Структурно - морфологические особенности и свойства волокон, формуемых на основе поли[акрилонитрил - СО - метилакрилат - СО - итаконовой кислоты] по диметилформамидному способу
![Структурно - морфологические особенности и свойства волокон, формуемых на основе поли[акрилонитрил - СО - метилакрилат - СО - итаконовой кислоты] по диметилформамидному способу](/file/picture/142235822/strukturnomorfologicheskie-osobennosti-i-svojstva-volokon-formuemyh-na-osnove.png "Структурно - морфологические особенности и свойства волокон, формуемых на основе поли[акрилонитрил - СО - метилакрилат - СО - итаконовой кислоты] по диметилформамидному способу")
Автор: Городнякова И.С., Пчелова Н.В., Будкуте И.А., Щербина Л.А.
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Химическая технология и экология
Статья в выпуске: 2 (43), 2022 года.
Бесплатный доступ
Предметом исследования явились структурно - морфологические особенности и свойства полиакрилонитрильных волокон, полученных по диметилформамидному методу. С этой целью на основе промышленного терсополимера акрилонитрила, метилакрилата, итаконовой кислоты на лабораторной стендовой установке сформованы волокна в различных по составу водно - диметилформамидных осадительных ваннах с использованием фильер с круглыми отверстиями. Оценена прядомость концентрированного раствора терсополимера в диметилформамиде. Проведено микроскопирование полученных модельных образцов и показано влияние состава и температуры осадительной ванны на однородность структуры и форму поперечного сечения волокон. Отмечено влияние концентрации и температуры осадительной ванны на деформируемость струи прядильного раствора и значение максимальной кратности пластификационной вытяжки гель - волокон в водной среде при температуре 95,5 °С. Изучены физико - еханические показатели модельных полиакрилонитрильных волокон, полученных в различных условиях, и установлено влияние состава и температуры осадительной ванны на их удельную разрывную нагрузку, удлинение при разрыве, работоспособность и усадку. Показана принципиальная осуществимость процесса получения волокон по диметилформамидному методу на основе волокнообразующего терсополимера акрилонитрила, метилакрилата и итаконовой кислоты.
Акрилонитрил, метилакрилат, итаконовая кислота, диметилформамид, формование, терсополимер
Короткий адрес: https://sciup.org/142235822
IDR: 142235822 | УДК: 677.494.745.32 | DOI: 10.24412/2079-7958-2022-2-82-93
Structural and morphological features and properties of fibers, formed on the basis of poly[acrylonitrile-CO-methylacrylate-CO-itaconic acid] by the dimethylf ormamide method
The subject of the study was the structural and morphological features and mechanical properties of polyacrylonitrile fibers obtained by the dimethylformamide method. For this purpose, on the basis of an industrial tercopolymer of acrylonitrile, methyl acrylate, and itaconic acid, fibers were formed on a laboratory bench installation in water - dimethylformamide precipitation baths of various composition using spinnerets with round holes. The spinnability of a concentrated solution of a tercopolymer in dimethylformamide was evaluated. Microscopic examination of the resulted model samples was carried out and the influence of the composition and temperature of the precipitation bath on the uniformity of the structure and the shape of the cross section of the fibers was shown. The influence of the concentration and temperature of the precipitation bath on the deformability of the spinning solution jet and the value of the maximum multiplicity of the plasticization drawing of gel fibers in an aqueous medium at a temperature of 95.5 °С was noted. The physical and mechanical properties of model polyacrylonitrile fibers produced under various conditions were studied, and the influence of the composition and temperature of the precipitation bath on their specific breaking load, elongation at break, performance and shrinkage was determined. The principal possibility of the process of obtaining fibers by the dimethylformamide method based on a fiber - forming tercopolymer of acrylonitrile, methyl acrylate, and itaconic acid was shown.
Текст научной статьи Структурно - морфологические особенности и свойства волокон, формуемых на основе поли[акрилонитрил - СО - метилакрилат - СО - итаконовой кислоты] по диметилформамидному способу
Белорусский государственный университет пищевых и химических технологий
Одним из важных свойств полиакрилонитрильных (ПАН) волокон текстильного назначения является их способность окрашиваться катионными красителями. Известно, что в зависимости от композиционного состава волокнообразующего сополимера и способа формования получают ПАН волокна с различными свойствами и особенностями в отношении окрашивания различными классами красителей. Наиболее многочисленную группу среди ПАН волокон представляют волокна на основе терсополимеров акрилонитрила (АН), содержащих кислотные сомономеры (итаконовую кислоту (ИтК), 2-акриламид-2-метилпропансульфокисло-ту (АМПС), акриловую кислоту и др.). Эти волокна отличаются повышенным сродством к основным красителям. Несмотря на значимость того факта, что растворитель и первичная структура волокнообразующего сополимера могут оказывать существенное влияние на формирование структуры и профиля формуемых волокон, в открытом доступе практически отсутствует информация о том, какие изменения структурно-морфологических свойств волокон будут наблюдаться при замене одного кислотного сомономера на другой.
