение смещения измерительного процесса в диапазоне значений измеряемого параметра (рис.1).
Зависимость между значениями измеряемого параметра и смещением может быть выражена в виде математического уравнения, числовой таблицы или графика.
Случайные ошибки проявляют себя как изменчивость результатов повторных измерений. Обычная причина изменчивости – источник изменчивости, всегда влияющий на индивидуальные значения результата процесса. Особая причина изменчивости – источник изменчивости, влияние которого на процесс может прерываться, часто непредсказуемо.
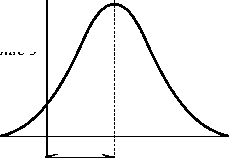
Стабильность измерительного процесса (или статистически управляемое состояние) – это состояние измерительного процесса, при котором удалены все особые причины изменчивости, то есть наблюдаемая изменчивость может быть объяснена постоянной системой обычных причин (рис.2). Стабильность измерительного процесса отражается на контрольной карте отсутствием точек за контрольными границами, трендов, неслучайного поведения в контрольных границах.
Сходимость результатов измерений – степень близости результатов последовательных измерений одного и того же измеряемо-
Выборка 1
Выборка 2
Предполагаемое истинное значение 1
Предполагаемое истинное значение 2
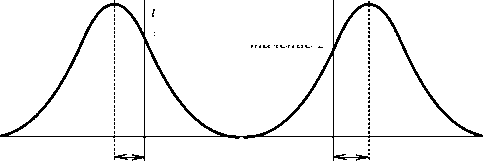
Смещение 2
Смещение 1
Нижний предел значений рабочего диапазона измерительного процесса
Выборка 3
Предполагаемое истинное значение 3
Смещение 3
Верхний предел значений рабочего диапазона измерительного процесса
Значения параметра детали
Рис. 1. Смещение и линейность смещения измерительного процесса
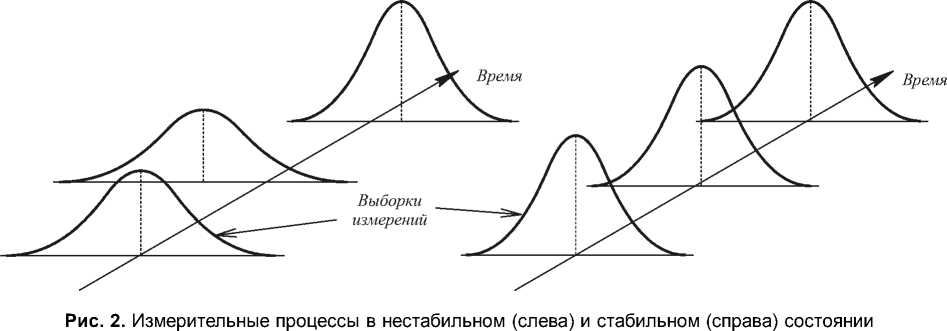
го параметра, выполненных повторно одними и теми же средствами измерительной техники, одним и тем же методом и одним и тем же оператором (рис.3). Сходимость может быть выражена количественно как ширина зоны рассеивания результатов серии измерений.
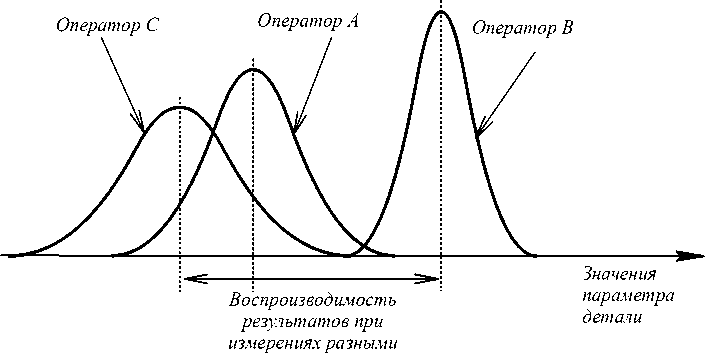
Воспроизводимость результатов измерений – степень близости результатов измерений одного и того же измеряемого параметра, выполненных при измененных условиях измерения (рис.4). Измененные условия включают в себя чаще всего изменение оператора. При более общем анализе воспроизводимости результатов измерений измененные условия вместо изменения оператора должны содержать изменения методики выполнения измерений, средств измерительной техники, места и времени проведения измерений.
Кроме того, достоверное установление воспроизводимости требует констатации изменившихся условий измерения.
