Технические возможности упрочнения инструмента и оснастки концентрированными источниками нагрева - лазером, плазмой с предварительным карбонитрированием в активированных древесноугольных смесях

Автор: Колина Т.П., Колин А.Д.
Журнал: Теория и практика современной науки @modern-j
Рубрика: Химия и материаловедение
Статья в выпуске: 2 (32), 2018 года.
Бесплатный доступ
Проведены исследования и обобщен опыт применения лазерной обработка, или поверхностного воздействия ионно-плазменных потоков высокой удельной мощности на предварительно закаленные и карбонитрированные быстрорежущие стали, позволяющий формировать структуру с повышенной энергетической устойчивостью при контактно-абразивном воздействии.
Лазерное упрочнение, вакуумный нагрев, карбонитрирование, быстрорежущие стали
Короткий адрес: https://sciup.org/140272866
IDR: 140272866
Technical capabilities of hardening of the tool and equipment the concentrated heating sources - the laser, plasma with preliminary karbonitrirovany in the activated charcoal mixes
The experience of laser treatment or the surface treatnant by iono-plasma streams of hinh specific power on the prehardened or carbonitrided high-speed steels, allowing to form structure with the increased energetical resistance at contact-abrasive impact has bean investigated and generalized.
Текст научной статьи Технические возможности упрочнения инструмента и оснастки концентрированными источниками нагрева - лазером, плазмой с предварительным карбонитрированием в активированных древесноугольных смесях
При проведении зонной термической обработки тонких режущих кромок инструмента, поверхностей контактного износа оснастки и конструкционных деталей вакуумный нагрев и химико-термическая обработка открывают новые возможности повышения эксплуатационных характеристик.
Вакуумная термическая и химико-термическая обработка перед лазерным упрочнением существенно влияет на свойства высоколегированных сталей, например порошковых быстрорежущих, в зависимости от проведения лазерного нагрева с оплавлением или без оплавления поверхности при удельных подводимых мощностях 104…108вт/см2.
Разработанная технология лазерного упрочнения деталей технологических источников плазмы (ТИП), катодных деталей электрических реактивных двигателей малой тяги (ЭРД МТ) и технологии лазерной обработки мелкоразмерного специального инструмента и оснастки из порошковых быстрорежущих сталей применительно к приборному экспериментальному производству.
В таблице 1 приведён химический состав, размеры заготовок при изготовлении мелкоразмерных резцовых вставок, режущих элементов ротационного резания термостойкой керамики, а также некоторых деталей ЭРД МТ.
Таблица 1- Химический состав заготовок для изготовления режущих элементов ротационного резания
|
Сталь |
Изготовляемая деталь |
Содержание элементов, % |
||||||
|
С |
Мо |
W |
Cr |
V |
Mп |
Si |
||
|
Пластины Р6М5-МП |
Резцовые вставки, электроды |
0,81 |
5,33 |
6,09 |
4,22 |
1,70 |
0,28 |
0,23 |
|
Р6М5-П, серебрянка ∅ 6 |
Микрорезцы и вставки |
0,78 |
5,41 |
5,89 |
3,94 |
1,82 |
0,19 |
0,21 |
Примечание – сера и фосфор менее 0,014%
Одновременно с инструментом, деталями катодов изготовляли и обрабатывали образцы для металлографического анализа, механических испытаний и рентгеноструктурного анализа.
Вакуумную термическую и химико-термическую закалки перед лазерной обработкой проводили в колпаковых печах СГВ-2.4/15-И2 с расположением инструмента на этажерочных приспособлениях и на пластинах из алюмооксидной керамики ВК-94-1, а вакуумное карбонитрирование вели в твердых активизированных карбюризаторах в модернизированных печах СШОЛ-ВНЦ. Режимы предварительной вакуумной термической и химико-термической обработки приведены в таблице 2.
Таблица 2 – Режимы предварительной вакуумной термической и химико- термической обработки
|
Сталь |
Режимы вакуумной химикотермической обработки |
Свойства поверхности |
||||
|
t зак. ,0C |
τ выд. , мин. |
Vохл.0С/с |
Твердость ,HPC 3 |
Оптические |
||
|
А |
Е |
|||||
|
РОМ6Ф3- |
1180 |
4,0-4,5 |
1,3-1,5 |
61-62 |
0,61 |
0,55 |
|
МП |
1200 |
4,0-4,5 |
1,5-1,8 |
60-61 |
0,62 |
0,57 |
|
Р6М5-МП Р6М5-П |
1200 |
4,0-4,5 |
1,5-1,8 |
59-61 |
0,60 |
0,51 |
|
РОМ6Ф3- |
940 |
3,5-4,0 |
20-25 |
63-64 |
0,74 |
0,69 |
|
МП |
940 |
3,5-4,0 |
20-25 |
61-64 |
0,77 |
0,64 |
|
Р6М5-МП Р6М5-П |
940 |
3,5-4,0 |
130-150 |
62-64 |
0,79 |
0,70 |
Примечание – закалка 1180-12000С в колпаковой печи СГВ, закалка 9400С после окончания карбонитрирования в печи СШОЛ-ВНЦ, охлаждение в реторте и переносом в масло;
– отпуск в печи СГВ без разгерметизации 5200С, а для карбонитрированных 350-3700С в шкафах СНОЛ-3.3.3./3,5,1,5 часа
– отпуск в печи СГВ без разгерметизации 5200С, а для карбонитрированных 350-3700С в шкафах СНОЛ-3.3.3./3,5,1,5 часа
Для лазерной обработки использовали установку "Квант-16" с приспособлениями для вращения и линейного перемещения с различной скоростью обрабатываемых образцов и деталей. На рисунке 1 а показаны схемы обработки лазером кольцевых деталей и инструмента, на рисунке 1 б приведен внешний вид зон лазерного воздействия и оплавления при различных условиях обработки.