С целью расширения ассортимента волокнистых материалов текстильного и специального назначения, а также с целью разработки путей повышения экономической эффективности и сырьевой «независимости» завод «Полимир» ОАО «Нафтан» рассматривает вопрос о возможности замены АМПС на ИтК при производстве волокна марки нитрон Д по диметилформамидному методу. В настоящее время реализованный на данном предприятии технологический процесс производства ПАН волокна на основе сополимера АН, метилакрилата (МА) и АМПС предусматривает использование в качестве растворителя диметилформамида (ДМФ). Анализ имеющейся в открытом доступе научно-технической информации не позволил обнаружить материалы, необходимые для организации технологического процесса производства волокна на основе поли[АН–со–МА–со–ИтК] по диметилформамидному методу, и ответа на вопрос, какие режимы необходимы для формования таких волокнистых материалов и каковы их свойства.
Объект и предмет исследования
Объектом исследования явились сформованные по диметилформамидному способу в лабораторных условиях волокна на основе поли[АН– со–МА–со–ИтК]:
Предмет исследования – структурно-морфологические и физико-механические свойства сформованных волокон.
Методики исследований
Схема и порядок работы на лабораторной стендовой установке для получения волокон мокрым способом изложены [1–5]. При формировании модельных образцов ПАН гель-волокон варьировали содержание ДМФ в осадительной ванне и ее температуру.
Для проведения работы был приготовлен прядильный раствор в ДМФ, который гомогенизировали, фильтровали и обезвоздушивали. Формование модельных образцов полиакрилонитрильных (ПАН) волокон из прядильных растворов осуществляли «мокрым» методом с использованием лабораторной стендовой установки [1] в соответствии с основными технологическими режимами, представленными в таблице 1.
Полученные при различных режимах ПАН гель-волокна промывали на перфорированной бобине периодическим способом при комнатной температуре и гидромодуле ванны не менее 100. Количество промывок составляло не менее 5. Каждая промывка длилась не менее 1 ч . Промывку вели до остаточного содержания ДМФ в волокне не более 0,1 % (масс.). Остаточное содержание растворителя в гель-волокне оценивали путем экстракции из него ДМФ в кипящей воде [6] и последующим его определением по методу Кьельдаля [7].
Для количественной оценки прядомости было использовано значение максимальной скорости формования (приема волокна из осадительной ванны), характеризующей способность формирующейся структуры гель-волокна к деформации. Для оценки влияния температуры и состава осадительной ванны на особенности структурообразования в струе прядильной жидкости проводили микроскопирование волокон c использованием микроскопа Nikon Eclipse E200. Определение линейной плотности, удельной разрывной нагрузки и удлинения при разрыве экспериментальных образцов ПАН волокон проводили в аккредитованной лаборатории отдела технического контроля производства синтетического волокна ОАО «Могилевхимво-локно» на приборе «Vibroscop/Vibrodyn 400» ф. «LenzingInstruments» в соответствии с ГОСТ 10213.2-2002. Определение усадки проводили согласно ГОСТ 13481-2001.
