Технологические аспекты получения материалов для наружных деталей низа обуви

Автор: Радюк А.Н., Буркин А.Н.
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Технология материалов и изделий текстильной и легкой промышленности
Статья в выпуске: 3 (49), 2024 года.
Бесплатный доступ
В настоящее время перед обувной промышленностью Республики Беларусь стоит задача разработки оптимальных подходов к замене дорогостоящих и высококачественных импортных материалов на отечественные аналоги. Последние также должны выглядеть предпочтительнее импортных с экономической точки зрения. Поэтому очевидно, что эти аналоги должны воспроизводить основные характеристики обувных материалов мирового класса или приближаться к ним, но при этом иметь невысокую стоимость. Использование вторичного сырья для получения новых материалов с высокой добавленной стоимостью является одним из вариантов развития индустрии композитных материалов. Так введение различного рода дешевых наполнителей в виде побочных продуктов переработки древесины в композицию из вторичного пенополиуретана позволяет не только существенно снизить себестоимость, но и улучшить показатели свойств. Целью исследования является разработка технологии получения материалов для наружных деталей низа обуви, включающей необходимый перечень операций для ее реализации, а также рецептурный состав композиции для литья под давлением. Методы исследований - стандартные методики оценки физико - механических, упругопрочностных и эксплуатационных свойств для материалов (пластин обуви). В результате работы установлено, что значения свойств материалов (пластин обуви) выше при изготовлении модифицированного и наполненного гранулята как промежуточного продукта. Дальнейшее формование изделий (литье материалов и подошв) позволяет получить заданные (требуемые) значения показателей свойств.
Материалы, свойства, гранулят, анализ, наполнитель, композитные материалы, технологическая схема, направление реализации, состав
Короткий адрес: https://sciup.org/142243623
IDR: 142243623 | УДК: 676.038:685.34.082 | DOI: 10.24412/2079-7958-2024-3-61-74
Technological aspects of obtaining materials for outer parts of shoe bottoms
At present, the footwear industry of the Republic of Belarus faces the task of developing optimal approaches to the replacement of expensive and high - quality imported materials with domestic equivalents. The latter should also look preferable to imported ones from the economic point of view. Therefore, it is obvious that these equivalents should reproduce the main characteristics of world - class footwear materials or approach them, but at the same time have a low cost. The use of recycled raw materials for obtaining new materials with high added value is one of the options for the development of composite materials industry. The introduction of various kinds of cheap fillers in the form of by - products of wood processing in the composition of secondary polyurethane foam allows for significant cost reduction and improvement of properties. The aim of the research is to develop the technology for obtaining materials for the external parts of shoe bottoms, including the necessary list of operations for its implementation, as well as the recipe composition for injection moulding. Research methods: standard methods of assessment of physical - mechanical, elastic - strength and operational properties for materials (shoe plates).
Текст научной статьи Технологические аспекты получения материалов для наружных деталей низа обуви
DOI:
Полиуретаны (ПУ) являются одними из наиболее универсальных полимеров, поскольку их можно использовать во многих областях применения и в различных формах (Gama N. et al., 2018). В обувной промышленности ПУ используются с 60-х годов и на сегодняшний день стал очень популярным материалом для производителей обуви, так как способствует получению качественной, удобной и прочной обуви по невысокой цене. Подошвы обуви, изготовленные из ПУ, отличаются своей легкостью и устойчивостью к истиранию (Rajiс I. et al., 2020). Однако, в виду большого разнообразия областей применения, производство ПУ в последние десятилетия увеличилось, что привело к увеличению количества отходов ПУ (бывших в употреблении продуктов и отходов производства).
Отходы ПУ необходимо эффективно утилизировать и перерабатывать, что является не только требованием предотвращения загрязнения окружающей среды и ее защитой, но также является необходимостью снижения производственных затрат и улучшения использования материалов. На сегодняшний день выделяют три типа технологий (процедур) утилизации отходов ПУ: захоронение, сжигание и переработка (Yang W. et al., 2012). Однако, из-за низкой плотности и большого объема отходы пенополиуретана (ППУ) сложно вывозить на свалку для последующего захоронения, а при сжигании образуется ядовитый газ (Banik J. et al., 2023; Yang W. et al., 2012). Поэтому из-за их негативного воздействия на окружающую среду отходы ПУ должны эффективно перерабатываться, избегая их захоронения и сжигания.