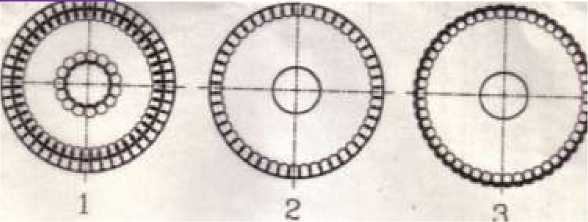
Рис. 1 а - - схемы обработки лазером кольцевых деталей и инструмента
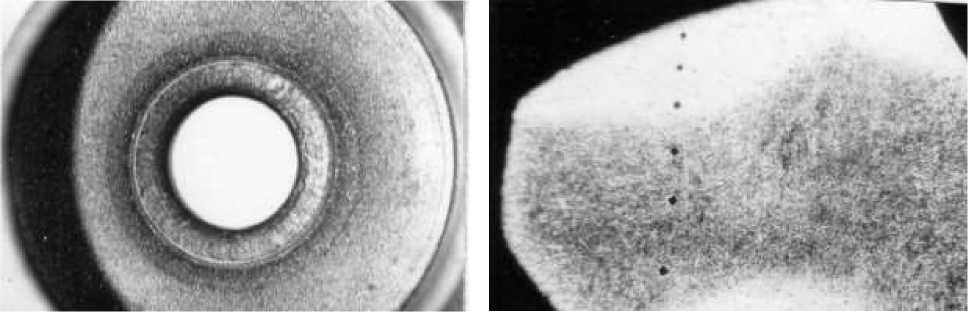
б) в)
Рис. 1б, в б) - приведен внешний вид зон лазерного воздействия и оплавления при различных условиях обработки, в) - количество аустенита в слоях 0,12-0,18 мм после охлаждения на воздухе или в токе аргона составляет 35-40%, четкой границы и подслоя повышенной травимости при переходе к основному металлу не наблюдаются
В таблице 3 приведены свойства порошковых сталей при лазерной обработке с оплавлением поверхностного слоя.
Таблица 3 – Свойства порошковых сталей при лазерной обработке с оплавлением поверхностного слоя
|
Сталь |
Лазерная обработка |
Микротвер дость, |
Тип карбидов, структура |
σ изг. , Н/мм2 |
А б.н , Дж/см2 |
|
РОМ6Ф3-МП |
Диаметр пятна |
970-990 |
М 6 С, |
3300 |
25 |
|
Р6М5-МП |
0,4мм оплавление |
1080-1100 |
МС,М 2 С |
3400 |
28 |
|
Р6М5-П Вакуумная закалка |
при скорости сканирования 5мм/с, аргон |
1002-1045 |
мартенсит, аустенит |
3600 |
29 |
|
РОМ6Ф3-МП |
Два прохода с |
890-920 |
М 6 С, |
2900 |
18 |
|
Р6М5-МП Р6М5-П |
перекрытием 0,6мм, скорость |
870-900 |
МС, М 7 С 3 , |
3000 |
20 |
|
карбонитриро вание, закалка из вакуумной реторты |
сканирования 3мм/с, воздух |
845-870 |
М 23 С 6 , мартенсит, аустенит |
3100 |
22 |
Металлографическим анализом установлено наличие светлотравящихся слоев различной конфигурации при лазерной обработке всех испытанных порошковых быстрорежущих сталей. Микроструктура зон лазерного упрочнения приведена на рисунке 1в количество аустенита в слоях 0,12-0,18 мм после охлаждения на воздухе или в токе аргона составляет 35-40%, четкой границы и подслоя повышенной травимости при переходе к основному металлу не наблюдаются как до отпуска, так и после отпуска при температурах 350-5200С. На рисунке 1 г показано изменение твердости по толщине слоя лазерной обработки непосредственно после охлаждения от температур оплавления и после отпуска.
