Структурный анализ технологических баз при шлифовании сферических торцов роликов

Автор: Парфенов Владимир Анатольевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Статья в выпуске: 6-2 т.15, 2013 года.
Бесплатный доступ
Разработана новая классификация критериев способов установки роликов при шлифовании сфери-ческих торцов. Выполнен структурный анализ схем базирования и поиск новых технологических схем и возможных способов реализации на основе морфологического метода с использованием предложенных критериев. Определены основные направления развития сферошлифования торцов роликов.
Подшипник, конический ролик, сферический торец, схема базирования
Короткий адрес: https://sciup.org/148202567
IDR: 148202567 | УДК: 621.822.621.923
Structure analysis of technological bases at grinding the spherical ends by rollers
New classification of criteria the ways of rollers installation at grinding the spherical ends is developed. The structure analysis of basing schemes and searching the new technological schemes and possible ways of realization on the basis of morphological method with use of offered criteria is made. The main directions of development the a sphere grinding the ends of rollers are defined.
Текст научной статьи Структурный анализ технологических баз при шлифовании сферических торцов роликов
Сферический базовый торец наряду с образующей являются основными рабочими поверхностями роликов конических радиальноупорных и сферических подшипников. От ме-тода базирования при шлифовании сферы за-висит качество изготовления роликов, а также долговечность, уровень вибрации и шума, мо-мент трения подшипников в целом. Станки для шлифования сферических торцов отнесены к двум методам: шлифование периферией или тор-цом шлифовального круга, осуществляемым врезной или круговой подачей [1]. Класси-фикация [2] охватывает 12 схем шлифования в зависимости от прерывистости процесса, коли-чества шпинделей, количества обрабатываемых торцов и способа установки. Исследованы ме-тоды шлифования торцов бочкообразных роли-ков [3]. Существующие классификации не учи-тывают критерии, оказывающие непосредст-венное влияние на точность установки и обра-ботки сферического торца. Отсутствует систем-ный подход в описании теоретических схем базирования существующих и перспективных способов обработки и способов их реализации, основанный на теории базирования.
Способы установки конических роликов разделим с учетом морфологических критериев: базирования и закрепления. К критериям базирования отнесем: по методу базирования; по способу обработки; по типу связи; по характеру проявления; по комплекту баз; по характеру относительного движения базирующих поверхностей ролика с сопряженными контактирующими поверхностями приспособления; по наличию компенсации погрешностей. Критерии закрепления ролика: по виду замыкания; по типу сил, создающих силовое замыкание; по источнику
замыкающего усилия; по степени проявления замыкающих сил; по порядку выполнения закрепления; по типу силового контура. Предложенные критерии сводятся в схему (рис.1).
Для анализа всех существующих и возможных вариантов базирования роликов использовался морфологический метод (рис. 2), кото-рый учитывал 3 группы критериев: базовая поверхность, определяющая положение ролика; вспомогательная базовая поверхность; характер проявления (Я, С) и способ базирования (Бц, Ц, К). Каждой ячейке морфологического ящика может соответствовать несколько схем базиро-вания в зависимости от схемы расположения опорных точек. В свою очередь каждую схему базирования можно реализовать несколькими вариантами технологических систем. Сочетания с 1 по 49 представляют собой бесцентровые (Бц) способы базирования с установкой по явным (Я) базам. Некоторые схемы базирования и способы их реализации, как существующие, так и предлагаемые, представлены на рис. 3-5.
Сочетанию 1 соответствует схема базирования 1а (рис. 3). В способе реализации 1а1 ролик устанавливается образующей по направ-ляющей базе, реализуемой путем контакта роли-ка с торцевой поверхностью жесткого опорного диска 1 (оп.т. 1, 2). Диски установлены соосно и вращаются в противоположные стороны с раз-ной угловой скоростью, обеспечивая вращение заготовки вокруг своей оси и оси круговой по-дачи. Этим реализуется опорная база (оп.т. 6). В процессе качения по дискам, заготовка вступает в контакт с боковую поверхностью паза сепа-ратора 3, соосно установленного с дисками 1 и 2, чем реализуется направляющая база (оп.т. 3,4). Силовое замыкание осуществляется вторым жестким ведущим диском 2. Ролик фиксируется в осевом направлении между торцами дисков по опорной базе (оп.т. 5). Способ обработки - сквозной. Характер относительного движения - КС, тип связи - НЖП.