Экспериментальные исследования и обсуждение результатов
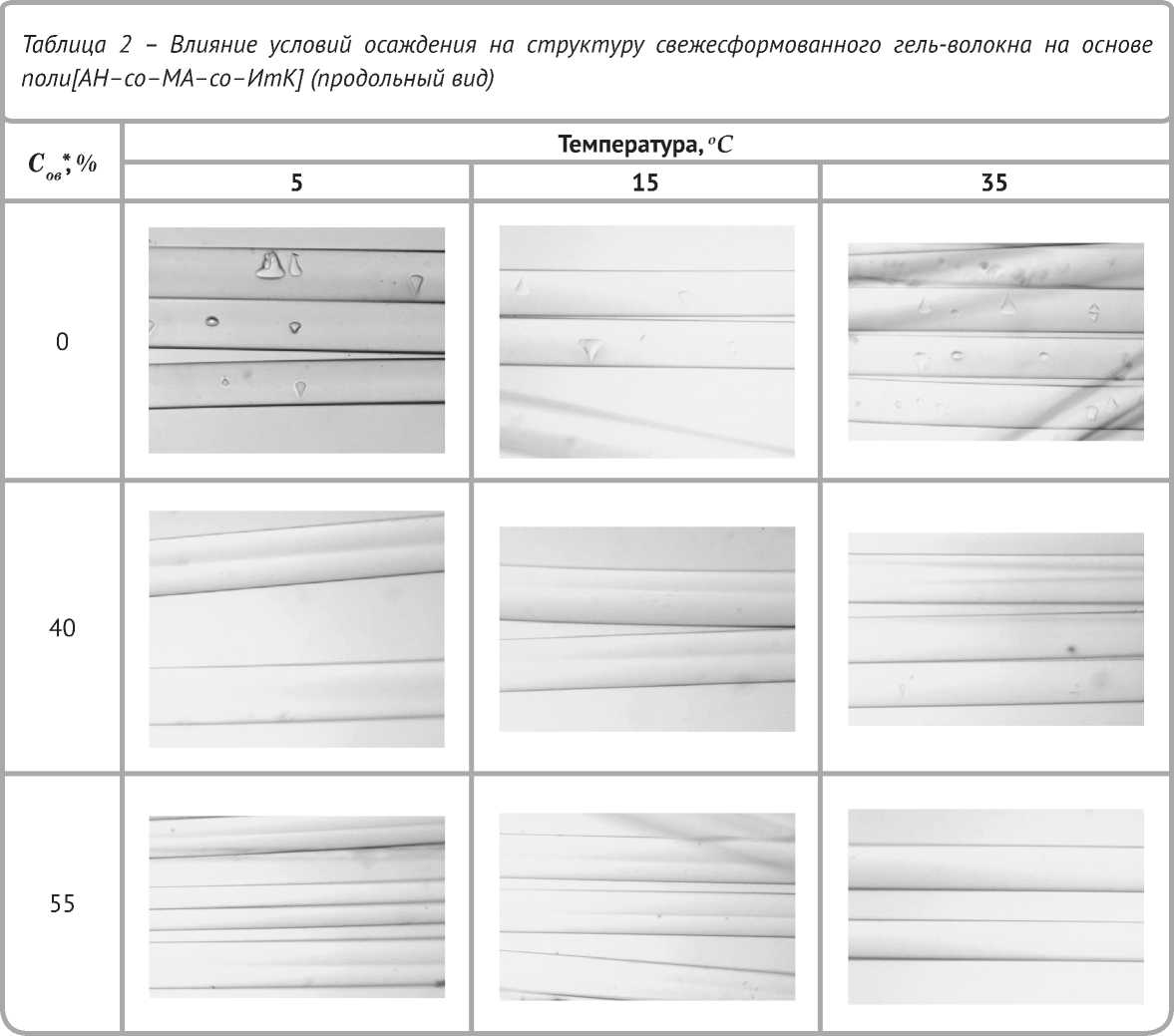
Результаты микроскопирования волокон на основе промышленного поли[АН–со–МА–со– ИтК], отобранных на выходе из осадительной ванны, приведены в таблице 2.
Полученные данные (таблица 2) показывают, что формование волокон в «жестких» условиях (высокая температура осадительной ванны и низкое содержание растворителя в ней) приводит к образованию крупных пор в поверхностных слоях волокон на основе поли[АН–со–МА– со–ИтК]. Наибольшая активность образования пор отмечается при формовании волокон в воду. Кроме того, повышение температуры осадительной ванны увеличивает вероятность образования крупных пор в полимерном субстрате.
Для оценки влияния условий формования на устойчивость процесса нитеобразования был проведен анализ влияния концентрации и температуры осадительной ванны на прядомость растворов поли[АН–со–МА–со–ИтК] в воде.
Оценка максимальной скорости приема волокна из осадительной ванны проводилась путём увеличения скорости вращения первой (прядильной) галеты до момента обрыва волокна при неизменной линейной скорости истечения прядильной жидкости из отверстий фильер.
|
Таблица 1 – Условия формования модельных волокон на основе промышленного поли[АН–со–МА–со–ИтК] |
|
|
Способ формования |
Диметилформамидный |
|
Содержание ДМФ в осадительной ванне, % |
0; 40; 55 |
|
Фильерная вытяжка, % |
-64 |
|
Температура осадительной ванны, ° С |
5; 15; 35 |
|
Пластификационная ванна |
вода |
|
Температура пластификационной ванны, ° С |
95,5 |
|
Кратность пластификационного вытягивания |
5 |
Примечание: * С ов - концентрация ДМФ в осадительной ванне, % (масс.).
Анализ влияния состава осадительной ванны и ее температуры на прядомость растворов по-ли[АН–со–МА–со–ИтК] в ДМФ (рисунок 1) показывает, что максимальная скорость «вытягивания» (приема) волокна из осадительной ванны возрастает с увеличением температуры осадительной ванны и с повышением концентрации растворителя в ней. Наибольшая скорость формования (прядомость) волокна на основе поли[АН–со–МА–со–ИтК] отмечается при температуре ванны 35 °C и содержании растворителя в осадительной ванне 55 % (масс.). Эксперименты с использованием осадительной ванны с большим содержанием ДМФ не проводились, так как уже при содержании растворителя в осадительной ванне 55 % (масс.) гель-волокно имело чрезвычайно пластичную структуру, что выражалось во взаимном сдавливании филаментов в жгутике, в результате чего они имели слабо очерченную форму по типу семян граната. По всей видимости, при формовании волокна в осадительную ванну, не содержащую растворителя, прядомость ограничена формированием более плотной оболочки свежесформованного волокна, препятствующей деформации струи коагулирующего раствора.
