Сварка объемных конструкций из алюминиевых сплавов нанопорошковыми электродами с волокнистой структурой

Автор: Крушенко Генрих Гаврилович, Двирный Гурий Валерьевич, Решетникова Светлана Николаевна
Журнал: Космические аппараты и технологии.
Рубрика: Новые материалы и технологии в космической технике
Статья в выпуске: 3-4 (17-18), 2016 года.
Бесплатный доступ
При изготовлении конструкций летательных аппаратов из алюминиевых сплавов применяется сварка, физическая сущность которой заключается в получении неразъемного соединения путем расплавления и совместной кристаллизации материалов сварочного электрода и соединяемых деталей. При этом структура сварного шва и соединяемых деталей в области влияния нагрева укрупняется, что приводит к уменьшению механических свойств сварного изделия. Известно, что металлоизделия с мелкокристаллической структурой обладают более высокими механическими свойствами по сравнению с крупнокристаллическими. При этом в практике литейного производства с целью измельчения структуры литых изделий применяется модифицирование, суть которого заключается во введении в жидкий металл с помощью лигатур веществ, служащих центрами кристаллизации. Однако возможности таких средств модифицирования достигли пределов, и в последние годы нашел применение новый способ модифицирования с использованием нанопорошков (НП) химических соединений (нитриды, карбиды, бориды, оксиды), который дает более высокий эффект повышения механических свойств литых изделий...
Летательные аппараты, алюминиевые сплавы, сварка
Короткий адрес: https://sciup.org/14117381
IDR: 14117381 | УДК: 621.791.75
Welding surround structures of aluminum alloys nanopowder electrodes with a fibrous structure
In the manufacture of aircraft structures made of aluminum alloys used welding, physical essence of which is to obtain a permanent connection by melting and co-crystallization of the welding electrode materials and parts to be joined. While the structure of the weld and the joined parts of the influence of heat coarsened, which leads to a reduction in the mechanical properties of the welded articles. It is known that metal with fine-grained structure have higher mechanical properties compared with coarse. Thus in practice, for the purpose of foundry castings structure refinement is used modification, the essence of which consists in introducing into the liquid metal alloys using substances which serve as crystallization centers. However, the possibility of modifying such agents have reached the limits in recent years and have found a new method of modifying the application using nanopowders (NP) chemical compounds (nitrides, carbides, borides, oxides), which gives a high effect of enhancing the mechanical properties of the molded articles...
Текст научной статьи Сварка объемных конструкций из алюминиевых сплавов нанопорошковыми электродами с волокнистой структурой
При изготовлении космических аппаратов среди прочих технологий применяют разные способы и средства выполнения неразъемных соединений, включая и сварку [1].
Физическая сущность изготовления металлоизделий с применением сварки заключается в получении неразъемного соединения в результате расплавления и совместной кристаллизации материалов сварочного электрода и соединяемых деталей. Недостатком такого способа сборки является тот факт, что при этом структура сварного шва оказывается более крупной, чем структура соединяемого металла, кстати, структура которого в зоне
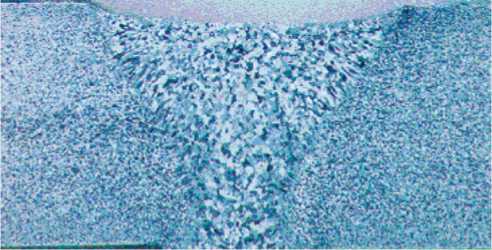
влияния нагрева тоже укрупняется, а это приводит к снижению механических свойств изделия в зоне сварки. В приведенной в качестве примера на рис. 1 структуре узла сварки изделия из листового алюминиево-магниевого сплава АМг5 [2] видна значительно более крупная структура сварного шва по сравнению со свариваемым материалом.
При этом в многочисленных работах однозначно установлено, что металлоизделия с мелкокристаллической структурой обладают более высокими механическими свойствами по сравнению с крупнокристаллической. Такая особенность металлов хорошо описывается классическим соотношением Холла – Петча (Hall – Petch dependence) [3; 4]:
HV (^ T ) = H 0(^0) + kjg , где Hv - твердость материала; оТ - предел текучести; H0 – твердость тела зерна; σ0 – внутреннее напряжение, препятствующее распространению пластического сдвига в теле зерна; к - коэффициент пропорциональности; D – размер зерна. Из приведенной формулы видно, что с уменьшением размера зерна происходит увеличение прочности материала.
