Сварка жаропрочных и жаростойких сплавов на никелевой основе импульсным лазерным излучением

Автор: Мурзин С.П., Осетров Е.Л., Никифоров А.М.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 3 т.10, 2008 года.
Бесплатный доступ
Экспериментально определены параметры режима сварки внахлест, обеспечивающего качественное соединение, сплава на никелевой основе ХН70ЮШ (ЭИ652) толщиной 0,4 мм при воздействии импульсно-периодического излучения на установке StarWeld Manual Performance. Металлографические исследования структуры металла шва в поперечном сечении зоны лазерной сварки позволили установить, что шов имеет однородную структуру без пустот и раковин. Максимальная разрушающая нагрузка при проведении испытаний на статическую прочность составила P = (8,5…9,0).102 Н.
Короткий адрес: https://sciup.org/148198157
IDR: 148198157 | УДК: 621.791.72
Welding of the high-temperature strength and heat-resistant nickel basis alloys by pulse laser radiation
The parameters of a mode providing qualitative connection of scarf welding nickel basis alloy ХН70ЮШ (ЭИ652) by thickness of 0,4 mm at influence pulse-periodic radiation on the laser setup StarWeld Manual Performance are experimentally determined. Metallographic researches of the metal seam structure in the cross-section of laser welding zone have allowed to establish that the seam has homogeneous structure without emptiness and bowls. The maximal ultimate load at carrying out tests for static durability has made Р = (8,5…9,0).102 N.
Текст научной статьи Сварка жаропрочных и жаростойких сплавов на никелевой основе импульсным лазерным излучением
Самарский государственный аэрокосмический университет
Экспериментально определены параметры режима сварки внахлест, обеспечивающего качественное соединение, сплава на никелевой основе ХН70ЮШ (ЭИ652) толщиной 0,4 мм при воздействии импульсно-периодического излучения на установке StarWeld Manual Performance. Металлографические исследования структуры металла шва в поперечном сечении зоны лазерной сварки позволили установить, что шов имеет однородную структуру без пустот и раковин. Максимальная разрушающая нагрузка при проведении испытаний на статическую прочность составила P = (8,5…9,0) . 102 Н.
В авиадвигателестроении при изготовлении деталей камер сгорания и форсажных камер, работающих при температурах до 1370 K, широко применяются жаропрочные и жаростойкие сплавы на никелевой основе, используются сварные соединения как встык, так и внахлест [1]. Специфические особенности процесса лазерной сварки заключаются в высокой концентрации энергии, большой скорости и малом объеме сварочной ванны. Высокие скорости нагрева и охлаждения позволяют существенно сократить область термического влияния, в том числе околошов-ную зону [2, 3]. По технологическим признакам лазерную сварку разделяют на сварку с глубоким проплавлением и сварку материалов малых толщин, отличающиеся по механизму образования соединения. При сварке материалов малых толщин (менее 1 мм) попадающая на поверхность энергия вследствие теплопроводности материала распространяется на определенную глубину и нагревает его на этой глубине до температуры плавления. В этом случае не происходит значительного перегрева и интенсивного испарения расплавленного металла шва. Такую сварку выполняют непрерывным и импульсно-периодическим излучением. При обработке материалов импульсным излучением шов формируется перекрытием отдельных точек [4].
Для точечной лазерной сварки однородных и разнородных металлов и сплавов применяют технологические установки серии “Квант”. Максимальная глубина проплавления при сварке тугоплавких металлов и спла- вов на таких установках составляет 0,5 мм. Энергия импульса излучения составляет не менее 8 Дж, а в моноимпульсном режиме достигает 15 Дж [5]. Значительно расширить технологические возможности лазерной сварки позволяет применение установки StarWeld Manual Performance (SWMP), представленной на рис. 1, предназначенной для сварки металлов и сплавов. Максимальная энергия импульса излучения составляет 110 Дж, длительность импульса может изменяться от 0,5 до 50 мс, а диаметр лазерного пятна регулируется от 0,2 до 2 мм. Лазер работает как в режиме генерации одиночных импульсов, так и в импульсно-периодическом режиме с частотой следования импульсов до 20 Гц. Кроме того, можно регулировать форму импульса лазерного излучения с учетом теплофизических свойств конкретного материала.
Целью настоящей работы является экспериментальное определение параметров
Рис. 1. Лазерная установка SWMP режима, обеспечивающего качественное соединение при сварке внахлест деталей из сплава на никелевой основе ХН70ЮШ (ЭИ652) на лазерном технологическом оборудовании SWMP.
При сварке импульсным излучением режим обработки задается следующими параметрами: энергия импульса, длительность импульса и размеры светового пятна в зоне обработки. При проведении сварочных работ для обеспечения высокого качества сварного соединения может регулироваться также форма импульса излучения. Это позволяет при плавлении материала получить однородную структуру без пустот и раковин, достигаются минимальные термические нагрузки, улучшается термический цикл нагрева и охлаждения обрабатываемого материала. В процессе импульсной лазерной сварки на повышенном режиме возникают различные дефекты (углубления на поверхности, трещины, поры и др.).
Cварка внахлест листовых образцов с размерами 65 x 20 мм, толщиной 0,4 мм проводилась вдоль длинной стороны без применения присадочного материала, защитный газ не использовался. При сборке детали в сварочной камере укладывали в сборочное приспособление по упорам и закрепляли винтовыми прижимами с зазором менее 0,1 мм. Энергия в импульсе составляла 35 Дж, диаметр светового пятна в фокусе на поверхности образца был равен 1 мм. Длительность импульса излучения составляла 5 мс. При этом происходило сквозное проплавление верхнего образца и частичное проплавление нижнего. Полная глубина проплавления материала составляла 0,7 мм. Шаг размещения единичных зон лазерного воздействия выбирался таким, при котором обеспечивалась равномерность по глубине ширины зоны термического воздействия. Скорость перемещения лазерного луча относительно свариваемых образцов составляла 0,5 мм/с, а частота следования импульсов 1,5 Гц. Коэффициент перекрытия литых точек был равен 0,67.