Для оценки влияния состава осадительной ванны на способность выходящей из осадительной ванны структуры гель-волокна на основе поли[АН–со–МА–со–ИтК] к деформации были
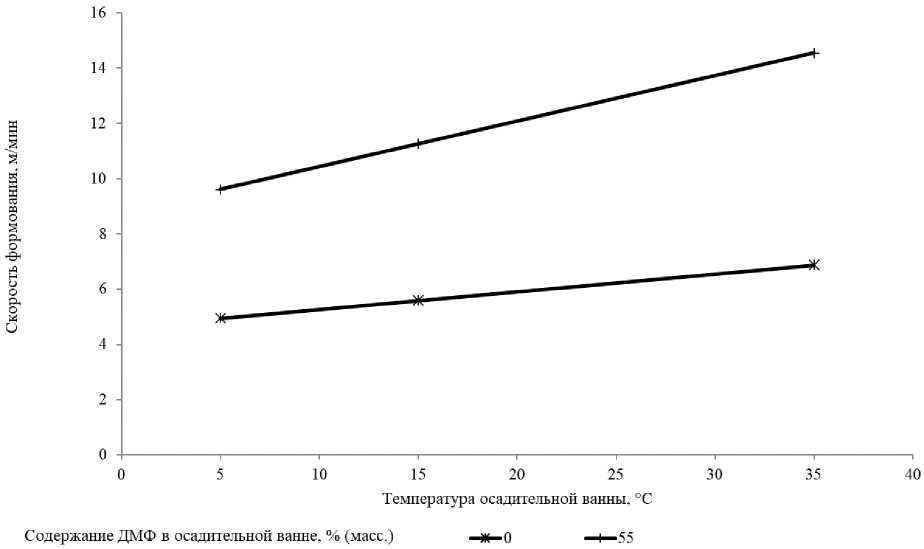
Рисунок 1 – Влияние условий осаждения на максимальную скорость формования волокна на основе поли[АН–со–МА–со–ИтК]
определены значения максимальной кратности пластификационного вытягивания (рисунок 2) в воде при температуре 95,5 °C .
Анализ полученных результатов позволяет отметить, что способность гель-волокна к деформации в пластификационной ванне незначительно повышается при повышении содержания растворителя в осадительной ванне и снижении температуры. Это можно объяснить тем, что гель-волокно, выходящее из более «холодной» осадительной ванны, представляющей собой 55 % водный раствор ДМФ, содержит несколько большее количество растворителя, который способствует подвижности сегментов макромолекул и надмолекулярных образований в полимерной основе волокна и, следовательно, обусловливает некоторое увеличение кратности его вытягивания, по сравнению с волокном, сформованным при более высокой температуре ванны. Кроме того, по всей видимости, в таком волокне еще далеки от завершения процессы структурообразования. При максимально апробированной температуре осадительной ванны
(35 °C ) разница в максимальной кратности пла-стификационного вытягивания после формования в различные по составу осадительные ванны стремится к минимуму. Вероятно, с повышением температуры, когда гидраты «ДМФ – вода» распадаются, условия осаждения полимера в воде и водных растворах растворителя становятся принципиально более близкими, что приводит к формированию схожих по своей структуре филаментов.
Для оценки влияния условий осаждения на структурно-механические показатели волокна были получены образцы волокон на основе поли[АН–со–МА–со–ИтК], сформованных в различных по количественному составу осадительных ваннах и вытянутых при различных температурах с одинаковой кратностью пласти-фикационного вытягивания (таблица 1).