Модифицирование сплавов. Из опыта производства литых изделий известно, что с целью измельчения их структуры применяется так называемое «модифицирование» [5], суть которого заключается во введении в жидкий металл веществ, либо служащих центрами кристаллизации, либо блокирующих рост формирующихся кристаллов путем ограничения подхода к ним однородного материала из окружающей металлической жидкости.
В этой связи следует дать пояснения относительно приведенной на рис. 1 структуры алю-миниево-магниевого сплава АМг5, который относится к деформируемым и листовая продукция из которого производится путем прокатки слитков, отливаемых полунепрерывным способом. При этом с целью измельчения структуры слитков при подготовке расплава к литью в него с помощью алюминиево-титановой лигатуры (промежуточные сплавы, состоящие из его элементной основы сплава и модифицирующей добавки) вводят титан (в пределах 0,02…0,10 %), который образует в жидком металле мелкодисперсные интерметаллические соединения TiAl3, служащие центрами кристаллизации [5]. Кроме того, структура дополнительно значительно измельчается при прокатке слитка в лист в результате многократной деформации. И тем не менее сварка приводит к укрупнению структуры, что и сказывается отрицательно на качестве сварного изделия.
Существует достаточно большое количество средств и способов модифицирования – в основном, как указывалось выше, путем введения модифицирующих добавок в жидкий металл лигатурами (сплав, состоящий из основы готовящегося сплава и модифицирующей добавки). Однако возможности таких средств модифицирования практически достигли своих пределов, и в последние годы находит применение новый способ модифицирования – путем введения в жидкий металл нанопорошков (НП) химических соединений, который защищен десятками патентов.
Нанопорошки химических соединений . Нанопорошки химических соединений представляют собой сверхмелкозернистые кристаллические или аморфные образования с размерами частиц, не превышающими 100 нм (1 нм = 10–9 м), которые обладают уникальными физико-химическими свойствами и механическими характеристиками, существенно отличающимися от тако-
а б а
Рис. 1. Структура узла сварки сплава АМг5 [2]: а – основной материал, б – сварной шов
вых для материалов того же химического состава в массивном состоянии. Причина уникальности свойств НП заключается в том, что количество атомов в их поверхностном слое и в объеме оказывается соизмеримым [6]. Вследствие малых размеров и высокой реакционной способности НП и возникла идея их введения в металлические расплавы в качестве модификаторов. Однако существующие способы введения в металлические расплавы порошкообразных добавок не могли быть приняты при использовании НП вследствие их особых свойств по сравнению с более крупными порошками. Так, частицы НП легко «слипаются», их окисление начинается при сравнительно низких температурах, и, что особенно важно для выполнения роли центров кристаллизации, – они плохо смачиваются жидким металлом, что является основанием для начала формирования кристаллов. Кроме того, несмотря на высокую плотность (от 1 380 кг/м3 - TaN до 2 510 кг/м3 - В4С), НП легко образуют в воздухе пылевидную взвесь, при определенных условиях самовозгорающуюся и даже взрывоопасную. Все это делает практически невозможным прямое введение НП в расплавы, поэтому был разработан принципиально новый способ их введения, блокирующий перечисленные негативные явления [7].
Изготовление наномодифицирующих прутков. С этой целью в тонкостенный алюминиевый контейнер ( ∅ 165 мм, h = 235 мм, толщина стенки 2 мм) засыпали плакированные нанопорошком частицы алюминия или алюминиевых деформируемых сплавов либо в виде гранул размером 1,5...3,0 мм, получаемых из сплавов Д1 или Д16 методом центробежной разливки, либо в виде крупки первичной марки АКП (ТУ 48-5-38-78) с размерами частиц в диапазоне 0,02…0,04 мм, получаемой из алюминия марки А5 методом распыления, либо «сечки» – частиц алюминия диаметром 2,0 мм, высотой 1,5…2,0 мм, получаемых нарезанием алюминиевой проволоки. Затем отверстие в контейнере закрывали алюминиевой крышкой, про-
U ИССЛЕДОВАНИЯ плуко____________ ■ ГРАДА изводили ее завальцовку, подвергали контейнер вращению в установке с эксцентричными осями. После чего его помещали в контейнер гидравлического пресса и с усилием 100^120 тс со скоростью 3,5 см/с прессовали прутки диаметром от 5 до 9,5 мм, особенностью которых оказалось их волокнистое внутреннее строение при тонкой оболочке (десятые доли мм) (рис. 2).
