Структура и износостойкость Stellite 190W при плазменно-порошковой наплавке на медную подложку

Автор: Жаткин Сергей Сергеевич, Паркин Анатолий Алексеевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 4-2 т.20, 2018 года.
Бесплатный доступ
Работа посвящена исследованию структуры и износостойкости плазменно-наплавленных покрытий из порошкового Stellite 190W на медную подложку, сформированных при токах плазменной дуги от 70 до 115 А. Определены некоторые закономерности изменения износостойкости в зависимости от режимов наплавки, условий теплоотвода и формируемой структуры.
Плазменная наплавка, износостойкость, микроструктура, порошковые материалы
Короткий адрес: https://sciup.org/148312485
IDR: 148312485 | УДК: 621.791.927.55
Influence of plasma cladding modes, structural factors and properties on wear resistance of clad powder material Stellite 190W
The work deals with the research of wear resistance of plasma clad layers of the powder Stellite 190W, generated at currents of plasma arc from 70 to 115 A. Some laws of wear resistance change depending on cladding modes, heat conductivity conditions, formed structure and clad material properties, are defined.
Текст научной статьи Структура и износостойкость Stellite 190W при плазменно-порошковой наплавке на медную подложку
В настоящее время в мире ведутся интенсивные работы по получению микрокристаллических и аморфных материалов, а также различного вида наноматериалов. Получаемые при этом материалы могут быть в виде порошков, компактных материалов, а также в виде различных покрытий. Особый интерес представляет возможность получения микро- и нанокристал-лических и аморфных структур при наплавке, обладающих важным комплексом эксплуатационных свойств, таких как высокие твердость, износостойкость, коррозионная стойкость и др.
Процесс формирования микроструктуры при плазменно-порошковой наплавке определяется многими факторами – составом и дисперсностью порошка, его расходом, скоростью движения и током плазменной дуги, расстоянием от сопла до поверхности наплавки, материалом подложки [4-6]. Теплофизические свойства подложки будут определять скорость отвода тепловой энергии от наплавляемого покрытия, скорость кристаллизации расплава и, следовательно, процесс формирования микроструктуры.
По данным работы [1] для получения аморфного состояния из расплава необходима скорость охлаждения, способная подавить кристаллизацию, составляет 105 – 106 оС/с для большинства сплавов (или >104 оС/с). Микрокристаллические сплавы с типичным размером зерен или дендритных ветвей < 1-10 мкм получаются при скоростях охлаждения 102-104 оС/с, что вполне допустимо при контакте расплава с подложкой высокой теплопроводности. Многокомпонент-
ность состава расплава также благоприятно сказывается при получении микрокристаллических и аморфных фаз, т. к. при этом снижаются критические скорости охлаждения [1].
В данной работе приводятся результаты исследования микроструктуры и износостойкости наплавленного покрытия Stellite 190 W при плазменно-порошковой наплавке на медную подложку.
МЕТОДИКИ ЭКСПЕРИМЕНТА
Плазменно-порошковая наплавка Stellite 190 W проводилась на медные образцы толщиной 15 мм и диаметром 90 мм на автоматизированной установке ARC-6 при токе дуги 80 и 100 А и напряжении 23 В. Расстояние от среза сопла плазмотрона до поверхности наплавки составляло 9 мм. Наплавка осуществлялась прямыми дорожками без сканирования плазменной дуги при скоростях движения 5 и 7 мм/с. Расход порошка Stellite 190 W составлял 16 г/мин. Дисперсность частиц порошка составляла 50-120 мкм с микротвердостью 600-800 кг/мм2. Состав и процентное содержание компонентов частиц порошка Stellite 190W представлены в таблице 1.
В процессе наплавки покрытие формировалось без сцепления с подложкой из-за отсутствия зоны сплавления. Отслоившееся покрытие удобно было использовать для дальнейших исследований и возможно практического применения.
Микроструктура поперечных микрошлифов полученного сплава после травления в растворе Мураками исследовалась на металлографическом микроскопе МИМ-8 и электронном микроскопе JSM-6390A фирмы JEOL.