Результаты определения физико-механических показателей (удельной разрывной нагрузки, удлинения нити при разрыве, усадки) полученных образцов модельных волокон, высушенных после пластификационного вытягивания и про-
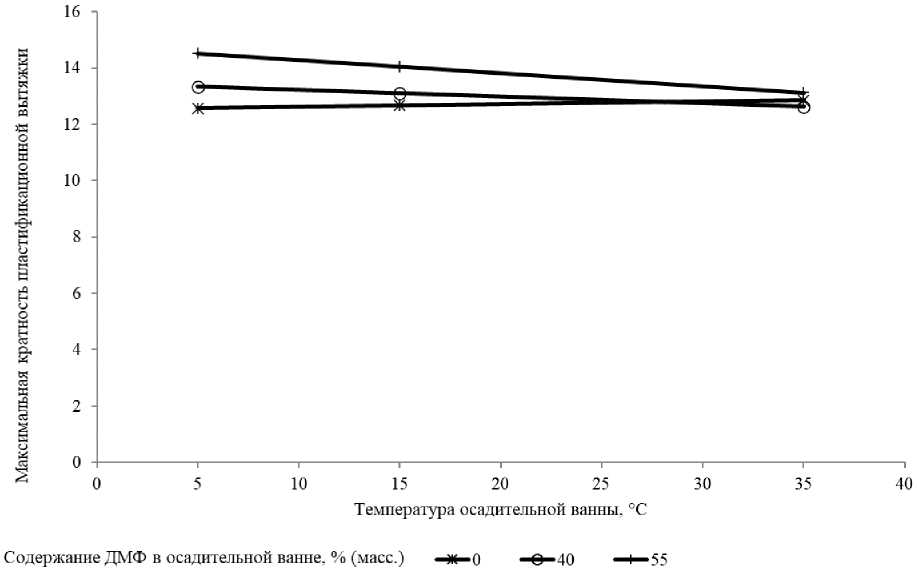
Рисунок 2 – Влияние условий осаждения на максимально возможную кратность пластификационного вытягивания волокна на основе поли[АН–со–МА–со–ИтК]
мывки при комнатной температуре, приведены на рисунках 3–5, соответственно.
Анализ данных, представленных на рисунке 3, показывает, что наибольшей удельной разрывной нагрузкой характеризуются волокна на основе поли[АН–со–МА–со–ИтК], сформованные в более «жестких» (по составу) осадительных ваннах. В то же время при повышении температуры осадительной ванны наблюдается снижение удельной разрывной нагрузки волокон на основе поли[АН–со–МА–со–ИтК].
Таким образом, механизмы увеличения «жесткости» осадительной ванны при повышении ее температуры или снижении содержания в ней растворителя могут быть принципиально различны, то есть нельзя говорить о существовании эквивалентности влияния на структуру волокна понижения температуры и повышения концентрации растворителя в осадительной ванне.
Результаты определения удлинения волокон при разрыве приведены на рисунке 4. Очевидно, что рассмотренные условия формования не оказывают существенного влияния на удлинение волокон на основе поли[АН–со–МА–со–ИтК] при разрыве.