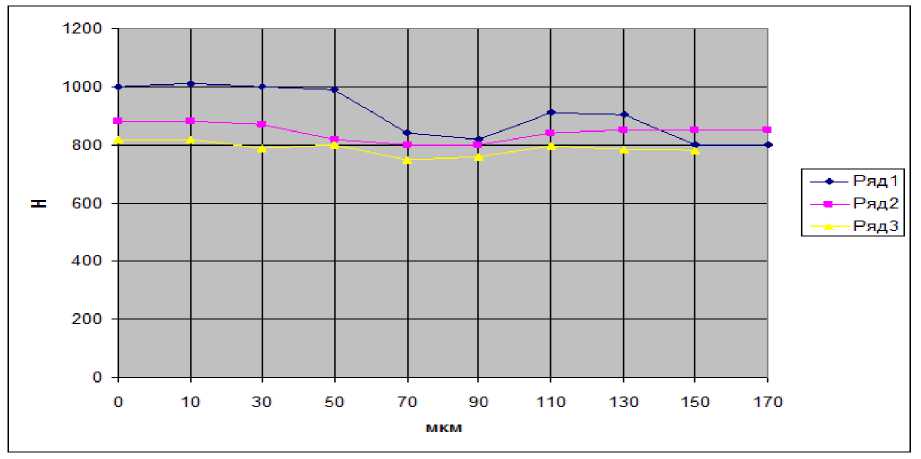
Рис. 1 г - график изменения микротвердости по толщине слоя лазерной обработки непосредственно после охлаждения от температур оплавления и после отпуска стали Р6М5-МП 1- после отпуска при 520 0 С, 30мин; 2 - после обработки лазером; 3 - после определения теплостойкости при 620 0 С.
Как показали результаты испытаний, при лазерной обработке предварительно закаленных и карбонитрированных в вакууме сталей Р6М5-МП, Р6М5-П формируются слои толщиной 100-250 мкм с повышенной твердостью, износостойкостью и эрозионной стойкостью. При этом прочностные характеристики при статических и динамических испытаниях не снижаются в сравнении с обычно закаленными и отпущенными сталями. Стабильность распределения зоны повышенной твердости по всей протяженности лазерного сканирования, а также глубины слоев структурных превращений повышается за счет лучших оптических свойств поверхности деталей и инструмента после вакуумной термической обработки.
При практической оценке износостойкости упрочненных лазером сталей Р6М5-МП, Р6М5-П проводили механическую обработку тонкостенных керамических изоляторов из боркремнийнитридной керамики БГП, БГП-10 при скоростях резания до 40 м/мин, глубинах резания 0,3-0,5 мм и при поперечных подачах 0,02-0,03 мм-ход. Сравнительная износостойкость резцовых вставок из предварительно закаленных в вакууме и упрочненных лазером сталей приведена в таблица 4, здесь же показаны данные по стойкости аналогично обработанных пусковых электродов ЭРД МТ при работе в ионной плазме.
Таблица 4 – Сравнительная износостойкость резцовых вставок
|
Сталь, обработка * |
Время работы до ленточки износа 0,2 мм по передней режущей грани, мин ** |
Удельное изменение веса при воздействии потока плазмы 4 ⋅ 103 Вт/м2, 10мг/см2 |
|
Р0М6Ф3-МП, вакуумная закалка, оплавление лазером, отпуск |
410-430 500-520 |
0,75-0,76 1,20-1,30 |
|
Р6М5-МП, вакуумное карбонитрирование, закалка, оплавление лазером, отпуск |
570-580 500-520 |
0,56-0,62 1,20-130 |
|
Р6М5-П, вакуумная закалка, оплавление лазером, отпуск |
440-460 500-520 |
0,60-0,70 1,20-1,30 |
Таким образом, полученные результаты исследований и опытов позволяют сделать выводы об эффективности и целесообразности лазерной обработки порошковых быстрорежущих сталей для существенного повышения износостойкости при различных условиях эксплуатации. Износостойкость мелкоразмерного инструмента чистовой обработки мягких керамик и прецизионных сплавов после вакуумной термической обработки и лазерного упрочнения достигает уровня вольфрамокобальтовых твердых сплавов, а эрозионная стойкость в ионно-плазменных потоках ЭРД МТ и ТИП испытанных порошковых сталей выше, чем ранее использованных в конструкциях коваров и титановых сплавов.
ВЫВОД : лазерная обработка, или поверхностное воздействии ионноплазменных потоков высокой удельной мощности на предварительно закаленные и карбонитрированные стали Р6М5-МП, Р6М5-П позволяет формировать структуру с повышенной энергетической устойчивостью при контактно-абразивном воздействии, например при резании керамических и огнеупорных термостойких материалов.
Список литературы Технические возможности упрочнения инструмента и оснастки концентрированными источниками нагрева - лазером, плазмой с предварительным карбонитрированием в активированных древесноугольных смесях
- Бабул Т.Д., Кучариева Т.Г., Наконечный А. Влияние исходной структуры инструментальных сталей на толщину и твердость слоев, полученных в результате карбонитрирования // МиТОМ. 2004, №7, С. 7-20.
- Патент РФ №2 205 892. Способ упрочнения режущего и формообразующего инструмента из теплостойких хромистых сталей., С 23С 8/76, БИ№16., 2003., (авт. А.Н. Тарасов и др.).