Испытания на абразивный износ были проведены на установке Универсал -1А, обеспечивающей через систему датчиков и средств регистрации непрерывный контроль нормальной нагрузки, момента трения, температуры испыту-
Таблица 1. Химический состав и процентное содержание компонентов Stellite190
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ И ИХ АНАЛИЗ
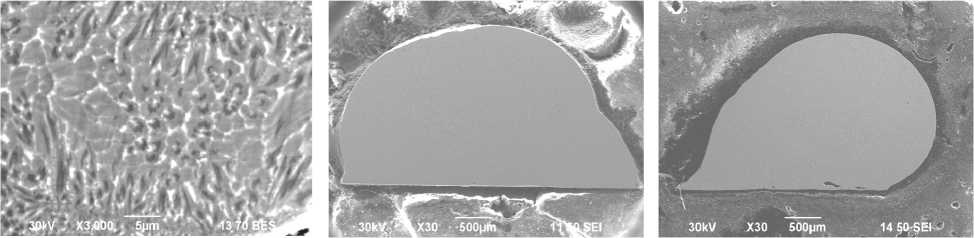
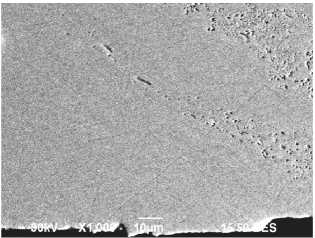
На рис. 1 приведена исходная микроструктура частиц наплавляемого порошка и общий вид формируемых образцов при наплавке Stellite 190 W на медную подложку. Исследования показали, что практически все частицы порошка имеют сферическую форму. В микроструктуре исходных частиц (рис.1 а ) проявляются границы зерен, внутри которых наблюдаются зарождающиеся в небольшом количестве карбидные частицы размером 2-4 мкм.
Из рис.1 б,в видно, что из-за плохого смачивания медной подложки полное растекание расплава наблюдается не всегда и форма наплавленного валика отличается от аналогичной при наплавке на стальную подложку [4-6] Форма формируемого валика существенно повлияла на структуру сформированного покрытия по толщине наплавки (рис. 2-4)
На микроструктуру формируемого при плазменно-порошковой наплавке сплава влияет много факторов. Немаловажную роль при этом играет распределение температуры по толщине наплавки. Последнее будет определяться не только мощностью и скоростью движения плазменной дуги, но и скоростью теплоотвода вглубь подложки. Скорость теплоотвода определяет скорости охлаждения наплавляемого материала.
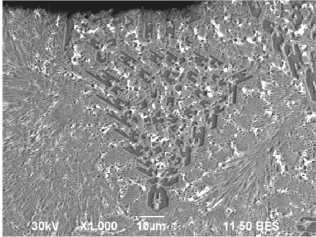
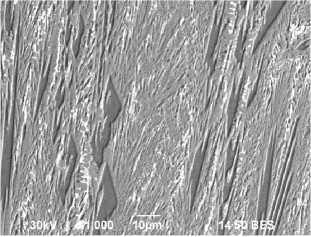
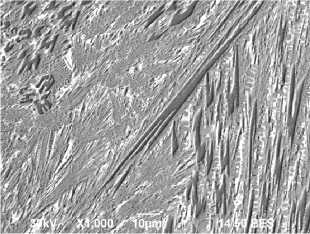
На рис. 2 представлены микроструктуры наплавленного сплава Stellite 190 W , сформированные при разных токах и скоростях движения плазменной дуги.
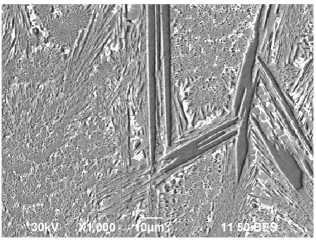
Приведенный рисунок иллюстрирует различие в микроструктуре исходного порошка и наплавленного сплава, а также характерные отличия микроструктуры по толщине наплавки. Во всех случаях на поверхности (рис. 2 а, г, ж, к ) формируется структура с мелкими карбидами и мелкодисперсной эвтектикой. Более детальное исследование показало, что морфология (структурное строение) эвтектики в данной области в основном «лепестковая» (рис. 3 а ). Карбиды в такой эвтектике, представляющие собой мелкие частицы или пластины, имеют размер 0.3-1 мкм. Размеры отдельных карбидов 5-15 мкм.