Воспроизводимость может быть выражена количественно как величина рассеивания результатов серии измерений при постоянстве условий в каждой серии.
Ключевой параметр автомобильного
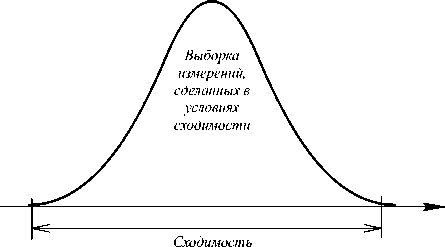
Рис. 3. Сходимость результатов измерений компонента – это такой параметр, полная изменчивость которого может значительно повлиять на качество, надежность, безопасность автомобиля или соответствие автомобиля законодательными нормами.
Допуск на параметр автомобильного компонента – диапазон значений параметра автомобильного компонента, в пределах которого автомобильный компонент считается годным по данному параметру.
Изменчивость параметра автомобильного компонента – различия значений параметра индивидуальных автомобильных компонентов.
Изменчивость результатов измерений – различия результатов многократных измерений параметра образца. Изменчивость может быть выражена количественно в виде дисперсионных характеристик распределения возможных значений параметра.
На рис.5 наглядно представлены отличия между понятиями “Допуск на параметр” автомобильного компонента, “Изменчивость параметра” автомобильного компонента и “Изменчивость результатов измерений”.
Статистический анализ измерительного процесса при использовании нового метода диагностирования автомобильного электрооборудования [2] проводился на основании данных, полученных в результате специально проведенного экспериментального исследования, заключающегося в многократном измерении образцовых деталей различными операторами. Причем, под измерительным процессом подразумевается не только средство измерения, а совокупность измеряемого образца, средств измерительной техники
операторами
Рис. 4. Воспроизводимость результатов при измерениях разными операторами
и другого оборудования, оператора, окружающей среды и соответствующей методики выполнения измерений. В качестве средства измерения была выбрана разработанная специалистами Тольяттинского государственного университета установка тестирования электрооборудования автомобиля ВАЗ-1118 LADA-KALINA [3].
Перед проведением исследования измерительного процесса все средства измери-
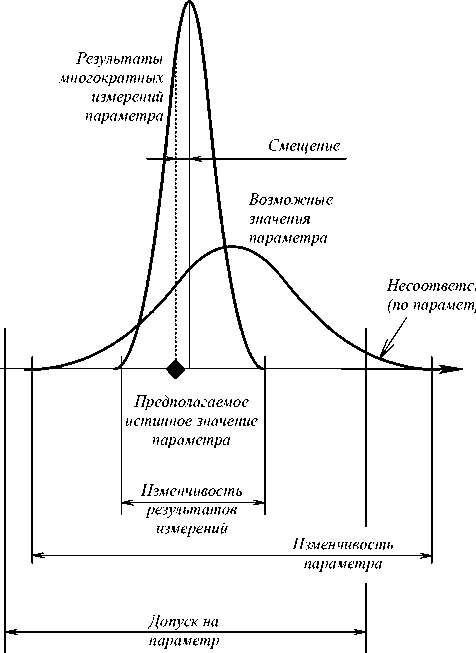
Рис. 5. Изменчивость параметра автомобильного компонента и измерительного процесса тельной техники, входящие в состав измерительного процесса, прошли калибровку.
В качестве диагностируемого автомобильного компонента был выбран модуль зажигания 2111 – 3705010 фирмы Bosch (Германия) автомобиля ВАЗ-1118 LADA-KALINA, фотография которого представлена рис.6. Для проведения исследований было отобрано пять образцов серийного производства.
Заключение о приемлемости измерительного процесса выдается на основании оценивания его статистических характеристик:
– изменчивости результатов измерений (выраженной количественно через дисперсионные характеристики результатов измерений);
– изменчивости измеряемого параметра (выраженной через аналогичные дисперсионные характеристики, либо через допуск на параметр).
