Свойства конструкционных углепластиков изготовленных пропиткой под вакуумом

Автор: Коган Дмитрий Ильич, Душин Михаил Иванович, Борщв Артм Валерьевич, Вешкин Евгений Алексеевич, Абрамов Петр Александрович, Макрушин Константин Владимирович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 4-2 т.14, 2012 года.
Бесплатный доступ
В статье рассматриваются свойства конструкционных углепластиков изготовленных пропиткой под вакуумом.
Инфузия, проницаемость, углепластик
Короткий адрес: https://sciup.org/148201275
IDR: 148201275 | УДК: 629.7.017
Structural properties of carbon fiber reinforced plastics manufactured under vacuum impregnation
The article consider the properties of structural carbon fiber manufactured under vacuum impregnation
Текст научной статьи Свойства конструкционных углепластиков изготовленных пропиткой под вакуумом
зависящая от пористости пакета армирующего наполнителя и вязкость связующего, поэтому проведено исследование фильтрационной способности (проницаемости) тканых наполнителей, которая, как известно, обеспечивается макропорами, образующимися в зонах пересечения жгутов и микропорами, образованными между отдельными моноволокнами, из которых состоит жгут.
Лучшей проницаемостью обладают ткани имеющие переплетение в 2-х взаимно перпендикулярных направлениях (основа-уток). Выбранная нами условно однонаправленная углеродная ткань фирмы «Porcher Ind.» арт. 3673 имеет в своем составе тонкую уточную стеклонить, обеспечивающую, в основном, технологическую связь продольных жгутов. При формировании сухого пакета наполнителя из ткани в направлении ее армирования (0о) получается более плотная упаковка (с меньшей пористостью), которая может препятствовать быстрому проникновению связующего, а это, в свою очередь, скажется на скорости пропитки.
В связи с этим проведено исследование проницаемости углеродной ткани арт. 3673 на специальной установке. Схема сборки установки для определения коэффициента проницаемости в поперечном к укладке слоев направлении представлена на рис 1.
Сущность метода заключается в следующем: находящееся в емкости (2) дозированное количество водопроводной воды под действием вакуума пропускали через пакет сухого наполнителя, уложенный в форме (1) с фиксированным рабочим зазором и определяли время, за которое вода пройдет через пакет наполнителя из емкости (2) в емкость (6). В процессе эксперимента меняли плотность пакета путем закладки N-ного количества слоев в форму (1) в сторону увеличения и измеряли количество жидкости (Q), прошедшее через пакет.
Результаты измерения представлены на рис. 2 и 3.
Из рисунка видно, что с увеличением плотности пакета (с уменьшением пористости) рез-
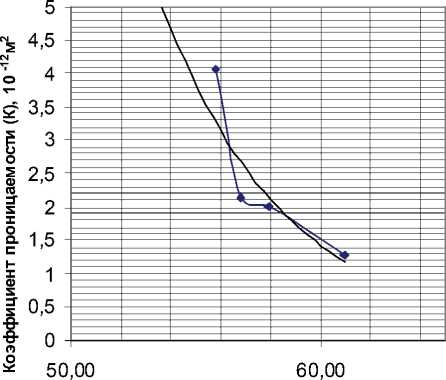
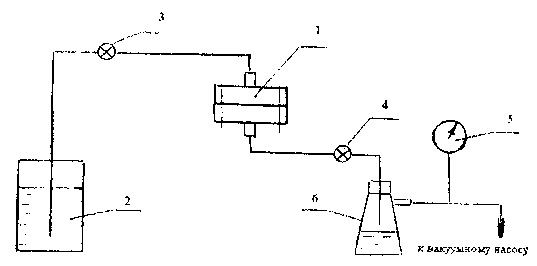
Рис 1. Схема сборки установки для определения коэффициента проницаемости армирующих тканых наполнителей:
1 – форма укладки пакета заготовок с фиксированным рабочим зазором; 2 – емкость для рабочей жидкости; 3 – выпускной кран; 5 – вакуумметр; 6 – колба Бунзена
Объемное содержание волокна (Vh), %
Рис. 2. Коэффициент проницаемости пакета наполнителя из углеродной ткани арт. 3673 в зависимости от объемного содержания
волокна в продольном направлении
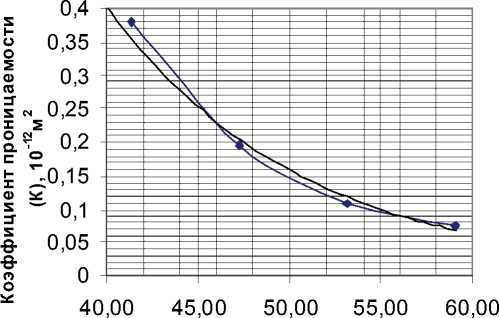
Объемное содержание волокна (Vh), %
Рис. 3. Коэффициент проницаемости пакета наполнителя из углеродной ткани арт. 3673 в зависимости от объемного содержания волокна в поперечном направлении ко падает проницаемость. При уплотнении (объемном содержании волокна) до 55-60% коэффициент проницаемости пакета из углеродной ткани арт. 3673 в продольном направлении более чем на порядок ниже, чем в поперечном направлении и составляет (0,11 – 0,07 х 10-12 м2) и (3,8– 1,4 х 10-12 м2) соответственно.