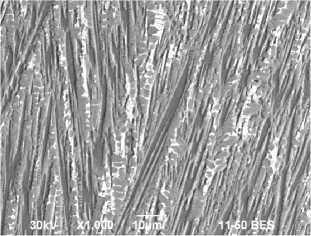
Посередине сформированного сплава (рис. 2 б, д, з, л ) в основном образуются вытянутые пластинчатые карбиды длиной от 30 до 70 мкм и шириной 5-8 мкм, при этом преобладает эвтектика с «пластинчатой» морфологией. Карбиды в эвтектике имеют размеры 3-10 мкм (рис. 3 б ). Наряду с этим наблюдается также образование дендритов между самостоятельными карбидами.
Формирование на поверхности более дисперсной структуры, чем в середине может быть обусловлено отводом тепла за счет обдува поверхности газом из сопла плазмотрона.
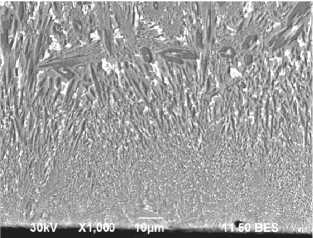
Наибольшая дисперсность структурных составляющих наблюдается на границе с подложкой (рис. 2, в, е, и, м ).
а б в
Рис. 1. Микроструктура исходных частиц порошка Stellite 190 W ( а ) и общий вид образцов полученного сплава ( б , в )
a
б
в
г
д
е
ж
з
и
к
л
м
Рис. 2. Микроструктура Stellite 190 W после наплавки на медную подложку (х 1000):
а, г, ж, к - вершина наплавки; б, д, з, л - середина наплавленного слоя; в, е и, м - зона контакта наплавки с подложкой; а-в - 1 Д =80A, v Н = 5мм/с; г-е - 1 Д =80A, v Н = 7мм/с; ж-и - 1 Д = 100A, v Н = 5мм/с; к-м - 1 Д = 100A, v Н = 7мм/с
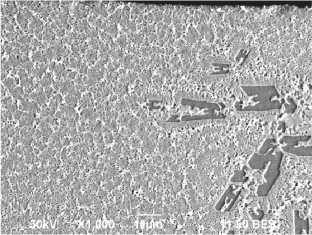
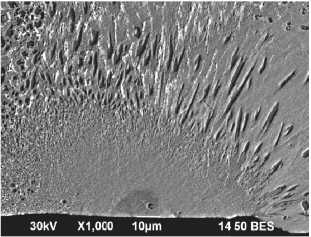
Детальный анализ микроструктуры при больших увеличениях (рис. 3) показал, что на границе контакта покрытия с подложкой карбиды либо не выделяются, либо очень мелкодисперсные, размером 1-3 мкм. Причем карбиды выделяются в зоне слабого контакта с подложкой где смачивания подложки расплавом не происходило. В местах наилучшего контакта наплавки с подложкой формируется субмикро-сталлическая структура с переходом в нано- структуру (рис. 4). При этом размеры структурных составляющих 100- 500 нм (рис. 4а) и менее 100 нм.
