Сварочный аэрозоль как источник опасных для здоровья техногенных нано- и микрочастиц: гранулометрический анализ

Автор: Кириченко Константин Юрьевич, Дрозд Владимир Александрович, Чайка Владимир Викторович, Гридасов Александр Валентинович, Голохваст Кирилл Сергеевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Промышленная экология
Статья в выпуске: 5-2 т.17, 2015 года.
Бесплатный доступ
В работе приводятся первые результаты исследования размерного состава частиц, возникающих в процессе сварки с помощью метода лазерной гранулометрии. Показано, что сварочный аэрозоль - крайне опасный для здоровья человека и животных источник нано- и микроразмерных частиц. Гранулометрический состав частиц в микродиапазоне находился в интервале от 1 до 10 мкм и в составлял до 100%. Продемонстрировано, что в 9 случаях из 28 при использовании разных режимов сварки, вариативности применяемых электродов и свариваемых материалов наблюдается выделение аэрозоля с частицами в нанодиапазоне (от 45,5 до 99,4%).
Сварочный аэрозоль, нано- и микрочастицы, гранулометрический анализ
Короткий адрес: https://sciup.org/148204118
IDR: 148204118 | УДК: 535.4
Welding aerosol as the source of hazard to health technogenic nano - and microparticles: granulometric analysis
The first results of research the dimensional structure of particles arising in the welding process by means of laser granulometric method are given in work. It is shown that a welding aerosol - the extremely hazard to human and animal health a source nano - and microdimensional particles. The particle size distribution was in microrange from 1 to 10 microns and in made to 100%. It is shown that in 9 cases from 28 when using the different modes of welding, variability of the applied electrodes and the welded materials allocation of aerosol with particles in the nanorange is observed (from 45,5 to 99,4%).
Текст научной статьи Сварочный аэрозоль как источник опасных для здоровья техногенных нано- и микрочастиц: гранулометрический анализ
Как известно, в процессе сварки существует несколько вредных для здоровья людей физико-химических факторов: пыль (искры и брызги), газы, сильное излучение и тепло [1]. Именно эти факторы вызывают профессиональные заболевания и травматические повреждения [2, 3]. Среди профессиональных заболеваний сварщиков высока доля бронхолегочных, вызванных воздействием сварочного аэрозоля [4]. Это – пневмокониоз, который выявился у сварщиков, проработавших в сварочных цехах более 15 лет, и хронический бронхит, возникающий уже через 5 лет работы в профессии сварщика [5].
В группу риска возникновения профессиональных заболеваний попадает каждый сварщик
Кириченко Константин Юрьевич, ведущий специалист Дрозд Владимир Александрович, научный сотрудник Международного центра обогащения минерального сырья и использования вторичных ресурсов. E-mail:
Чайка Владимир Викторович, кандидат биологических наук, старший научный сотрудник. E-mail:
Гридасов Александр Валентинович, доцент, кандидат технических наук, заместитель директора
Голохваст Кирилл Сергеевич, доктор биологических наук, заместитель директора по развитию. E-mail:
со стажем работы более 10 лет, даже если сварщик работает в пределах допустимых концентраций вредных веществ [6]. Кроме этого, у них высок риск сердечно-сосудистых заболеваний [7], в частности, установлена связь между ишемией и занятием сваркой [8]. Сварочный аэрозоль (СА) представляет собой совокупность мельчайших частиц, образовавшихся в результате конденсации паров расплавленного металла, шлака и покрытия электродов [5, 9].
Цель работы: с помощью лазерной гранулометрии и авторской методики отбора оценить размерность частиц СА.
Материалы и методы. Пробы отбирались следующим образом: во время процесса сварки под брызги сварки подставлялся стерильный пластиковый контейнер объемом 3 л с дистиллированной водой (рис. 1). Затем пробы транспортировались в лабораторию и из каждого образца после взбалтывания набирали по 100 мл жидкости и анализировали на лазерном анализаторе частиц Analysette 22 NanoTec plus (Fritsch). Во время экспериментов на протяжении нескольких дней использовались разные типы электродов, разные материалы для сварки и различная сила тока (табл. 1).