Волокнистое строение прутка объясняется тем, что из-за нахождения частиц НП на поверхности частиц алюминия в процессе экструзии они деформировались изолированно друг от 34 друга, что подтверждается результатами микроскопического изучения поверхности как плакированных частиц алюминия, так и волокон. Оказалось, что волокна полностью покрыты прочно внедрившимися в их поверхность частицами НП. Это наблюдение свидетельствует, во-первых, о большом количестве частиц НП в прутках и, во-вторых, об их достаточно равномерном распределении, что гарантирует получение равномерно измельченной структуры в объеме литой детали. В прутках 0 9,5 мм насчитывалось от 1 100 до 1 200 волокон с площадью сечения в пределах 0,005^0,075 мм2. Расчет показал, что длина таких волокон в зависимости от размера частиц алюминия находилась в интервале 400^3 200 мм. От размеров прессуемых частиц алюминия, т. е. от площади их поверхности, зависит содержание НП в объеме прутка, и чем частицы меньше, тем суммарная площадь находящихся в объеме контейнера частиц алюминия больше и, следовательно, в прутке будет содержаться больше НП. Результаты взвешивания показали, что содержание НП в прутках находилось в пределах 1,5…2,7 масс. %. Полученные прутки служили носителем модификатора - при их введении в расплав алюминиевая матрица расплавлялась, и частицы НП оказывались в объеме жидкого металла, минуя контакт с атмосферой. Количество любого из НП, вводимого в любые исследуемые сплавы, не превышало 0,05 %, а в отдельных слу- чаях – всего до тысячных долей процента. Расход прутка при этом составляет 20^25 кг на 1 т металла.
Наномодифицирование сплавов. В качестве модификаторов алюминиевых литейных и деформируемых сплавов, чугуна и стали опробовано более 20 химических соединений, включая: AlN; Al2O3; B4C; BN; Cr3C 1 6N04; HfN; HfB2; LaB6; SiC; Si3N4; TaN; Ti x C y N z ; ’ Ti x C y N z O , ; TiN; TiO2; VC; V x C y N z ; V0 ,75 N0 , 25; а также смеси (AlN + TiN); (BN + B4C); (SiC + B4C). Эти соединения относятся к промежуточным фазам, характерными особенностями которых являются высокая степень устойчивости, неметаллический характер и высокая температура плавления (в диапазоне 2273…3273 К).
В результате введения НП В4С, SiC, Ti x C y N z , TaN, смеси (В4С + BN) в алюминиевые литейные сплавы АК7, АК12, аК9ч, АК7ч, АК7Ц9 и др. измельчается макро- и микроструктура, что приводит к увеличению σв отливок на 2,5…19,3 % и δ – в 1,5…7,3 раза. В результате введения НП B4C в сплавы АК7ч и АМ5 при получении из них деталей жидкой штамповкой повышается удлинение δ – соответственно на 50 % и 19 % при сохранении уровня ов. При введении НП SiC, B4C, BN, LaB6, TaN, Ti x C y N z , TiCNO, TiN, TiO2, V x C y N z , (смеси AlN + BN), (смеси HfN + HfB2) в алюминиевые деформируемые сплавы при литье полунепрерывным способом слитков ∅ 190 мм из сплава Д16 и ∅ 300, 420 и 500 мм из сплава АМг6, ∅ 480 мм из сплава Д1 происходит измельчение зерна в 1,7.. .20 раз, что приводит к повышению механических свойств отпрессованных из них профилей различного сечения: σв – на 2,5…8,8 %; σ0,2 – на 2,0^16,1 %; 5 - на 11,8^31,0. Полученные результаты изложены в целом ряде статей и монографий [8; 9] и защищены 26 патентами.