Определение усадки волокон, сформованных в различных условиях (рисунок 5), показало, что с повышением температуры, а также содержания растворителя в осадительной ванне наблюдается некоторое увеличение значений показателя «усадка» волокна. В то же время более высокой усадкой характеризуются волокна, сформованные в осадительную ванну, содержащую ДМФ в количестве 55 % (масс.).
Комплексным показателем, характеризующим прочностные физико-механические характеристики волокон, является работоспособность. Этот показатель может быть оценен как произведение удельной разрывной нагрузки на корень квадратный удлинения при разрыве. Результаты изучения влияния условий осаждения на работоспособность волокон представлены на рисунке 6.
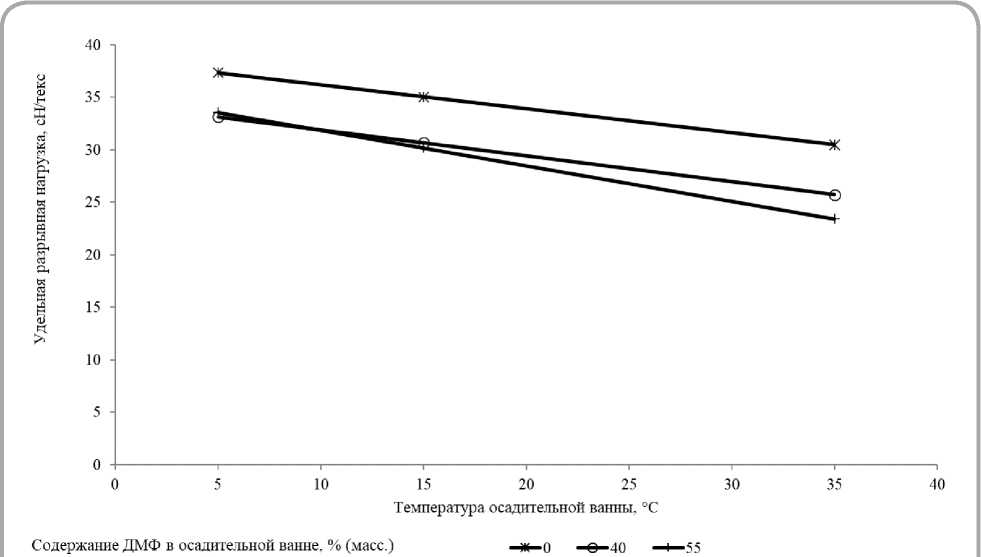
Рисунок 3 – Влияние условий осаждения на удельную разрывную нагрузку волокна на основе поли[АН–со– МА–со–ИтК]
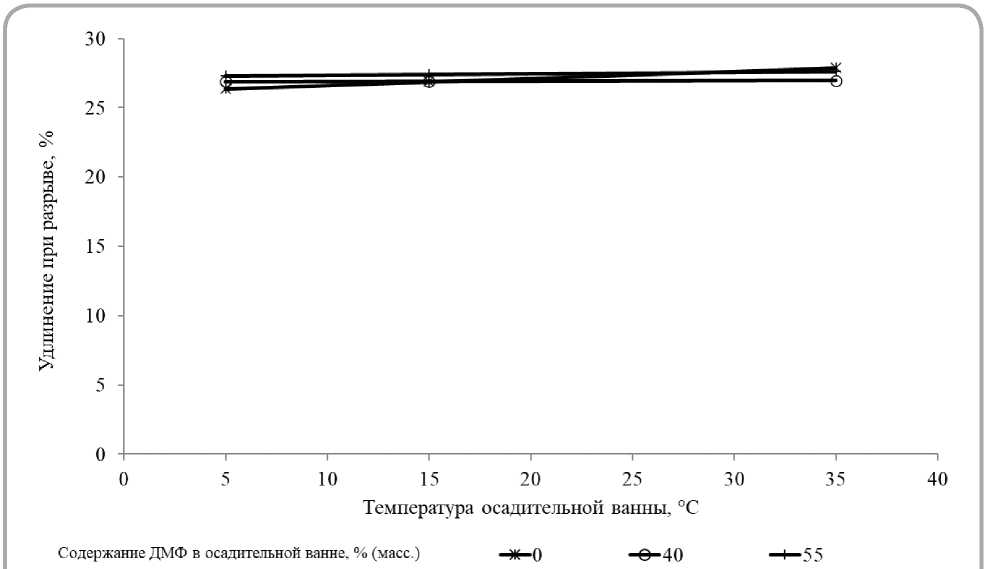
Рисунок 4 – Влияние условий осаждения на удлинение волокна на основе поли[АН–со–МА–со–ИтК] при разрыве
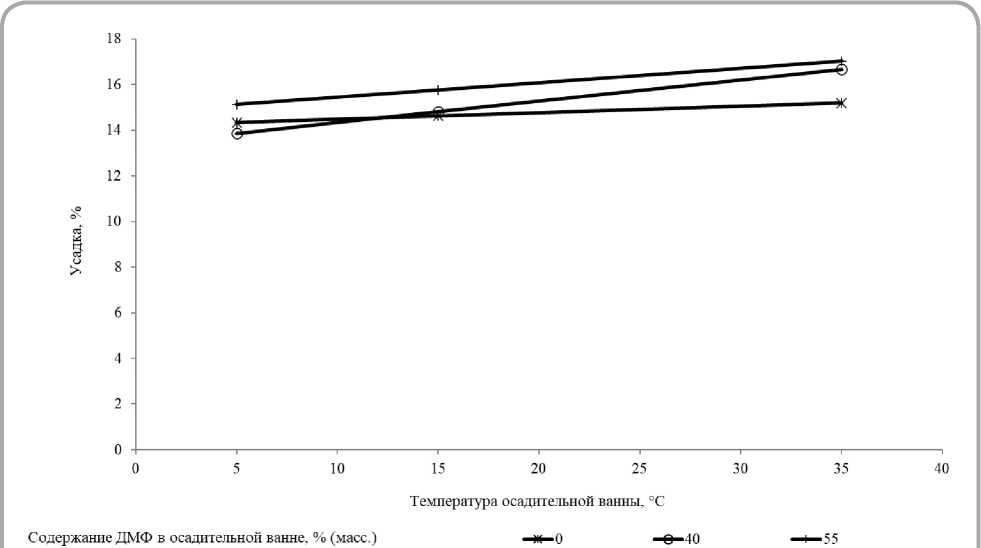
Рисунок 5 – Влияние условий осаждения на усадку волокна на основе поли[АН–со–МА–со–ИтК] (сушка при 20-25 °С )
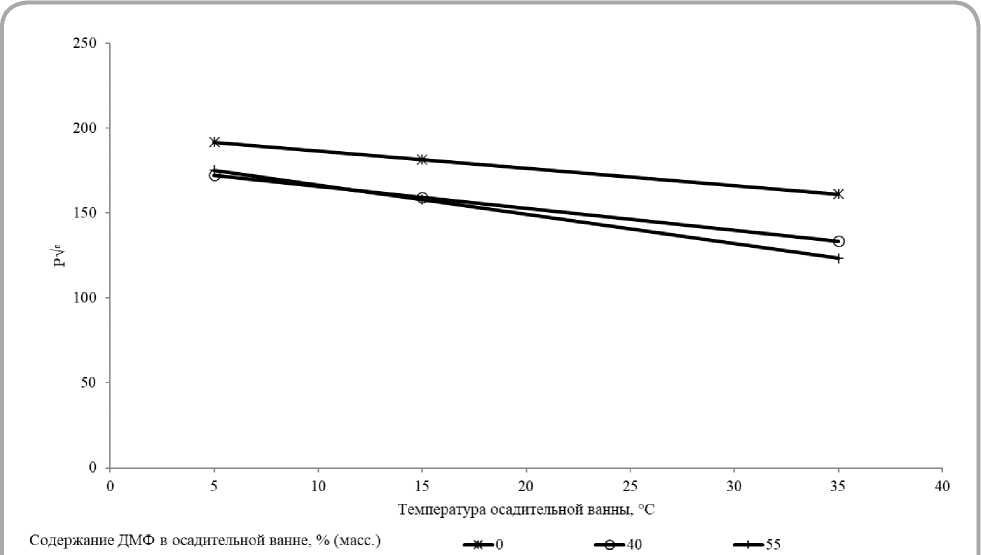
Рисунок 6 – Влияние условий осаждения на работоспособность волокна на основе поли[АН–со–МА–со– ИтК]
Анализ данного показателя (рисунок 6) указывает на то, что наибольшей работоспособностью отличаются волокна, полученные в осадительных ваннах, не содержащих растворителя. В то же время, работоспособность повышается со снижением температуры осадительной ванны, что может быть связано с более высокой однородностью структуры получаемых в таких условиях волокон.