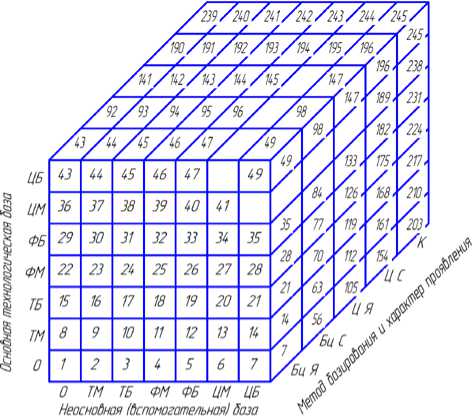
Рис. 2. Морфологический ящик способов установки заготовок роликов при шлифовании сферического торца
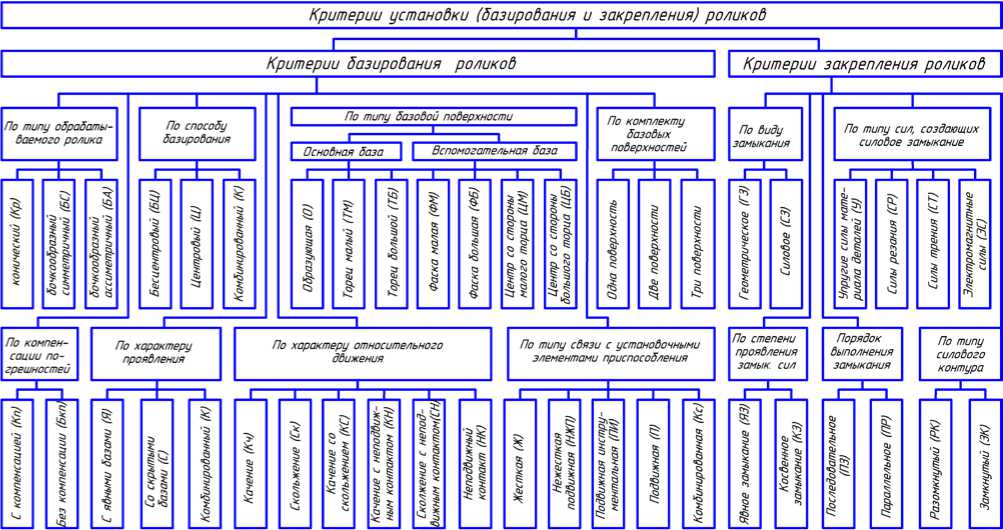
Рис. 1. Критерии установки роликов при шлифовании сферического торца
Сочетанию 2 соответствуют схемы базирования 2а, 2б и 2в (рис. 3). В схеме 2а заготовка устанавливается образующей по двум направляющим базам, реализуемым с помощью двух пар опорных точек 1, 2 и 3, 4 и одной опорной базе, реализуемой опорной точкой 6. Малый торец является вспомогательной технологической базой и используется в качестве опорной базы (оп.т. 5) для установки заготовки в осевом направлении. Возможно несколько способов реализации схемы базирования 2а.
В способе 2а1 (рис. 3) заготовка ролика устанавливается образующей по направляющей базе путем контакта с опорным диском 1, по другой направляющей базе за счет контакта с пазом сепаратора 3, по опорной базе контактом ТМ с торцевым упором 4 в пазу сепаратора 3. Шестой степени свободы, возможности свободного вращения вокруг своей оси заготовка лишается за счет контакта образующей с упругим диском 2,компенсирующим разноразмерность заготовок роликов по диаметру и углу. Способ обработки – сквозной. Характер относительного движения – КС. Тип связи – НЖП. Обработка – периферией шлифовального круга.
В способе 2а2 (рис. 3) ось заготовки ролика в процессе круговой подачи описывает конус. Это дает возможность производить обработку роликов с Rсф>300 мм. В схеме базирования 2б опорная база, используемая для вращения заготовки ролика вокруг своей оси, расположена на ТМ. Схема базирования 2в представлена способом 2в1 (рис. 3). Для него характерно отсутствие в сепараторе 4 пазов. Заготовка ролика 1 базируется образующей по направляющей базе путем контакта с опорной конической поверхностью жесткого диска 3, приводится во вращение упругим элементом 7 на приводном диске 2, обеспечивающим силовое замыкание. Направляющая база, являющаяся одновременно и опорной базой, реализуется путем контакта ролика 1 по малому торцу с упором 6, имеющим двухточечный контакт.