Указанное объемное содержание волокна, способно обеспечить оптимальные свойства углепластика на основе условно однонаправленного углеродного наполнителя указанной выше структуры.
Требуемое соотношение наполнитель/связу-ющее достигается с помощью давления, действующего на пакет армирующего наполнителя. В этом случае меняется исходная толщина монослоя ткани, а с ней и объем межволоконных и межжгутовых зазоров, заполняемых связующим. Поскольку в процессе инфузии величина прикладываемого давления ≤ 0,1 МПа, исследовали влияние величины вакуума на степень уп- лотнения пакета наполнителя (на изменение толщины монослоя).
Исследование влияния приложенного давления уплотнения на изменение толщины монослоя ткани арт. 3673 проводили на испытательной машине «Тиратест 2300». В приспособление для сжатия закладывали пакет, состоящий из 40 слоев ткани и фиксировали изменение толщины пакета в процессе нагружения. Результаты исследований представлены на рис 4.
Из кривой уплотнения следует, что вакуумного давления вполне достаточно для уплотнения пакета сухого наполнителя до оптимального. При давлении 0,05-0,06 МПа углеродная ткань арт.3673 уплотняется до толщины монослоя 4 0,19 мм, что соответствует объемному наполнению волокна 4 59%.
Фактор времени, в течение которого связующее остается жидким, является критичным при проведении пропитки наполнителя под действием вакуума (инфузия). Поэтому для обеспечения качества пропитки важно знать жизнеспособность связующего, т.е. время, в течение которого оно не теряет своей текучести и может быть
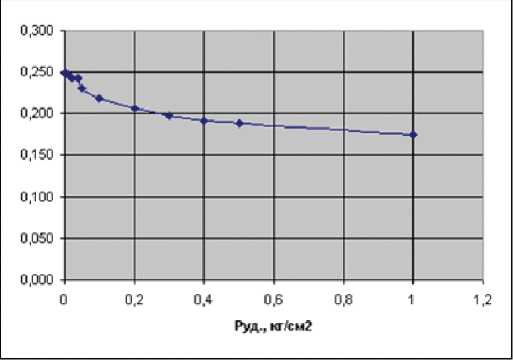
Рис. 4. Зависимость объемного наполнения (толщины монослоя) от величины приложенного давления
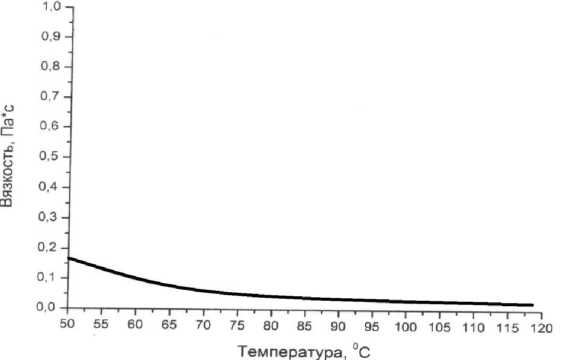
Рис. 5. Зависимость изменения вязкости связующего ВСЭ-21 от температуры пригодно для пропитки.
Для отработки технологии изготовления углепластика методом инфузии наработана опытная партия связующего ВСЭ-21 и исследована его вязкость, приведенная на рис. 5.
Анализ результатов определений показал, что вязкость связующего при температуре от 50єС и выше имеет минимальное значение (менее 0,2 Па.с), а также что по показателям вязкости, связующее соответствует ТУ 1-595-12-1195-2011 как в исходном состоянии, так и после выдержки в течение 2-х часов при температуре 60 оС и может быть использовано для отработки технологии изготовления углепластика.
