Сварка трением

Автор: Насыров Г.А.
Журнал: Форум молодых ученых @forum-nauka
Статья в выпуске: 12-3 (28), 2018 года.
Бесплатный доступ
Статья посвящена методу сварки трением. Рассмотрены положительные и отрицательные стороны такого вида сварки. Приведены примеры применения данного вида сварного соединения деталей в различных отраслях производства. Указаны подвиды сварки трением, кратко описаны основные особенности данных видов сварки.
Сварка, сварка трением, радиальная, орбитальная, пластичность, сварка с перемешиванием
Короткий адрес: https://sciup.org/140281362
IDR: 140281362
Friction welding
The article is devoted to the method of friction welding. The positive and negative sides of this type of welding are considered. Examples of the use of this type of welded joint of parts in various industries are given. The subspecies of welding by friction are indicated, the main features of these types of welding are briefly described.
Текст научной статьи Сварка трением
Существует несколько видов сварки: сварка давлением, электрическая контактная сварка, сварка трением и т.д. Одним из самых простых видов является сварка трением. Такой вид сварки в несколько раз дешевле, чем, к примеру, дуговая сварка. Но несмотря на эти преимущества, сварка трением менее универсальна. На рисунке 1 показана схема сварки трением.
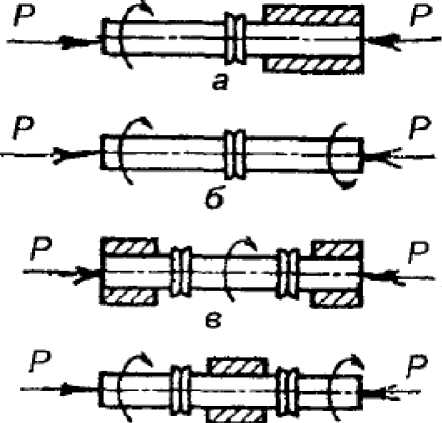
и ~ const
Рисунок 1. Схема сварки трением
Сварка трением чаще применяется в условиях массового производства.
Сварка трением происходит при вращении зажатых заготовок. Нагрев происходит из-за трения, после чего происходит мгновенное торможение. Основные параметры данного режима — это скорость вращения заготовок и приложенное к ним осевое усилие.
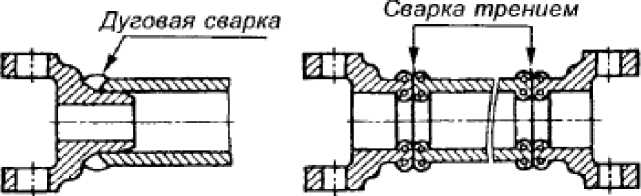
Особенно данный вид сварки хорошо подходит для изготовления концевого режущего инструмента. К примеру, контактная стыковая сварка, являющаяся более дорогостоящей и сложной, не обеспечивает для концевого режущего инструмента стабильности качества. Также данный вид соединения часто используется в автомобильной промышленности. Пример применения при изготовлении карданного вала показан на рисунке 2.
a 6
Рисунок 2. Схема изготовления карданного вала дуговой сваркой (а) и сваркой трением (б).
Машины для сварки трением весьма различны. Бывают как универсальные, так и специализированные машины. Они полностью автоматизированы. Данный метод выполняется также и в автономном режиме, который обеспечивает контроль данного процесса от начала и до конца.
В свою очередь сварка трением разделяется на инерционную, с непрерывным приводом, орбитальную, радиальную и сварку с перемешиванием.
При инерционной сварке трением движение свариваемой детали обеспечивает маховик, который разгоняется специальным двигателем.
При орбитальной сварке трением соединение осуществляют движением прижатых заготовок по круговой орбите. В данном случае отсутствует вращение заготовок вокруг собственных осей.
Радиальная сварка основывается на трении наружного или внутреннего кольца о скошенные концы труб.
Сварка трением с перемешиванием применяется для сварки заготовок из тонколистовых материалов. К концам заготовок подводят ролик, вращающийся со скоростью 200...3000 об. в мин. Скорость перемещения ролика относительно свариваемых за готов о к составляет 4,5 ,. .6,0 м /мин при удельном давлении на ролик 0,2. ..0,5 МПа.
Список литературы Сварка трением
- Колганов, Л.А. Сварочное производство / Л.А. Колганов. - Ростов - на - Дону: Феникс, 2002. - 254 с