В схеме 3а (рис. 3) заготовка ролика устанавливается образующей по направляющим базам (о.т. 1,2 и 3,4) и опорной базе (о.т. 5). Обрабатываемый сферический торец используется в качестве опорной базы для привода вращения заготовки ролика вокруг своей оси (о.т. 6). Сочетанию 4 соответствуют 5 схем базирования (рис. 4). В способе 4а1 заготовка 1 устанавливается в осевом направлении образующей по направляющей (о.т. 1,2) и опорной (о.т. 5) базам между коническими поверхностями жестких дисков 2 и 3. Диски приводят во вращение заготовку 1 вокруг своей оси и оси круговой подачи, образуя опорную базу (о.т. 6). Контакт ФМ с призмой 5 обеспечивает две опорных базы. Механизм компенсации погрешности между основной (О) и вспомогательной (ФМ) технологическими базами выполнен в виде подпружиненных амортизаторов 4 в основании призм 5, установленных на корпусе сепаратора 6. Ячейке 5 соответствуют 5 теоретических схем базирования. Привод вращения ролика осуществляется по ФБ от приводного упругого круга из фрикционного материала.
Сочетанию 6 соответствуют две схемы базирования (рис. 5). Особенностью данных схем является необходимость наличия с ТМ заготовок центровой фаски, обеспечивающей возможность установки заготовки на неподвижный либо вращающийся центр. Сочетанию 7 соответствуют две схемы базирования 7а и 7б. Базирование заготовки ролика со стороны обрабатываемого ТБ происходит путем контакта центрового отверстия заготовки с плавающим либо жестким центром.
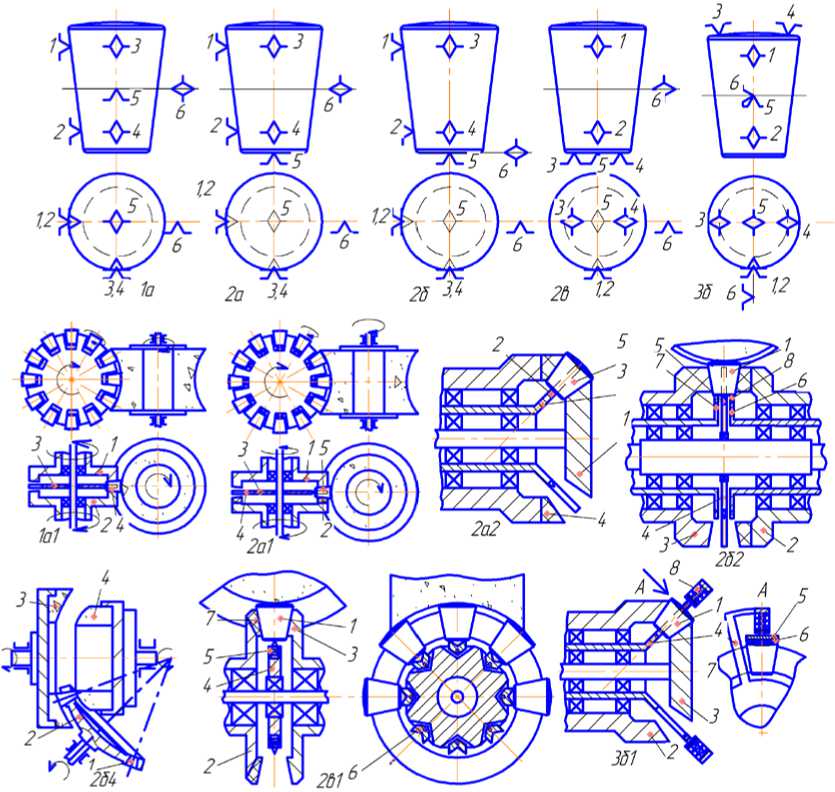
Рис. 3. Схемы базирования 1а, 2а, 2б, 2в, 3б, известные способы реализации 1а1, 2а1, 2а2, 2б4 и предлагаемые способы 2б2, 2в1, 3б1
В сочетаниях 9 (58), 11 (60), 13 (62), 17 (66), 19 (68), 21 (70), 23 (72), 25 (74), 27 (76), 31 (80), 33 (82), 35 (84), 37 (86), 39 (88), 41 (90), 45 (94), 47 (96), 49 (98) отсутствует нормальное силовое замыкание. Сочетание 50, предполагающее бесцентровый метод базирования по скрытым базам, имеет одну схему базирования 50а и два возможных способа реализации: 50а1 для сквозного способа обработки (рис. 5), 50а2 для врезного штучного способа обработки. Реализацией схемы базирования 51а в виде возможного способа 51а1 стал способ шлифования сферических торцов конических роликов (Патент RU 2351454 C2). Основными преимуществами являются: базирование по скрытой базе – плоскости симметрии, проходящей через ось заготовки; минимальная длина кинематической цепи и минимальное количество подвижных элементов – 2. Все базирующие элементы (о.т. 1.2, 3, 4, 5) расположены на жестком диске 2. Упругий диск вращает заготовку вокруг своей оси и компенсирует погрешности формы и размера образующей (диаметр, угол, отклонение от круглости). Заготовка в процессе обработки имеет устойчивое положение и нормальное силовое замыкание. За счет прогиба упругого материала 6 площадь контакта с заготовкой увеличена. Заготовка легко устанавливается в приспособление. Конструкция предполагает простоту и легкость установки заготовки. Применен наиболее прогрессивный высокопроизводительный бесцентровый метод базирования и сквозное шлифование как наиболее производительное. Аналогичным образом были разобраны все 245 ячеек морфологического ящика (рис. 2).
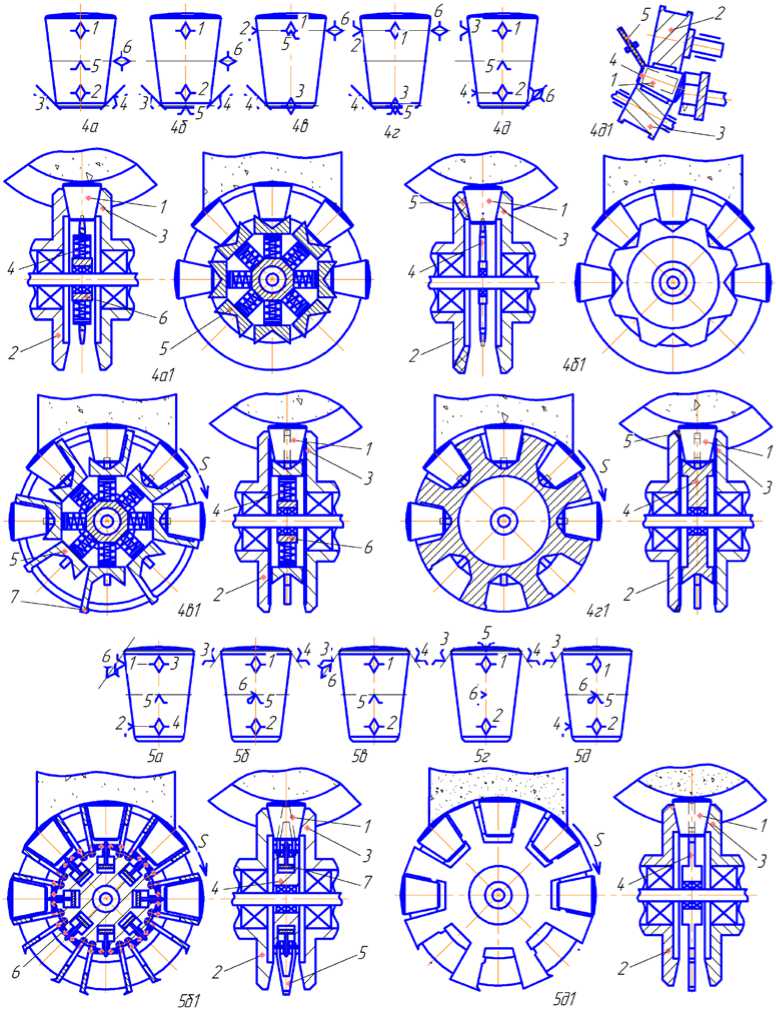
Рис. 4. Схемы базирования 4а, 4б, 4в, 4г, 4д, 5а, 5б, 5в, 5г, 5д и предлагаемые способы реализации 4а1, 4б1, 4в1, 4г1, 4д1, 5б1, 5д1
Выводы: проведенный анализ позволил определить наиболее рациональные способы базирования заготовок при сферошлифовании и возможные способы их реализации. Выявлено 26 неизвестных ранее оригинальных способов базирования и предложены схемы их реализации. Сформулированы основные тенденции в развитии оборудования для шлифования сферических торцов роликов:
-
1. Переход на прогрессивные бесцентровые методы базирования заготовки как обеспечивающие наибольшую производительность, качество и точность процесса шлифования. В первую очередь это касается производства серийных и массовых типов роликов. Применение центровых методов базирования оправдано при серийном и мелкосерийном производстве и обработке нестандартных роликов.