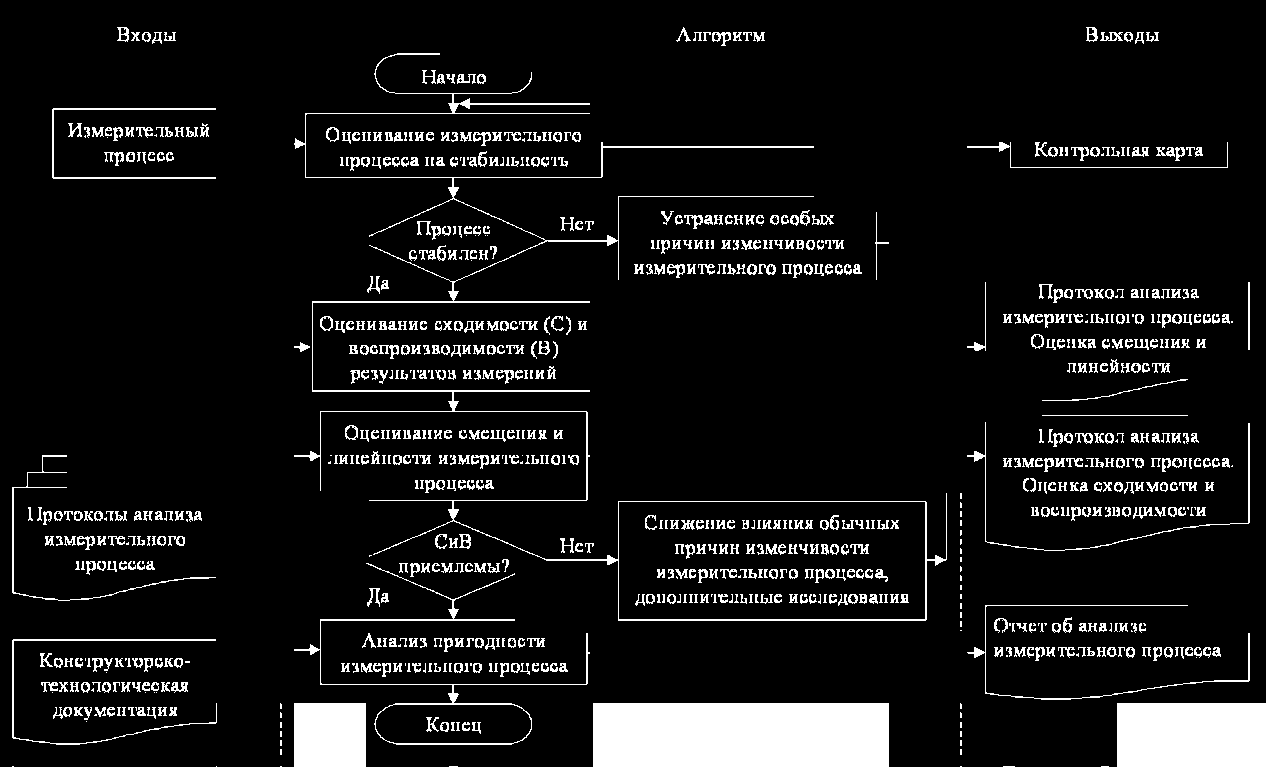
Первоначальное оценивание статистических характеристик измерительных процессов для параметров автомобильных компонентов, а также параметров процессов их производства осуществляется в следующем порядке (рис. 7):
– исследование измерительного процесса на стабильность;
– в случае если измерительный процесс нестабилен – устранение особых причин изменчивости, внесение соответствующих изменений в процесс измерения;
– оценивание смещения и линейности смещения измерительного процесса;
– оценивание сходимости и воспроизводимости результатов измерений;

Рис. 6. Фотография диагностируемого автомобильного компонента электрооборудования – модуля зажигания автомобиля ВАЗ-1118 LADA-KALINA
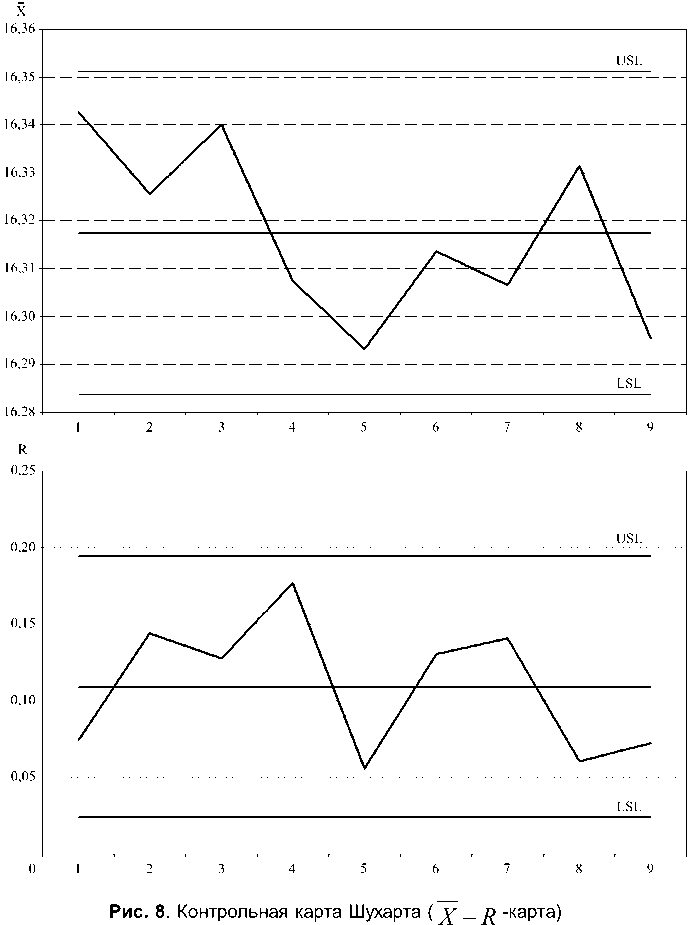
бранных автомобильных компонентов. Одна из контрольных карт приведена на рис.8.