Наномодифицирование сварного шва. Исходя из идентичности механизмов кристаллизации литых деталей и сварного шва, было решено опробовать сварку описанными выше прутка-

а б в
Рис. 2. Отпрессованные прутки: а – ∅ 5,0 мм, L = 15,0 м; б – ∅ 9,5 мм, L = 4,0 м (черная полоска в нижней части рисунка – линейка L = 160 мм); в – отрезок прутка ∅ 9,5 мм со вспоротой оболочкой
ми, прессование которых производилось по той же технологии, но с дополнительным введением в прессуемую композицию флюса АН-А4 (57,0 % КС1; 28,0 % ВаF2; 7,5 % LiF; 7,5 % AlF3) [10].
Следует отметить, что если для изготовления подобных электродов, названных «пучковыми», применялась достаточно сложная технология [11], заключающаяся в нарезании сварочной проволоки на мерные заготовки, вкладывании их в кондуктор, обжимании в нагретом состоянии до плотного прилегания, вставлении их в муфту, которая вместе с прутками нагревается до сварочной температуры, после чего сваривается с прутками проковкой, изготовленный пучковый электрод вынимается из кондуктора и окунается в обмазку, являющуюся элементом, связующим отдельные прутки в электрод, то технология изготовления сварочных прутков, содержащих НП, оказывается значительно проще. И заключается она практически в выполнении только двух операций: 1) в смешивании частиц алюминия с частицами НП и с флюсом и 2) в прессовании этой композиции в сварочную проволоку (пруток).
Следует отметить, что применение нанопо-рошковых материалов при сварке описано в нескольких работах. Так, в работе [12] представлены результаты использования НП серебра с размерами частиц 5 и 100 нм в качестве «вставного материала» ( using silver nanoparticles as an insert material ) при лазерной сварке листов из магниевого сплава. При этом на листы предварительно наносили пасту, содержащую НП серебра, после чего их нагревали до 100 °С в течение 60 с с целью испарения пасты. Затем листы накладывали друг на друга сторонами, плакированными магниевыми наночастицами, и сканировали поверхность верхнего листа лазером, в результате чего частицы магниевого порошка расплавлялись, и при последующей кристаллизации магниевого расплава происходило прочное скрепление листов.
В другой работе [13] сварку разнородных металлов (Al-Ti, Ti-сталь) проводили с помощью непрерывного СО2-лазерного излучения с применением модифицирующих инокуляторов в виде порошков нитрида титана TiN и оксида иттрия Y2O3 (размер частиц - до 20 мкм), частицы которых плакировали хромом. При этом так же, как и в предыдущей работе, предварительно приготовленную суспензию, содержащую эти порошки, наносили на поверхность свариваемых пластин толщиной 1-2 мм. В результате применения этого способа структурные составляющие сварного шва измельчаются в 2…4 раза, а вместо игольчатодендритной формируется дисперсная равноосная структура, выравниваются механические характеристики, уменьшаются размер шва и зона термического влияния, соответственно, повышаются механические свойства: временное сопротивле- ние разрушению σв – в 1,23…1,35 раза, предел текучести σ0,2 – в 1,8…2,0 раза и относительное удлинение 5 - в 2,0.. .4,9 раза. По-видимому, меньший эффект повышения механических свойств, чем в случае сварки электродом, содержащим нанопорошки (размер частиц – нанометры), связан со значительно большими размерами частиц (микроны) применяемых порошков. Существенным недостатком описанных способов сварки является необходимость использования пасты и суспензии в качестве «магазинов» хранения порошков с вытекающим из этого такого последствия, как сложность нанесения слоя именно такой толщины, которая обеспечит присутствие в сварочном шве требуемого количества порошка. Другой недостаток заключается в сложности закрепления пасты и суспензии на поверхностях, лежащих в трех измерениях. Эти недостатки отсутствуют при сварке электродами, содержащими НП.