Отработку технологии изготовления углепластика методом пропитки пакета сухого наполнителя из углеродной ткани арт. 3673 ф. «Porcher» связующим ВСЭ-21 под действием вакуума проводили на имеющемся в лаборатории специализированном экспериментальном стенде «Hypaject MK-3», используя обогреваемый стол (матрицу) в качестве оснастки. На оснастку укладывался предварительно собранный пакет сухого наполнителя и герметизировался. Принципиальная схема сборки приведена на рис. 6.
В процессе работы контролировали:
-
- равномерность распределения и ориенти-
- Рис. 6. Схема сборки технологического пакета для пропитки под вакуумом (инфузии)
1 – формообразующая оснаста; 2 – слои углеродной ткани арт. 3673 ф. «Porcher»; 3 – слои дренажной и жертвенной ткани; 4 – запитывающий штуцер; 5 – распределительная сетка; 6 – штуцер вакуумной линии; 7 – жгут замазка; 8 – вакуумный мешок рованность нитей основы и утка наполнителя, а так же количество слоев сухого наполнителя в процессе сборки пакета;
-
- вес собранного пакета сухого наполнителя;
-
- порядок укладки вспомогательных материалов (жертвенный слой, разделительный слой, распределительная сетка, дренажный слой и др.);
-
- место установки порта подачи связующего и вакуумного штуцера;
-
- герметичность собранного технологического пакета (по величине вакуума);
-
- температуру оснастки по термопаре, установленной под пакетом;
-
- расход связующего (по шкале, нанесенной на емкость подачи связующего).
В результате проведенных экспериментальных исследований было установлено, что время пропитки пакета наполнителя складывается из 3-х составляющих: времени растекания связующего по распределительной сетке и жертвенной ткани – поперечная пропитка и времени пропитки кромок заготовки от торца жертвенной ткани до кромки пакета наполнителя – пропитка вдоль слоев. Суммарное время пропитки пакета наполнителя из углеродной ткани арт. 3673 размером 4 300 х 300 мм, составляло порядка 40-60 минут, причем на 3-й участок (кромки пакета вдоль волокна) уходит более 70% времени пропитки. Таким образом, разработанное связующее позволяет осуществить процесс пропитки пакета наполнителя при температуре не выше 70 оС в течение ~ 1 часа .
В процессе отработки технологии установлено, что не смотря на кажущуюся простоту, этот метод имеет ряд особенностей, требующих тщательной подготовки к его осуществлению:
-
1. Перед пропиткой связующее должно быть отвакууммировано.
-
2. Необходимо наличие вспомогательных материалов (вакуумные пленки, вакуумные шланги, разделительные пленки, жертвенные ткани, дренажные ткани, герметизирующие жгуты, порты подачи связующего, распределительные среды и др.)
-
3. Необходимо обеспечение вакуума на протяжении всего процесса инфузии и отверждения. Разгерметизация может привести к браку и полной потере заготовки пакета наполнителя.
-
4. Для исключения непропитанных зон пакета наполнителя в процессе инфузии, необходимо обеспечение градиента давления на всем протяжении пути пропитки.
25.604-82; прочность при межслойном сдвиге по EN 2563-89; плотность по ГОСТ 15139-69; объемная доля наполнителя по ММ 1.2.086-2009; область температуры стеклования полимерной матрицы, отвержденной в составе угленаполни-телей методом динамического механического анализа по ASTM E 1640- 94 DIN 53545; пористость углепластиков по ММ 1.2.086-2009) и эксплуатационных (тепловлажностное воздействие температуры 60єС и влаги 85% в течение 1 и 2-х месяцев по ГОСТ 9.707-81; тепловое старение при температуре 100єС в течение 500 и 1000 ч по СТП 1-595-11-101-83) свойств опытных образцов углепластиков, полученных на основе расплавного связующего ВСЭ-21 и наполнителя – углеродной ткани фирмы «Porcher» арт. 3673 методом инфузии с последующим вакуумным формованием.