Рис. 1. Способ отбора проб во время сварки
Таблица 1. Сводная таблица разных типов электродов и материалы для сварки
|
№ |
Свариваемый элемент |
Электрод |
I |
|
1 |
труба стальная С245 Ø620х12 мм |
УОНИ-13/55. Ø3 мм. ЛЭЗ |
80А |
|
2 |
труба стальная С245 Ø108х5 мм |
УОНИ-13/55. Ø3 мм |
75А |
|
3 |
труба чугунная ВЧШГ Ø150 мм |
Huyndai EST Ø3,2 мм |
100А |
|
4 |
труба 25х4 мм |
AWS E6013 Ø3,2 мм |
100А |
|
5 |
труба стальная С245 Ø620х12 мм |
УОНИ-13/55. Ø3 мм |
90А |
|
6 |
труба Ø180х5 мм |
УОНИ 13/55 Ø3,2 мм |
80А |
|
7 |
труба нержавейка Ø89х5 мм |
электроды ЦЛ-11 Ø3 мм |
60А |
|
8 |
труба нержавейка Ø89х5 мм |
электроды S-309L.16 Ø3,2 мм |
60А |
|
9 |
труба нержавейка Ø89х5 мм |
электроды KST-308L Ø4 мм |
60А |
|
10 |
двутавр №24 С245 |
УОНИ-13/55. Ø3 мм |
90А |
|
11 |
труба оцинкованная Ø 50х3,5 мм |
электроды Э46А Ø3 мм по ГОСТ 9467-75* |
76А |
|
12 |
труба оцинкованная Ø 90х4 мм |
электроды Omnia 46 Ø3 мм |
60А |
|
13 |
труба оцинкованная Ø 90х4 мм |
электроды Conarc 52 Ø2,5 мм |
60А |
|
14 |
труба оцинкованная Ø 90х4 мм |
электроды LB52U Ø2,5 мм |
60А |
|
15 |
труба черная Ø 89х4 мм |
электроды LB52U Ø2,5 мм |
60А |
|
16 |
труба оцинкованная Ø 90х4 мм |
электроды МГМ-50К Ø3 мм |
60А |
|
17 |
арматура АIII, Ø12 мм |
Huyndai S6013 Ø3,2 мм |
90А |
|
18 |
арматура АIII Ø12 мм |
Lincoln Electric УОНИ 13/55 Ø4 мм |
110А |
|
19 |
арматура АIII Ø12 мм |
Lincoln Electric Omnia 46 Ø3,2 мм |
80А |
|
20 |
арматура АIII Ø12 мм |
Lincoln Electric МГМ-50К Ø3,2 мм |
80А |
|
21 |
арматура АIII Ø12 мм |
Lincoln Electric Conarc 52 7016. Ø2,4 мм |
80А |
|
22 |
арматура АIII, Ø12 мм |
JHJ422 Ø3 мм |
75А |
|
23 |
арматура АIII, Ø12 мм |
JHJ422 Ø3 мм |
80А |
|
24 |
арматура АIII, Ø12 мм |
Lincoln Electric. Omnia 46. Ø3,2 мм |
90А |
|
25 |
Метал. пластина t=12 мм. Сталь С245 |
электроды ESAB ОК 46 Е6013. Ø4 мм |
80А |
|
26 |
силумин |
электрод AlMni Ø2 мм |
90А |
|
27 |
уголок 50х5 мм |
УОНИ 13/55 Ø3,2 мм |
80А |
|
28 |
швеллер №20 С235 по ГОСТ 8240-97 мм |
электроды Э46А Ø4 мм По ГОСТ 9467-75* |
160А |
Таблица 2. Распределение частиц по фракциям в пробах СА (образцы с 1 по 9)
|
Класс |
∅ , мкм |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
1 |
менее 1 |
50 |
0,2 |
98,6 |
97,6 |
93 |
||||
|
2 |
1 - 10 |
8 |
0,4 |
99,4 |
25,9 |
2,1 |
16,7 |
13,5 |
||
|
3 |
10 - 50 |
42 |
99,4 |
0,4 |
2,4 |
0,6 |
74,1 |