Сварка объемной конструкции . Настоящая работа была выполнена в производственных условиях при изготовлении объемной конструкции из листового деформируемого алюминиево-магни-евого сплава АМг6 (5,8–6,8 % Mg; 0,5–0,8 % Mn; 0,02–0,1 % Ti; 0,0002–005 % Be; примеси, до 0,1 %; ост. – Al), близкого по составу к сплаву АМг5, в связи с тем, что при ее сварке с использованием присадочной проволоки, изготовленной из этого же сплава, не всегда обеспечивалась требуемая прочность сварного соединения. Как показало металлографическое исследование, причиной этого оказался тот факт, что металл сварного шва отличался от металла листа более крупными зернами а-твердого раствора и более крупными выделениями в—фазы (Al3Mg2) по их границам.
В настоящей работе применяли нанопорош-ковый электрод с волокнистым строением диаметром 8 мм, содержащий по отдельности порядка 2,0 % НП нитрида бора BN, или гексаборида лантана LaB6, или карбонитрида титана TiCN, и 2,0 % флюса АН-А4. Сварку производили с помощью автоматической установки в среде аргона. Фрагменты сварки листов АМг6 приведены на рис. 3.
Качество шва по требованиям приемочной документации оценивали по величине временного сопротивления разрушению ав при испытании вырезанных из сварной конструкции плоских образцов с размерами 15х50 мм. Результаты испытаний показали, что временное сопротивление ав металла в области шва при сварке прутком, содержащим НП BN, составляет 333 МПа, НП LaB 6 – 338 МПа и НП TiCN - 345 МПа. Эти значения оказались соответственно выше на 4,1; 5,6 и 7,8 %, чем имеют образцы из сплава АМг6 (320 МПа), сваренные по стандартной технологии электродом из этого же сплава (табл. 1).
Изучение микроструктуры сварного шва показало, что в его объеме какие-либо дефекты
Таблица 1
Влияние вида электродов на временное сопротивление разрушению металла в области сварного шва при сварке листового сплава АМг6
|
Временное сопротивление разрушению σв (МПа) металла в области сварного шва при сварке электродом из сплава АМг6 |
|||
|
без нанопорошка |
содержащим нанопорошок |
||
|
BN |
LaB 6 |
TiCN |
|
|
Величина |
Величина/ прирост, % |
Величина/ прирост, % |
Величина/ прирост, % |
|
320 |
333/4,1 |
338/5,6 |
345/7 , 8 |
■Ж ИССЛЕДОВАНИЯ
Havko-
■ ГРАДА

Рис. 3. Фрагменты сварки листовой конструкции из листов сплава АМг6 толщиной 5,0 мм ( а ) и 8,0 мм ( б ) электродом, содержащим нанопорошок карбонитрида титана TiCN
отсутствуют. При этом зерно в свариваемом листе вытянуто вдоль прокатки, а его размеры лежат в интервале ~0,3…0,4 мм. Зерно в сварном шве - мелкое равноосное, его размеры составляют ~0,01…0,03 мм, что в среднем меньше, чем в основном металле, в 17,5 раз. Интерметаллидные фазы оказались в раздробленном состоянии. Можно полагать, что повышение σв связано не только с измельчением структуры шва и с измельчением интерметаллидов, но и с дисперсионным упрочнением a-твердого раствора сплава тонкодисперсными частицами НП. Микротвердость основного металла и сварного шва одного уровня – 76,4…78,7 HV (среднее – 77,55 HV или 73,5 НВ), т.е. при сварке разупрочнение не происходит.
Очевидно, аналогичный эффект имеет место в результате введения в сварочную ванну диоксида титана TiO2 с помощью металлохимической присадки МХП (рубленая сварочная про- волока ∅ 2 мм, смешанная с двуокисью титана TiO2), что приводит к формированию такой структуры металла сварного шва, которая обеспечивает высокие показатели прочности, пластичности и вязкости [14].
В следующей серии работ было установлено, что в результате предварительной механоактивации композиции, состоящей из частиц алюминия и НП, и последующего ее прессования содержание НП (на примере НП TiN) в прутке увеличивается до 7,7 масс. % [15], что в еще большей степени позволяет повысить скорость сварки при одновременном уменьшении расхода электродной проволоки.
Очевидно, сварку нанопорошковыми электродами можно применять и при изготовлении узлов космических аппаратов [16], как обладающую большей эффективностью по сравнению с обычными электродами.