Поскольку все точки Х - r -карты находились в пределах контрольных границ, серии точек (семь и более точек подряд, находящихся по одну сторону от среднего значения или последовательно возрастающих или убывающих) и другие признаки неслучайного поведения отсутствовали, измерительный процесс был признан стабильным.
Абсолютное значение смещения измерительного процесса В рассчитывается по фор- муле Bi = X - Xi, относительное значение смещения %В по формуле:
– в случае неприемлемых сходимости и воспроизводимости результатов измерений -анализ причин повышенной изменчивости, проведение корректирующих действий, повторное оценивание сходимости и воспроизводимости; подготовка отчета об анализе измерительного процесса.
Для оценки стабильности измерительного процесса были использованы контрольные карты средних и размахов (контрольные карты Шухарта), полученные при проведении экспериментальных исследований пяти ото-
% B =
B
USL - LSL
100%,
где USL, LSL – соответственно верхняя и нижняя границы допуска на измеряемый параметр.
Рекомендуемое приемлемое значение %В не более 10%, и его следует учитывать при дальнейших расчетах.
Поскольку допуск на измеряемый параметр составляет 17 ± 5% мс, соответственно:
USL = 17 - 1,05 = 17,85 мс;
Начало карта |
Нет
Конец
Процесс стабилен?
/ СиВ \ приемлемы?
Отчет об анализе
-> измерительного процесса
Входы
Измерительный процесс
Протоколы анализа измерительного процесса
Конструкторско-технологическая документация
Алгоритм
Анализ пригодности измерительного процесса
Устранение особых причин изменчивости измерительного процесса
Выходы
Протокол анализа измерительного процесса. Оценка смещения и линейности
Оценивание измерительного процесса на стабильность
Оценивание сходимости (С) и воспроизводимости (В) результатов измерений
Оценивание смещения и
—► линейности измерительного процесса
Нет
Снижение влияния обычных причин изменчивости измерительного процесса, дополнительные исследования
Протокол анализа измерительного процесса. Оценка сходимости и воспроизводимости
Рис. 7. Схема первоначального оценивания статистических характеристик измерительного процесса
са вычисляется по формуле:
LSL = 17 • 0,95 = 16,15 мс.
Результаты расчетов сведены в табл. 1.
Таким образом, относительное смещение измерительного процесса не превышает 9 %, что позволяет сделать вывод о приемлемости этой статистической характеристики.
Для оценки линейности смещения были использованы результаты экспериментальных исследований пяти образцов отобранных автомобильных компонентов (N = 5) двумя операторами. Исходные данные для расчета коэффициента корреляции сведены в табл. 2.
Коэффициент корреляции R между предполагаемыми истинными значениями измеряемых параметров X i ист и соответствующими смещениями B i измерительного процес-
R =
N NN
n Z УГД-Z XT” Z B
z = 1 z = 1 i = 1

( -Л
I N^ B i B

1,0382
1,09689
= 0,9465
.
Поскольку 0,9 < r < 1, линейную связь между истинными значениями диагностического параметра и соответствующими смещениями измерительного процесса следует считать сильной.