4,9 |
83,3 |
86,5 |
|
4 |
50 - 100 |
|||||||||
|
5 |
100 - 400 |
|||||||||
|
6 |
400 - 700 |
|||||||||
|
7 |
более 700 |
|||||||||
|
Средний арифметический диаметр, мкм |
7,34 |
18,07 |
0,34 |
0,47 |
6,37 |
13,02 |
0,95 |
14,23 |
14,73 |
|
|
Мода, мкм |
0,09 |
17,27 |
0,01 |
0,01 |
6,44 |
14,33 |
0,01 |
14,72 |
15,95 |
|
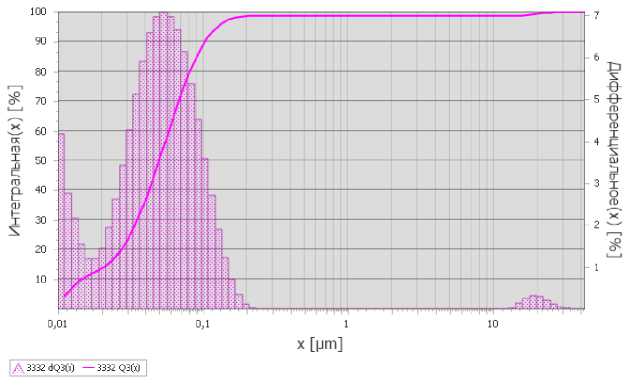
Рис. 2. Наночастицы СА, обнаруженных при измерения в нанорежиме (образец 3)
Таблица 3. Распределение частиц по фракциям в пробах СА (образцы с 10 по 18)
|
Класс |
∅ , мкм |
10 |
11 1 |
12 |
13 |
14 |
15 |
16 |
17 |
18 1 |
|
1 |
менее 1 |
45,5 |
64,5 |
|||||||
|
2 |
1 - 10 |
16,7 |
68,4 |
59,8 |
43,4 |
40,3 |
55 |
91,2 |
17,4 |
|
|
3 |
10 - 50 |
100 |
31,6 |
40,2 |
59,7 |
45 |
8,8 |
18,1 |
||
|
4 |
50 - 100 |
|||||||||
|
5 |
100 - 400 |
|||||||||
|
6 |
400 - 700 |
|||||||||
|
7 |
> 700 |
|||||||||
|
Средний арифметический диаметр, мкм |
16,43 |
6,3 |
9,12 |
9,61 |
10,62 |
10,86 |
9,91 |
6,81 |
3,61 |
|
|
Мода, мкм |
16,38 |
12,21 |
8,87 |
9,61 |
10,69 |
10,69 |
9,87 |
5,07 |
0,01 |
|
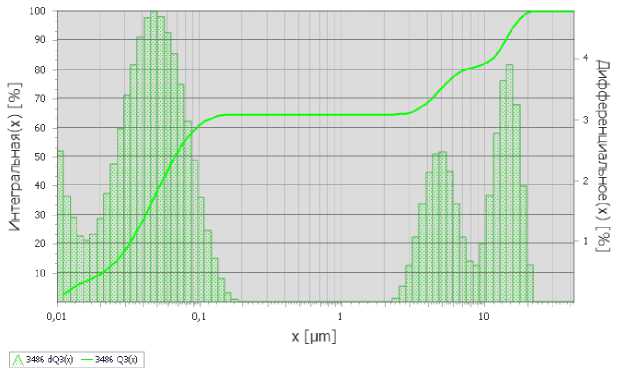
Рис. 3. Наночастицы СА, обнаруженных при измерения в нанорежиме (образец 18
Таблица 4. Распределение частиц по фракциям в пробах СА (образцы с 19 по 28)
|
Класс |
∅ , мкм |
19 |
20 I |
21 I |
22 |
23 I |
24 |
25 |
26 |
27 |
28 |
|
1 |
менее 1 |
88,9 |
82,8 |
99,4 |
9,1 |
||||||
|
2 |
1 - 10 |
100 |
9,8 |
12 |
10,5 |
74,4 |
100 |
28,8 |
93,1 |
7,5 |
|
|
3 |
10 - 50 |
1,3 |
5,2 |
89,5 |
0,6 |
25,6 |
62,1 |
6,9 |
92,5 |
||
|
4 |
50 - 100 |
||||||||||
|
5 |
100 - 400 |
||||||||||
|
6 |
400 - 700 |
||||||||||
|
7 |
> 700 |
||||||||||
|
Средний арифметический диаметр, мкм |
5,28 |
0,58 |
1,6 |
13,81 |
0,17 |
8,74 |
5,41 |
11,53 |
7,28 |
14,52 |
|
|
Мода, мкм |
5,20 |
0,01 |
0,01 |
13,96 |
0,01 |
8,87 |
5,34 |
15,95 |
7,36 |
14,44 |
|
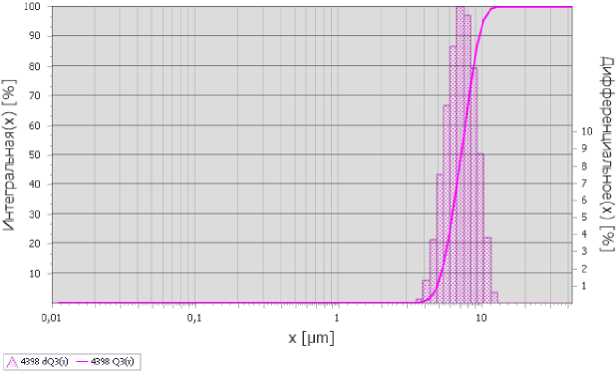
Рис. 4. Микрочастицы СА, обнаруженных при измерения в нанорежиме (образец 27)
Результаты и обсуждение. Исследования проводились с использованием оборудования ЦКП «Межведомственный центр аналитического контроля состояния окружающей среды» ДВФУ. Видно, что из 28 случаев сварки разными электродами и материалами в 9 случаев наблюдается выделение преобладающей доли наночастиц аэрозоля, а в 13 случаях – частиц значимого для гигиены размера – до 10 мкм (PM 10 ).