Проведены исследования физико-механических (прочность, модуль упругости и относительное удлинение при растяжении по ГОСТ 25.601-80; прочность при сжатии по ГОСТ 25.602-80; прочность при изгибе по ГОСТ
Таблица 1. Физико-механические свойства углепластиков
|
Наименование свойств |
Температура испытания, ºС |
углеплас тик на основе ткани ф ирмы «Porcher» арт. 3673 и свя зующего ВСЭ-21, полученный методом инфузии |
|
Физические свойства |
||
|
Объ емн ая доля напо лнит еля, % |
20 |
55-58 |
|
Плотность, кг/м³ |
20 |
1534-1554 |
|
Пори сто сть, % |
20 |
0,33-1,2 |
|
Ме хан ичес кие свойства (схема укладки 0º/90º/±45º) |
||
|
Прочн ость при сжат ии, МПа |
20 |
435-490 |
|
100 |
375-425 |
|
|
Прочность при межслойном сдвиге, МПа |
20 |
42-51 |
|
100 |
35-47 |
|
|
Механиче ски е свойства (схе ма укладки 0º) |
||
|
Прочность при растяжении, МПа |
20 |
1960 1730-2140 |
|
100 |
1785-2050 |
|
|
Модуль упр уг ости при ра ст яже нии, ГПа |
20 |
140-190 |
|
От нос ите льн ое удлинение при растяжени и, % |
20 |
1,0-1,6% |
|
Прочн ость при сжат ии, МПа |
20 |
1170-1290 |
|
100 |
765-940 |
|
|
П рочност ь при изги бе, МПа |
20 |
1825-2150 |
|
100 |
1550-1670 |
|
|
Прочность при межслой ном сдвиге, МПа |
20 |
52-84 |
|
100 |
45-52 |
|
Физико-механические свойства опытных образцов углепластиков приведены в табл. 1.
Анализ результатов показал, что углепластик обеспечивает высокие упруго-прочностные показатели и низкую пористость. Сохранение свойств при температуре 100оС в среднем составляет ~ 70-98% от исходной в зависимости от вида испытаний.
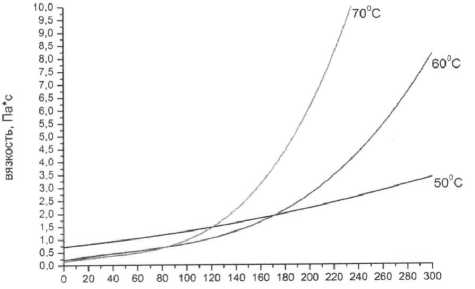
Для отработки технологии пропитки углеродного наполнителя под вакуумом крупногаба- ритных деталей исследовано изменение вязкости связующего ВСЭ-21 в интервале температур 50-70°С для установления допустимых границ нагрева связующего в процессе проведения пропитки (рис. 7).
Установлено, что время пропитки углеродной ткани арт.3673 методом инфузии должно быть осуществлено при температуре не выше 60 °С в течение не более 2-х ч.
Методом инфузии – на основе углеродной ткани арт. 3673 ф. «Porcher» и связующего ВСЭ-
время, мин
Рис. 7. Изменение вязкости связующего ВСЭ-21 от времени выдержки при различных температурах

Рис. 8. Общий вид изготовленной методом инфузии панели (до обрезки технологического припуска) обтекателя реактивного учебно-тренировочного самолёта СР-10
21 с использованием стеклопластиковой оснастки изготовлена нижняя панель обтекателя реактивного учебно-тренировочного самолёта СР-10 общей площадью 1 м2, показанная на рис 8.
Также были изготовлен образец свидетель из углепластика пропитанный и отвержденный под одним вакуумным мешком по одному режиму вместе с панелью обтекателя. Исследованы основные свойства образца-свидетеля. Результаты исследований представлены в табл. 2.
Таблица 2. Основные физико-механические характеристики образца-свидетеля углепластика, полученного методом инфузии
|
Наименование свойств |
Значение свойств при температуре испытания, о С |
|
|
20 |
100 |
|
|
Прочность при растяжении, МПа (ГОСТ 25.601-80) |
1660 |
- |
|
Прочность при сжатии, МПа (ГОСТ 25.602-80) |
1220 |
875 ( сохр.72%) |
|
Пористость,% ММ 1.2.086-2009 |
0,40 |
- |
Установлено, что сохранение прочности при сжатии углепластика при температуре испытания 100оС составляет 4 72 %, это подтверждает, что рабочая температура углепластика до 100оС.
Результаты опробования показали, что разработанная технология позволяют получать методом инфузии детали для слабо- и средне-нагруженных элементов конструкций из ПКМ на основе связующего ВСЭ-21 отвечающие требуемому набору упруго-прочностных и эксплуатационных свойств.
STRUCTURAL PROPERTIES OF CARBON FIBER REINFORCED PLASTICS MANUFACTURED UNDER VACUUM IMPREGNATION
Michail Dushin, Candidate of Technical Sciences, Leading Research Staff Member.
Artem Borshev, engineer.
Konstantin Makrushin, Leading Engineer.