Значение смещения B * получаем с помощью уравнения регрессии, для чего рассчитаем коэффициенты a и b уравнения
Таблица 1. Расчет смещения измерительного процесса
|
№ образца |
1 |
2 |
3 |
4 |
5 |
|
Среднее значение τ ,мс |
16,342 |
16,682 |
17,051 |
17,228 |
17,665 |
|
Абсолютное значение смещения В, мс |
0,149 |
0,035 |
-0,049 |
-0,05 |
-0,076 |
|
Относительное значение смещения %В, % |
8,76 |
2,05 |
2,88 |
2,94 |
4,47 |
Таблица 2 . Исходные данные для расчета коэффициента корреляции
|
№ образца |
1 |
2 |
3 |
4 |
5 |
|||||
|
Оператор |
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
|
Среднее значение τ ,мс |
(N 40 |
40^ |
OO 40^ 40^ |
OO 40^ 40^ |
о |
o |
oo |
IT) 40 40^ |
S 40^ |
|
|
Абсолютное значение смещения В, мс |
o> |
OO oo |
UD О |
OO 04 m |
O> |
40 |
О |
04 |
40 |
о |
|
Истинное значение τ ист ,мс |
16,193 |
16,647 |
17,100 |
17,278 |
17,741 |
|||||
B * = aXucm + b по формулам:
a =
n S X i”" B i - S х ист S B i i = 1 i = 1 i = 1
N
NS(XT) -|SXU i=1
1, 0382 12,1711
= 0,0853
NN b = — У в -у Xй™ ы I 11
N V i=1
0,09 - 7,22
- 1,4476
Тогда смещение:
B * = aX ™ + b = 0,0853 X™ - 1,4476.
Абсолютное значение линейности смещения измерительного процесса L:
L = a ( USL - LSL ) = 0,0853 ( 17,85 - 16,15 ) = 0,0853 .
Величина относительной линейности смещения измерительного процесса %L:
% L = --- L --- 10 0% = —010853—100% = 8,5 3%
( USL - LSL ) 17,85 - 16,15 ’
Полученный результат %L = 8,53% линейности смещения измерительного процесса составляет менее 10 %, а, следовательно, следует считать приемлемым.
Исходные данные для оценки сходимо- сти и воспроизводимости те же, что и для оценки линейности. Для оценивания применим метод средних и размахов.
Для каждого образца рассчитаем сред- нее значение Xij* и размах Rij по формулам:
1Q
Xj* = qsXjk;Rj = m 1ax(Xjk)-m=jn(Xjk)
Результаты расчетов сведены в табл. 3.
Для оператора рассчитывается среднее значение X * j * и средний размах X * j результатов его измерений по формулам:
1 Q 1 N
X» ■ * — — S X- ■ R = — S R j N ij ; j N M j.
Результаты расчета сведены в табл. 4.
Средний размах всех измерений рассчитывается по формуле:
M
R = — s R * j = % ( 1,41940 + 1,40944 ) = 1,41442 mc.
M j = 1 2
Размах между измерениями операторов RO рассчитывается по формуле:
Rn = max ( X,.. *) - min ( X„ )
O j=1, M j j=1, M j ,
RO = 17,0799 - 17,00789 = 0,001 mc.
Оценка среднеквадратичного отклонения (СКО) сходимости (повторяемости) измерительного процесса Se определяется по формуле:
S = R_ = 0,001 = 3,37 , 10 - 4
e D 2 2,97 .
Таблица 3. Результаты расчетов среднего значения и размаха для пяти отобранных образцов
|
№ образца |
1 |
2 |
3 |
4 |
5 |
|||||
|
Оператор |
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
|
Среднее значение τ ,мс |
СП чо" |
СП o |
o> о o |
00 in ^ |
о |
m o_ |
о СП |
О СП |
00 |
04 40^ |
|
Размах R, мс |
O' о o' |
ir> o o" |
ir> o o" |
40 IT) o o" |
ir> o o" |
04 Cl o o" |
00 о о |
40 О о |
00 о, o' |
СП o' |
Оценка СКО воспроизводимости (разными операторами) измерительного процесса SO рассчитывается по формуле:
So =
( R o
\ VD2 V
—
( S 2 )
< NQ v .
So =
f i - io— 3V
\V 2,97 J
( 1,13 . 10 — 7 )
V
5 • 9
V
= 3,33 • 10 — 4.