В РФ и многих других странах приняты нормативы и средства защиты для сварщиков [10, 11]. Как мы видим по нашим результатам (рис. 2-4, табл. 1-3), СА является источником наночастиц, которые крайне опасны для здоровья человека и окружающей среды.
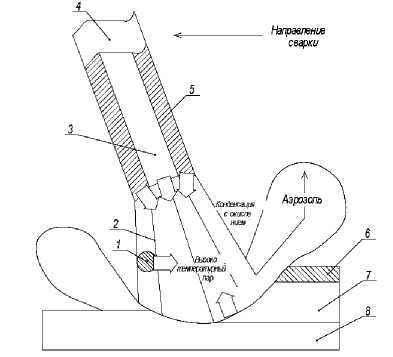
Рис. 5. Механизм образования СА:
1 - капля; 2 - дуга; 3 - электродный стержень; 4 - электрод; 5 - покрытие; 6 - шлак; 7 - металл шва; 8 - основной металл
Выводы: как известно, по нормативам Роспотребнадзора рекомендуемый максимальный стаж для электросварщиков - 12,5 лет. Кроме того, имеются данные, свидетельствующие о том, что воздействие СА на органы дыхания может повышать риск развития онкологических заболеваний (рак) [2, 5].
Работа выполнена при поддержке Научного Фонда ДВФУ (№13-06-0318-м_а) и Министерства образования и науки РФ
-
6.
-
7.
-
8.
-
9.
Список литературы Сварочный аэрозоль как источник опасных для здоровья техногенных нано- и микрочастиц: гранулометрический анализ
- Lehnert, M. Exposure to inhalable, respirable, and ultrafine particles in welding fume/M. Lehnert, B. Pesch, A. Lotz et al.//Annals of Occupational Hygiene. 2012. V. 56 (5). P. 557-567.
- Antonini, J.M. Health effects of welding//Critical Reviews in Toxicology. 2003. V. 33, Issue 1. P. 61-103.
- Гришагин, В.М. Сварочный аэрозоль как основная экологическая проблема современного сварочного производства в машиностроении/В.М. Гришагин, Т.Ю. Луговцова//Вестник науки Сибири. 2011. № 1 (1). С. 726-728.
- Комарова, Т.А. Рентгенологические изменения в легких при современных формах профессиональной бронхолегочной патологии от воздействия сварочного аэрозоля: дисс… к.м.н. -М., 2009. 106 с.
- Гришагин, В.М. Сварочный аэрозоль как основной фактор, влияющий на безопасность труда сварщика/В.М. Гришагин, Д.П. Ильященко//Сварочное производство. 2009. №5. С. 51-55.
- Сайт Управления Роспотребнадзора по Волгоградской области http://34.rospotrebnadzor.ru/directions/nadzor/55440/
- Li, H. A cross-sectional study of the cardiovascular effects of welding fumes/H. Li, M. Hedmer, V. Kåredal et al.//PLoS ONE. 2015. Vol. 10, Issue 7. Article number e0131648.
- Sjögren, B. Welding and ischemic heart disease/B. Sjögren, T. Fossum, T. Lindh, J. Weiner//International Journal of Occupational and Environmental Health. 2002. V. 8 (4). P. 309-311.
- Гришагин, В.М. Образование газобразной составляющей сварочного аэрозоля при сварке горношахтного оборудования и её воздействие на организм человека/В.М. Гришагин, Л.П. Ерёмин, Л.Г. Деменкова//Горный информационно-аналитический бюллетень. 2010. Т. 3, № 12. С. 400-407.
- Гришагин, В.М. Влияние покрытий, применяемых для защиты горно-шахтного оборудования от брызг расплавленного металла при сварке в СО2 на условия труда: автореф. дисс… к.т.н. -Кемерово, 2004. 23 с.
- Кусраева, З.С. Оценка профессионального риска при современных методах электродуговой сварки и резки металлов: дисс… к.м.н. -СПб., 2011. 164 с.