Для оценки влияния условий осаждения на структурно-морфологические особенности полученных волокон проводилось микроскопирование поперечных срезов образцов волокон на основе терсополимера АН, МА и ИтК, полученных в различных осадительных ваннах и при различных температурах.
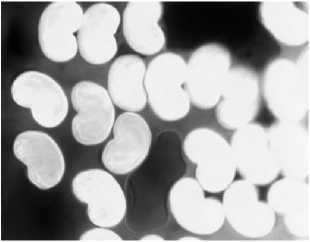
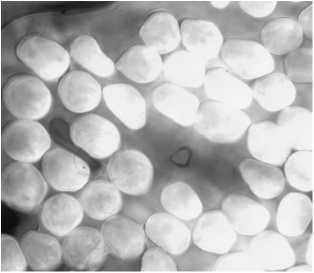
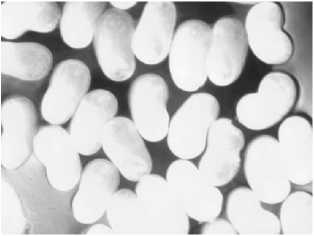
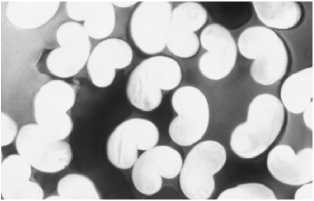
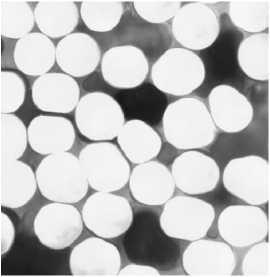
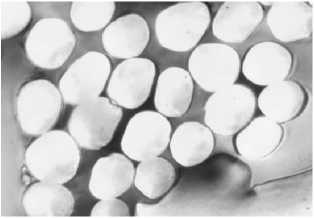
В таблице 3 представлены результаты микроскопирования поперечных срезов волокон, высушенных при температуре 20 - 25 °С в условиях, предотвращающих усадку (микрофотографии образцов волокон получены с использованием иммерсионной жидкости – глицерина). Анализ представленных на микрофотографиях срезов показывает, что по мере снижения температуры осадительной ванны с 35 до 5 °С , а также повышения концентрации ДМФ в ней, форма поперечного среза волокна изменяется от круглой (осадительная ванна – вода) до овальной (в 40 % растворе ДМФ) и бобовидной (в 55 % растворе ДМФ). Изменение формы поперечного
Таблица 3 – Влияние условий осаждения на структуру поперечного сечения волокон (сушка волокон при 20-25 °С , микроскопирование с глицерином)
С ов * %


Температура, оС

Примечание: * С ов - концентрация ДМФ в осадительной ванне, % (масс.).