По данным работы [1] для получения аморфного состояния из расплава необходимая скорость охлаждения, способная подавить кристаллизацию, для большинства сплавов должна быть больше 104 оС/с. Микрокристаллические сплавы с типичным размером зерен или дендритных ветвей < 1-10 мкм получаются при скоростях
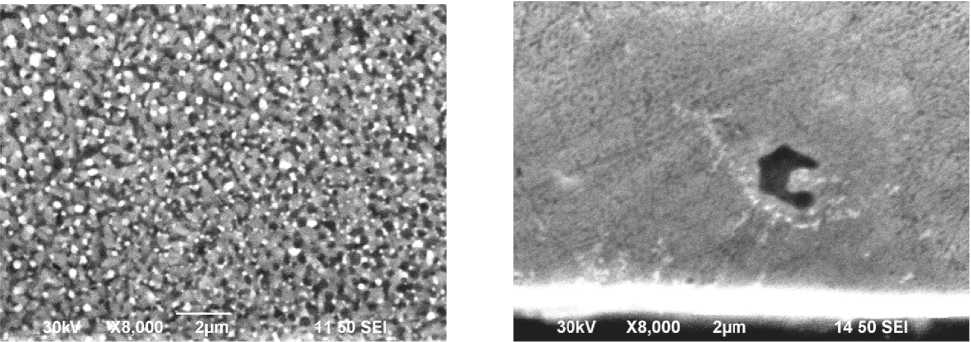
a
б
Рис. 3. Микроструктура Stellite 190 W после наплавки на медную подложку (увеличение х8000): а) I=80A, V=5мм/с; б) I=100A, V=7мм/с охлаждения 102-104 оС/с, что вполне допустимо при контакте расплава с подложкой высокой теплопроводности [1].
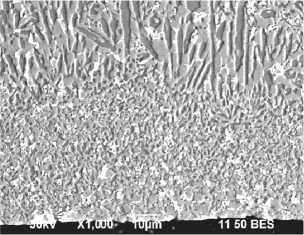
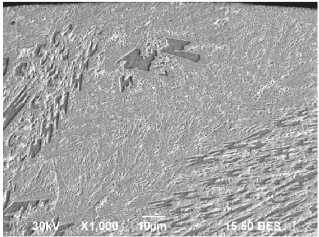
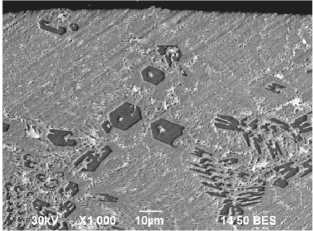
В то же время при наплавке Stellite 190W на долотную сталь 19ХГНМА со скоростью vН = 10 мм/с (рис. 4) формируются более крупные структурные элементы, чем в случае наплавки на медную подложку. Как и в предыдущем случае, с ростом тока плазменной дуги размер структурных элементов уменьшается: при токе дуги 70 А размер карбидов хрома составляет 10-20 мкм (рис. 4, а), при токе 85 А – 5-10 мкм (рис. 4, б), а при токе плазменной дуги 100 А карбиды хрома распадаются практически полностью (рис. 4, в). При этом при наплавке на низких токах наблюдается также более крупная дендритная структура и эвтектика, чем при токе 100 А.
В таблице 2 приведены данные по испытаниям на абразивный износ слоев Stellite 190W, наплавленных на долотную сталь и медь. Испытания в каждом случае проводились в течение 10 мин по методике, изложенной в работах [8,9].
Из таблицы видно, что сформированные особо мелкозернистые микроструктуры
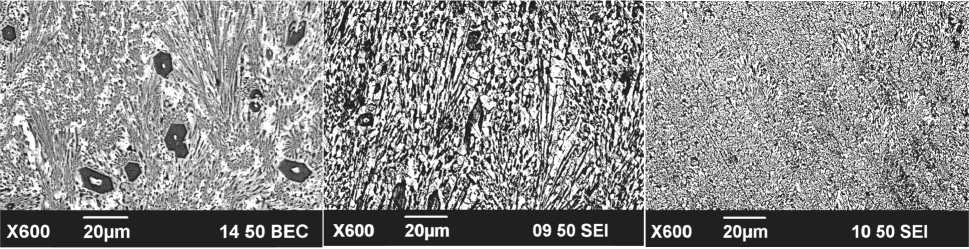
а) б) в)
Рис. 4. Микроструктура Stellite 190W, наплавленного на сталь 19ХГНМА: а – I Д = 70А; б – I Д = 85А; в – I Д = 100А; v Н = 10 мм/с
Таблица 2. Величина износа наплавленного Stellite 190 W на сталь и медь
|
Ток дуги, А |
Скорость движения, мм/с |
Материал подложки |
Величина износа наплавленного Stellite 190W, мкм |
|
70 |
10 |
19ХГНМА |
65-100 |
|
85 |
10 |
19ХГНМА |
100-127 |
|
100 |
10 |
19ХГНМА |
70-115 |
|
80 |
5 |
медь |
10-25 |
|
80 |
7 |
медь |
15-30 |
|
100 |
5 |
медь |
20-30 |
|
100 |
7 |
медь |
20-50 |
Stellite 190W при наплавке на медь обеспечивают повышение его износостойкости в 2-3 раза, по сравнению с износостойкостью плазменного наплавленного Stellite 190W на долотную сталь.