Заключение
В результате выполненной в производственных условиях работы была установлена возможность измельчения структуры сварного шва и повышения механических свойств сварного изделия типа оболочки, сваренной из листов деформируемого алюминиево-магниевого сплава АМг6 с применением в качестве модификаторов нанопорошков химических соединений нитрида бора BN, гексаборида лантана LaB6 и карбонитрида титана TiCN.
Список литературы Сварка объемных конструкций из алюминиевых сплавов нанопорошковыми электродами с волокнистой структурой
- Hartman D. A., Davé V. R., Cola M. J. In-process quality assurance for aerospace welding // Welding Journal. 2009. Vol. 88, № 1. P. 28-31.
- Паршин С. Г. Электродуговая сварка с применением активирующих флюсов. Самара: Самарский научный центр РАН, 2006. 380 с.
- Hall E. O. The deformation and Ageing of Mild Steel: III. Discussion of Results // Proceeding of the Physical Society. Section B. 1951. Vol. 64, № 9. P. 717-753.
- Petch N. J. The Cleavage Strength of Polycrystals // Journal of Iron and Steel Institute. 1953. Vol. 174. P. 25-28.
- Бондарев Б. И., Напалков В. И., Тарарышкин В. И. Модифицирование алюминиевых деформируемых сплавов. М.: Металлургия, 1979. 224 с.
- Морохов И. Д., Трусов Л. И., Чижик С. П. Ультрадисперсные металлические среды. М.: Атомиздат, 1977. 264 с.
- Патент РФ 2475550 С1 С22С 1/06; С22С 21/02; С22В 9/10. Способ модифицирования алюминиево-кремниевых сплавов. Заявка № 2011130628 от 21.07.2011 / Г. Г. Крушенко. Бюл., 2013. № 5.
- Крушенко Г. Г., Фильков М. Н., Балашов Б. А. и др. Измельчение структуры сплава Д16 при модифицировании прутками с ультрадисперсными порошками // Цветная металлургия. 1991. № 4. С. 8-10.
- Сабуров В. П., Черепанов А. Н., Крушенко Г. Г. и др. Плазмохимический синтез ультрадисперсных порошков и их применение для модифицирования металлов и сплавов. Новосибирск: Наука. Сибирская издательская фирма РАН, 1995. 344 с.
- Пат. 2429958 Российская Федерация, С2 МПК С2 B23K35/40. Способ изготовления электродной проволоки для сварки алюминиевых сплавов / Крушенко Г. Г., заявитель и патентообладатель Учреждение Российской академии наук Институт вычислительного моделирования Сибирского отделения Российской академии наук (ИВМ СО РАН); заявл. № 2009131289/02; опубл. 27.09.2011. Бюл. № 27. 6 с.
- А.с. 87411 СССР Класс 21h, 30.6. Способ изготовления пучковых электродов / Бродович Н. В., Обухов А. В. заявители и патентообладатели Бродович Н. В., Обухов А. В.; заявл. № 411121; опубл. 01.01.1950. 2 c.
- Ishak M., Maekawa K., Yamasaki K. The characteristic of laser welded magnesium alloy using silver nanoparticles as insert material // Materials Science and Engineering: A. 2012. Vol. 536. P.143-151.
- Воздействие высококонцентрированных потоков энергии на материалы с целью изменения их физико-химических свойств и улучшения эксплуатационных характеристик / Сибирское отделение РАН. Новосибирск: Издательство СО РАН, 2008. С. 138-139.
- Болдырев А. М. Взаимодействие диоксида титана со сварочной ванной при автоматической сварке под флюсом стали 10ХСНД с металлохимической присадкой // Сварочное производство. 2014. № 9. С. 14-19.
- Крушенко Г. Г., Фильков М. Н. Технология получения алюминиевого композита с повышенным содержанием упрочняющих нанопорошков // Вестник СибГАУ. 2011. Вып. 1. С. 139-142.
- Тестоедов Н. А., Туркенич Р. П., Двирный Г. В. и др. Новые возможности технологии сварки для космической отрасли // Решетневские чтения: материалы XI Междунар. науч. конф. Красноярск: СибГАУ, 2007. С. 135-136.