Малая величина СКО воспроизводимости указывает на незначительность влияния оператора – диагноста на процесс диагностирования автомобильного электрооборудования.
Сходимость результатов измерений оценивается величиной EV, вычисляемой по формуле EV = K a Se , где K a определяется из уровня значимости по таблице значений функции Лапласа [1]. Принимая α =0,99, получаем K α = 5,15.
Для рассматриваемого измерительного процесса:
EV = K a S e = 5,15 • 3,37 - 10 — 7 = 1,74 - 10 — 6 .
Воспроизводимость результатов измерений оценивается величиной AV, вычисляемой по формуле:
AV = K a S O = 5,15 • 3,33 - 10 — 4 = 1,71 - 10 — 3.
Сходимость и воспроизводимость резуль-
татов измерений рассчитывается по формуле:
R & R = V EV 2 + AV 2 = 1,71 • 10 — 3.
Относительная сходимость и воспроизводимость определяется для исследуемого измерительного процесса по формуле:
% R & R„ = R & R 100% = 0,101 %
SL USL — LSL %
Поскольку величина относительной сходимости и воспроизводимости не превышает 1 %, можно сделать вывод, что анализируемый измерительный процесс является приемлемым для оценки соответствия допуску на измеряемый параметр.
В табл. 5 сведены результаты расчетов всех статистических характеристик исследуемого измерительного процесса с анализом их приемлемости.
Так как все статистические характеристики измерительного процесса по результатам анализа были признаны приемлемыми, дальнейший анализ причин изменчивости результатов измерений не потребовался.
Кроме того, высокая воспроизводимость измерительного процесса при работе разных операторов ( SO = 3,33 • 10 — 4) позволяет исключить субъективные факторы при выходном контроле качества автомобиля.
Таким образом, разработанная специалистами Тольяттинского государственного уни-
Таблица 4. Результаты расчетов среднего значения и среднего размаха для каждого оператора
|
№ оператора |
1 |
2 |
|
Среднее значение τ , мс |
17,00799 |
17,00789 |
|
Рамах R, мс |
1,41940 |
1,40944 |
Таблица 5. Результаты расчета статистических характеристик
|
№ |
Статистическая характеристика |
Значение статистической характеристики |
Допускаемый предел статистической характеристики |
Вывод о приемлемости |
|
1 |
Стабильность |
– |
– |
Приемлемо |
|
2 |
Смещение %В |
8,76 % |
≤ 10% |
Приемлемо |
|
3 |
Линейность %L |
8,53 % |
≤ 10% |
Приемлемо |
|
4 |
Сходимость и воспроизводимость % R & RSL |
0,1 % |
≤ 10% |
Приемлемо |
STATISTICAL ANALYSIS OF THE MEASURING PROCESS ON APPLICTION OF THE NEW CAR ELECTRICAL EQUIPMENT DIAGNOSTICATION METHOD
Togliatti State University
This article gives the statistical estimation of the aptitude of the measuring process, used in the testing device of VAZ-1118 LADA-KALINA electrical equipment, developed by the experts of Togliatti Stat University.
верситета установка тестирования электрооборудования автомобиля LADA-KALINA, реализующая новый метод диагностирования, может быть рекомендована для диагностирования автомобильного электрооборудования в условиях массового промышленного производства автомобилей, когда время диагностирования лимитировано ритмом сборочного конвейера.
Внедрение разработанного комплекса технического диагностирования на сборочных автозаводах России позволит ввести сплошной выходной контроль, что существенно повысит качество выпускаемой продукции и, как следствие, конкурентоспособность отечественного автомобиля как на внутреннем, так и на мировом рынке.
Список литературы Статистический анализ измерительного процесса при использовании нового метода диагностирования электрооборудования автомобилей
- Годлевский В.Е., Плотников А.Н., Юнак Г.Л. Применение статистических методов в автомобилестроении/Под ред. А.В. Васильчука. Самара: ГП "Перспектива", 2003.
- Ю.О. Петинов, В.В. Ермаков, М.А. Пьянов. Новый метод диагностирования электрооборудования автомобиля в условиях производства//Автомобильная промышленность. 2006. № 5.
- Петинов О. В., Петинов Ю.О., Пионтковская С.А., Пьянов М.А. Установка тестирования электрооборудования автомобиля ВАЗ 1118 "Калина"//Известия Самарского научного центра РАН. 2006. Т. 8. № S2-2. С. 217-225.