Наиболее общими критериями, определяющими качество сварного соединения, являются: геометрические размеры шва или литой зоны; механические свойства соединения; наличие внутренних и внешних дефектов; химический состав и структура шва. Основны- ми параметрами, характеризующими размер литой зоны в поперечном сечении, являются глубина hл плавления и ширина (диаметр dл ) литой точки. С точки зрения прочностных свойств наиболее благоприятны точечные сварные соединения с малым коэффициентом формы шва ул = hл/dл < 0,5...0,7, т е. с развитой площадью поперечного сечения. Однако с увеличением энергии импульса диаметр литой зоны увеличивается только до тех пор, пока не начнут образовываться выбросы металла [6]. В данном случае hл = 0,7 мм, dл = 1 мм, и коэффициент формы шва составляет ψл = 0,7, т. е. близок к оптимальному.
На рис. 2 приведена структура металла шва в поперечном сечении зоны лазерной сварки. Анализ структуры шва показал, что по границам и внутри зерен сложнолегированного твердого раствора в исходной структуре имеются включения карбидов. При лазерном плавлении происходит растворение карбидов, литая зона имеет однородную структуру без пустот и раковин, что указывает на высокую работоспособность сварного соединения.
Оценка прочностных свойств сварного соединения проводилась при статическом нагружении образцов. Установлено, что максимальная разрушающая нагрузка при проведении испытаний на статическую прочность сварной точки возрастает до значения Р = (8,5…9,0) . 102 Н. Таким образом, определены параметры режима, обеспечивающего качественное соединение при сварке внахлест деталей из сплава на никелевой основе ХН70ЮШ (ЭИ652) на лазерном технологическом оборудовании SWMP. Данную обработку на установке StarWeld Manual Performance можно рекомендовать в качестве
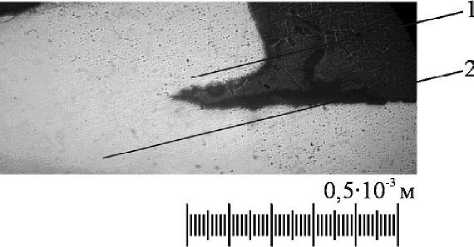
Рис. 2. Структура металла шва в поперечном сечении зоны лазерной сварки жаропрочного и жаростойкого сплава на никелевой основе ХН70ЮШ: 1 – исходная структура; 2 – область плавления основы для построения соответствующего технологического процесса. По сравнению со сваркой на установках серии “Квант” обеспечивается повышенный энерговклад в место соединения за счет увеличения энергии и длительности импульса.
Заключение
Экспериментально определены параметры режима сварки импульсным лазерным излучением внахлест жаропрочного и жаростойкого сплава на никелевой основе ХН70ЮШ (ЭИ652) для образцов толщиной 0,4 мм. Энергия в импульсе составляла 35 Дж, длительность импульса 5 мс, диаметр светового пятна на поверхности образца 1 мм. Шаг размещения единичных зон лазерного воздействия выбирался таким, при котором обеспечивалась равномерность по глубине ширины зоны термического воздействия. Это условие позволило обеспечить равную прочность сварного соединения по всей длине шва. При этом площадь поперечного сечения шва оставалась малой, что характерно для неразъемных сварных соединений, полученных с помощью лазерного воздействия.
Металлографический анализ структуры шва позволил установить, что по границам и внутри зерен сложнолегированного твердого раствора в исходной структуре имеются включения карбидов. При лазерном плавлении происходит растворение карбидов, литая зона имеет однородную структуру без пустот и раковин, что указывает на высокую работоспособность сварного соединения. Максимальная разрушающая нагрузка при проведении испытаний на статическую прочность возрастает до значения Р = (8,5…9,0) . 102 Н.
Данную обработку на установке StarWeld Manual Performance можно рекомендовать в качестве основы для построения соответствующего технологического процесса.
Работа выполнена при поддержке аналитической ведомственной целевой программы "Развитие научного потенциала высшей школы (2006-2008 годы)" и гранта РФФИ 08-08-99080
Список литературы Сварка жаропрочных и жаростойких сплавов на никелевой основе импульсным лазерным излучением
- Авиадвигателестроение. Качество, сертификация и лицензирование: Учеб. пособие/В.Ф. Безъязычный, А.Ю. Замятин, В.Ю. Замятин и др.; Под общ. ред. В.Ф. Безъязычного. М.: Машиностроение, 2003.
- Андрияхин В.М. Процессы лазерной сварки и термообработки. М.: Наука, 1988.
- Мурзин С.П., Артюшина В.И. Формирование сварного соединения импульсным лазерным излучением с регулируемым пространственным распределением мощности//известия СамНЦ РАН. 2006. Т. 8. №2.
- Григорьянц А.Г., Шиганов И.К., Мисюров А.И. Технологические процессы лазерной обработки/Под ред. А.Г. Григорьянца. М.: МГТУ, 2006.
- Рыкалин Н.Н., Углов А.А., Кокора А.Н. Лазерная обработка материалов. М.: Машиностроение, 1975.
- Технологические лазеры: Справочник: В 2 т. Т. 1.: Расчет, проектирование и эксплуатация/Г.А. Абильсиитов, В.С. Голубев,