-
2. Внедрение базирования заготовок по скрытым базам, обеспечивающим повышение точности установки не менее чем вдвое.
-
3. Совмещение конструкторских баз ролика (О, ТБ), определяющих положение ролика в подшипнике и технологических, используемых при базировании ролика в процессе обработки.
-
4. Использование в качестве базирующих поверхностей заготовки, имеющих наибольшую протяженность (О, ТМ, ТБ) для обеспечения минимальной погрешности установки.
-
5. Использование сквозного способа обработки, вместо врезного, как имеющего наибольшую производительность. При отсутствии такой возможности, применение группового способа обработки.
-
6. Разработка конструкций устройств, обеспечивающих компенсацию формы, размеров и взаимного расположения поверхностей заготовки.
-
7. Уменьшение кинематической размерной цепи и сокращение числа взаимно подвижных базирующих элементов приспособления.
-
9. Совмещение обработки с одной установки заготовки сразу нескольких операций шлифования, например, чистового и окончательного шлифования сферического торца.
-
10. Внедрение технологии и разработка оборудования для одновременного шлифования рабочих поверхностей заготовки ролика: образующей и сферического торца, для обеспечения точности взаимного расположения в подшипнике.
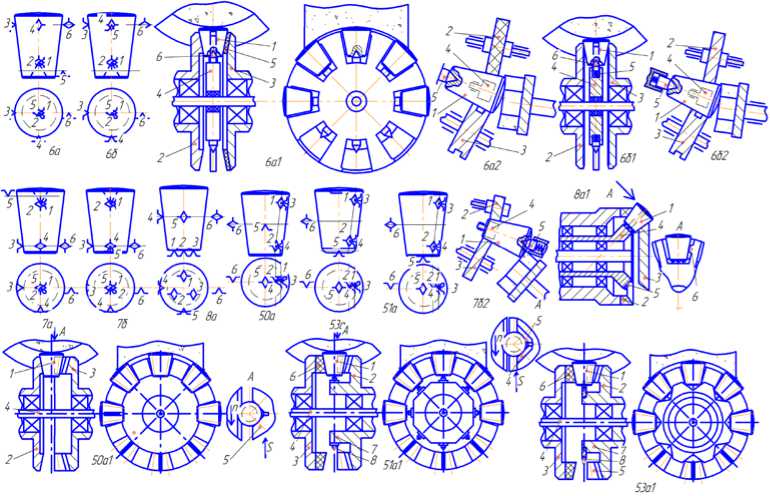
Рис. 5. Схемы базирования 6а, 6б, 7а. 7б, 8а, 50а, 51а, 53а и предлагаемые способы реализации 6а1, 6а2, 6б1, 6б2,7б2, 8а1, 50а1, 51а1, 53а1
Список литературы Структурный анализ технологических баз при шлифовании сферических торцов роликов
- Зарецкий, А.В. Исследование бесцентрового шлифования торцовых сферических поверхностей. Дисс. … уч. степени к.т.н. -М: Московский станкоинструментальный институт, 1970. 138 с.
- Михайлов, Н.Н. Исследование двустороннего торцевого сферического шлифования конических роликов подшипников качения. Дисс. … уч. степени к. т. н. -Куйбышев: КуАИ, 1971. 199 с.
- Ящерицын, П.И. Новое в технологии шлифования сферических поверхностей/П.И. Ящерицын и др. -Мн.: Вышэйш. школа, 1982. 144 с.