Несмотря на то, что переработка этих потоков отходов в полезные товары является сложной задачей, существующие способы переработки отходов ПУ (механическая или (термо-) химическая переработка) показали некоторые многообещающие результаты (Jehanno C. et al., 2022; Kemona A. and Piotrowska M., 2020; Korley L. T. J. et al. 2021; Vollmer I. et al., 2020). При этом необходимо отметить, что полиуретановые материалы не могут подвергаться переработке бесконечно, поскольку их термомеханические свойства значительно ухудшаются с каждым циклом обработки, что приводит к необходимости захоронения или сжигания в конечном итоге по окончании срока службы (Kosloski-Oh S. C. et al., 2021; Schyns Z. O. G. and Shaver M. P., 2021).
Одним из вкладов в развитие композитных материалов, является возможность использования вторичного сырья для получения новых материалов с высокой добавленной стоимостью. Переработка представляет собой набор методов повторного использования и повторного введения отбракованных материалов в производственный цикл; она включает преобразование отходов в сырье для продуктов, аналогичных исходным. Таким образом, она вносит вклад в круговую экономику – циклическую, замкнутую систему для минимизации отходов (Salino R. E. and Catai R. E., 2023).
Растущая потребность в замене нефтехимического сырья возобновляемым, а также необходимость снижения производственных затрат подчеркнули необходимость разработки полимерных композитов с натуральными наполнителями. Согласно литературным данным, добавление наполнителя в матрицу ППУ приводит к заметным изменениям свойств конечного композитного материала (теплопроводности, плотности и морфологии пены) даже при использовании низкого содержания наполнителя. В этом отношении опилки, как наполнитель, являются чистым, дешевым и легкодоступным побочным продуктом обработки древесины, такой как фрезерование, сверление, шлифование и распиловка. Использование опилок в качестве наполнителя в полиуретановых пенах обеспечивает новое применение переработанных древесных волокон в разработке новых композитных материалов (Tiuc A.-E. et al., 2022).
В связи с растущим развитием деревообрабатывающей промышленности образование отходов является распространенной проблемой. Два побочных продукта переработки древесины — это пыль и древесные частицы. Литературные данные ясно указывают на то, что органические или неорганические наполнители могут значительно улучшить механические и термические свойства композитов ПУ (Mirski R. et al., 2021). Существуют также исследования, в которых наполнители использовались для снижения стоимости и повышения механических свойств, например, модуля упругости и прочности или плотности (Yuan J. and Shi S. Q., 2009).
Целью данного исследования является разработка технологии получения материалов для наружных деталей низа обуви, включающей необходимый перечень операций для ее реализации, а также рецептурный состав композиции для литья под давлением.
Данная работа является продолжением предыдущих исследований авторов, посвященных возможности использования побочных продуктов переработки древесины и отходов низа обуви для производства материалов с улучшенными свойствами.
Объект, методы и средства исследования
В соответствии с основными стадиями технологического процесса получения полимерных композиционных материалов (В. И. Костиков и Ж. В. Еремеева, 2021) была разработана технологическая схема процесса получения материалов (пластин обуви), представленная на рисунке 1.
Реализация схемы процесса получения материалов (пластин обуви), представленной на рисунке 1, осуществлялось в производственных условиях ЧПУП «Обувное ремесло» в рамках апробации получения материалов (пластин обуви) по 2 направлениям:
– получение гранулята отходов ППУ по технологии, приведенной в (А.Н. Радюк, 2024), а затем уже к нему добавление стабилизатора, пластификатора и наполнителя в соответствии с рецептурой (в таблицах 3–5 обозначено как Н. 1). По данному направлению отходы ППУ подвергаются рециклингу несколько раз, тем самым увеличивается кратность их переработки;
– с изготовлением гранулята как промежуточного продукта, включающего в себя отходы ППУ, стабилизатор, пластификатор и наполнитель (в таблицах 3–5 обозначено как Н. 2). Данное направление позволяет получить модифицированный и наполненный гранулят отходов ППУ для дальнейшего формования изделий из него.
Для получения материалов (пластин обуви) использовали компоненты, представленные на рисунке 2.