сечения объясняется процессами взаимодиффу-зии осадителя в волокно и растворителя из волокна. По всей видимости, разность химических потенциалов воды и растворителя в волокне и осадительной ванне способствует проникновению ее по механизму осмоса в структуру волокна (которая неохотно отдает ДМФ по причине химического сродства с ним) и приводит к «наполнению» волокна водой, разбавлению ДМФ и коагуляции прядильной жидкости в струе. При этом на срезах волокон, полученных во всех исследованных сочетаниях условий формования, фактически не наблюдается пор (хотя они периодически проявляются на продольном виде), изрезанной структуры наружных слоев и выраженной оболочки, как это отмечается на отдельных режимах получения волокна на основе промышленного поли[АН–со–МА–со–АМПС]. Таким образом, можно сделать вывод о том, что волокна на основе поли[АН–со–МА–со–ИтК] фактически не имеют сильно «изрезанной порами» видимой оболочки и видимых пор (пустот) на поперечном срезе при формовании во всем изученном в данной работе диапазоне состава и температуры осадительной ванны. При этом снижение концентрации растворителя в осадительной ванне и повышение ее температуры приводят к постепенному изменению формы поперечного сечения волокон от бобовидной к более округлой.
Наибольшей удельной разрывной нагрузкой характеризуются волокна на основе по-ли[АН–со–МА–со–ИтК], сформованные в более «жестких» по составу (низкоконцентрированных растворах ДМФ) и в более «мягких» по температуре осадительных ваннах. Изученные условия формования не оказывают существенного влияния на удлинение волокон на основе поли[АН– со–МА–со–ИтК] при разрыве.
Наибольшей работоспособностью отличаются волокна, полученные по диметилформамидному методу на основе поли[АН–со–МА–со–ИтК] при использовании в качестве осадительной ванны воды, что в данном случае может быть объяснено более плотной структурой полимерной фазы, а также при более низких температурах осадительной ванны, что может быть связано с более высокой однородностью структуры получаемых в таких условиях волокон. Повышение температуры, а также содержания растворителя в осадительной ванне, приводит к некоторому увеличению значений показателя «усадка» волокон, подвергнутых пластификационному вытягиванию.
ВЫВОДЫ
Результаты проведенной работы показывают принципиальную осуществимость процесса получения волокон по диметилформамидному методу на основе волокнообразующего по-ли[АН–со–МА–со–ИтК]. При этом переход от АМПС к ИтК в качестве кислотного сомономера может обеспечить ряд преимуществ, связанных с увеличением однородности структуры волокна. Это может привести к улучшению структурно-механических свойств и накрашиваемости ПАН волокнистых материалов, а также дает возможность использования нового ассортимента ПАН волокон в качестве прекурсора углеродных волокнистых материалов при соответствующей корректировке ряда параметров технологического процесса.
Статья подготовлена по материалам доклада Meждународной научной-технической конференции «Инновации в текстиле, одежде, обуви (ICTAI-2022)», которая состоялась 23 – 24 ноября 2022 года в учреждении образования «Витебский государственный технологический университет» (Республика Беларусь).
Список литературы Структурно - морфологические особенности и свойства волокон, формуемых на основе поли[акрилонитрил - СО - метилакрилат - СО - итаконовой кислоты] по диметилформамидному способу
- Городнякова, И. С., Чвиров, П. В., Щербина, Л. А. (2011), Об опыте эксплуатации и модернизации стендовой прядильной установки МУЛ-1, Материалы Международной научно - технической конференции - семинара, Могилев, 2011, С. 173-175.
- Городнякова, И. С., Щербина, Л. А. (2019), Морфология волокон, получаемых из растворов промышленных волокнообразующих сополимеров акрилонитрила в апротонных и гидротропных растворителях, Полимерные материалы и технологии, 2019, Т. 5, No 2, С. 53-66.
- Городнякова, И. С., Щербина, Л. А., Будкуте, И. А. (2020), Влияние состава осадительной ванны на структуру и свойства волокна, получаемого мокрым методом из растворов поли[акрилонитрил - со - метилакрилат - со - 2 - а - криламид - 2 - метилпропансульфокислоты] в апротонных и гидротропном растворителях, Полимерные материалы и технологии, 2020, Т. 6, No 4, С. 42-57.
- Городнякова, И. С., Щербина, Л. А., Устинов, К. Ю. (2017), О некоторых аспектах регулирования показателя "усадка" волокна на основе терсополимера акрилонитрила, метилакрилата и 2-акриламид-2-метилпропансульфокислоты, Полимерные материалы и технологии, 2017, Т. 3, No 4, С. 37-43.
- Чвиров, П. В., Городнякова, И. С., Щербина, Л. А. (2012), Исследование процесса получения полиакрилонитрильного волокна с повышенной прочностью, Дизайн. Материалы. Технология, 2012, No 5 (25), С. 59-63.
- Чеголя, А. С. [и др.] (1982), Аналитический контроль производства синтетических волокон. Справочное пособие, Москва, 256 с.
- Щербина, Л. А., Ильичева, Н. И., Геллер, Б. Э., Болтовский, В. С. (2007), Метод Кьельдаля, Минск, 86 с.