ВЫВОДЫ
На основе проведенных исследований можно заключить:
-
1. В условиях высокоскоростного теплоотвода при наплавке Stellite 190 W на медную подложку формируется наплавленный слой с многослойным строением. При этом наиболее крупнодисперсная структура образуется в середине наплавленного слоя, а наиболее мелкодисперсная – на границе с подложкой.
-
2. Высокие скорости теплоотвода при наплавке Stellite 190 W на медь обеспечивают многообразие формируемых карбидных и эвтектических структур. При этом на поверхности наплавленного слоя образуется мелкодисперсная эвтектика с карбидами в виде частиц и пластин размерами 0.3-1 мкм, а крупнодисперсная пластинчатая эвтектика – в середине. На границе наплавленного слоя с подложкой формирование эвтектики не происходит.
-
3. Расчетные данные по скоростям охлаждения и экспериментальные данные показали, что в слоях прилегающих к медной подложке может происходить формирование микрокристаллических и наноструктурированных областей.
-
4. Сравнение испытаний на износ Stellite 190 W , наплавленного на долотную сталь 19ХГНМА и на медь показали, что в последнем случае за счет формирования мелкодисперсной структуры износостойкость наплавленного материала возрастает в 2-3 раза.
Список литературы Структура и износостойкость Stellite 190W при плазменно-порошковой наплавке на медную подложку
- Ефимов Ю. В., Варлимонт Г., Мухин Г. Г. и др. Метастабильные и неравновесные сплавы. М.: Металлургия. 1988, 382 с.
- Кархин В. А., Соснин Н. А., Тополянский А. П., Тополянский П. А., Ермаков С. А. Моделирование теплообмена тонкопленочного покрытия с основой при финишном плазменном упрочнении // Материалы международной научно-практической конференции «Технология ремонта, восстановления, упрочнения деталей машин, механизмов, оборудования, инструмента и технологической оснастки». Санкт-Петербург. 11-14 апреля, 2006.
- Соснин Н.А., Ермаков С.А., Тополянский П.А. Плазменные технологии. Санкт-Петербург. Изд-во Политехнического университета. 2008. 405 с.
- Паркин А.А., С. С. Жаткин, Минаков Е. А. Оптимизация технологии плазменной наплавки порошковых материалов // Металлургия машиностроения. 2011. № 1. С. 44-49.
- Структура и свойства покрытий полученных при плазменной наплавке порошков ANVAL и Stellite 190W / А.А. Паркин, С.С. Жаткин, А.А. Харымов, Д.А. Писарев // Материалы 9 Международной практической конференции-выставки «Технология ремонта, восстановления и упрочнения деталей машин, механизмов….». Санкт-Петербург. 10-13 апреля, 2007 г. С. 199-204.
- Влияние расхода порошка и толщины подложки на процесс плазменной порошковой наплавки Stellite 190W на стали / С.С. Жаткин, А.А. Паркин, Е.А. Минаков, А.Б. Семин, А.В. Сибикин, А.А. Скворцов // Материалы 9 Международной практической конференции-выставки «Технология ремонта, восстановления и упрочнения деталей машин, механизмов….». Санкт-Петербург. 2010. - С.220-225.
- Митин Б.С. Порошковая металлургия и напыленные покрытия. М. Металлургия. 1987. 792 с.
- Ибатуллин И.Д. Кинетика усталостной повреждаемости и разрушения поверхностных слоев. Монография. Самара: Самар. гос. техн. ун-т, 2008. 387 с.
- Ибатуллин И.Д. Новые методы и приборы для экспрессной оценки энергетических параметров усталостной повреждаемости и разрушения поверхностных слоев: дис. … докт. техн. наук. 01.04.01. 2010.