На основании данных, приведенных в патенте Республики Беларусь «Композиция для деталей низа обуви»1, полиуретановую матрицу модифицировали отходами стелечного картона, взятом в минимальном количестве 3 мас. %. Это позволило предположить использовать такое же количество наполнителя, так как
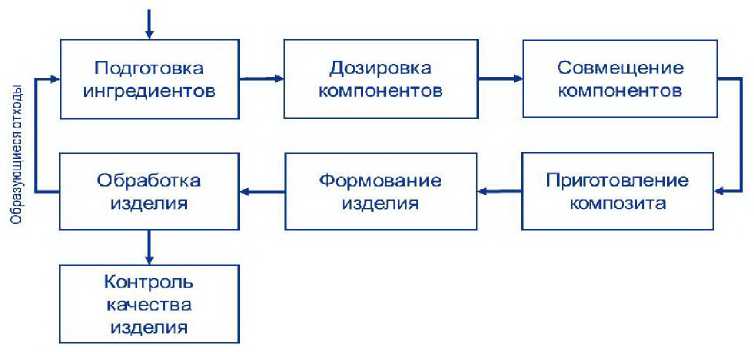
Рисунок 1 – Технологическая схема процесса получения материалов (пластин обуви) Figure 1 – Technological scheme of the process of obtaining materials (shoe plates)

Рисунок 2 – Основные компоненты для получения материалов (пластин обуви)
Figure 2 – Main components for obtaining materials (shoe plates)
точного состава материала типа кожволон нет.
Рецептурный состав композиции включал 2 варианта:
– гранулят на основе отходов ППУ / отходы ППУ + ДП (3 %) + стCa (0,5 %) + МИ (1 %);
– гранулят на основе отходов ППУ / отходы ППУ + ДВ (3 %) + стCa (0,5 %) + МИ (1 %).
Описание стадий технологического процесса представлено в таблице 1.
В результате производственной апробации и реализации технологической схемы были получены пластины обуви.
Полученные образцы пластин исследовали по показателям, представленным в таблице 2. Отбор проб для испытаний материалов и изделий проводился в соответствии с требованиями технических нормативных правовых актов (ТНПА).
Экспериментальные исследования и обсуждение результатов
В рамках работы проведен сравнительный анализ получения материалов (пластин обуви) по 2 направлениям технологии, описанным выше. С этой целью полученные материалы (пластины обуви) исследовали по показателям свойств, описанными в таблице 2. Результаты проведенных испытаний представлены в таблицах 3–5.
Результаты исследования показателей физико-механических свойств материалов представлены в таблице 3.
Результаты исследования показателей упругопрочностных свойств материалов представлены в таблице 4 (усредненные значения по 5 образцам).
Результаты исследования показателей эксплуатационных свойств материалов представлены в таблице 5.
Согласно требованиям (П.С. Карабанов, А.П. Жихарев, В.С. Белгородский, 2008; Л.П. Морозова и др., 1988) для материалов низа обуви, можно сделать следующие выводы:
– плотность монолитных материалов должна быть не более 1,3 г/см3, кожеподобных материалов – должна быть не более 1,1 г/см3. Как можно заметить из таблицы 2, плотность образцов соответствует требованиям для монолитных материалов и не выходит за рамки предельных значений, но не соответствует требованиям для кожеподобных материалов;
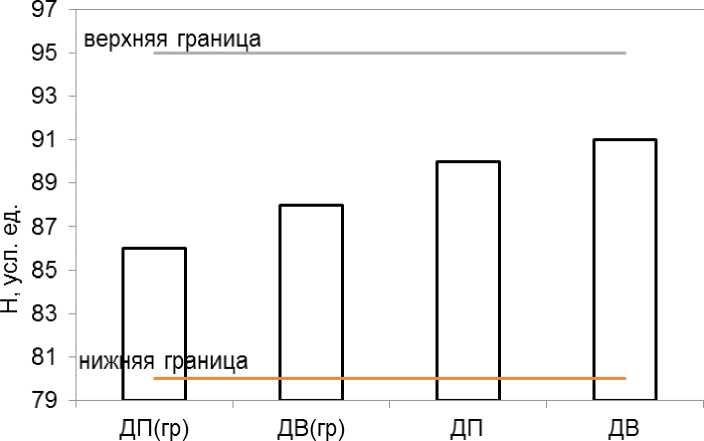
– твердость монолитных материалов должна быть в пределах 75–85 усл.ед., кожеподобных – 80–95 усл.ед. Твердость образцов, полученных по двум схемам материалов, находится в рамках нормируемых значений для кожеподобных материалов;
– условная прочность монолитных материалов должна быть не менее 4,5 МПа, кожеподобных – не менее 5,0 МПа. Условная прочность образцов с наполнителем ДВ, полученных по Н. 1, не соответствует требованиям для кожеподобных материалов; для остальных образцов – наблюдается соответствие требованиям и для монолитных, и для кожеподобных материалов;
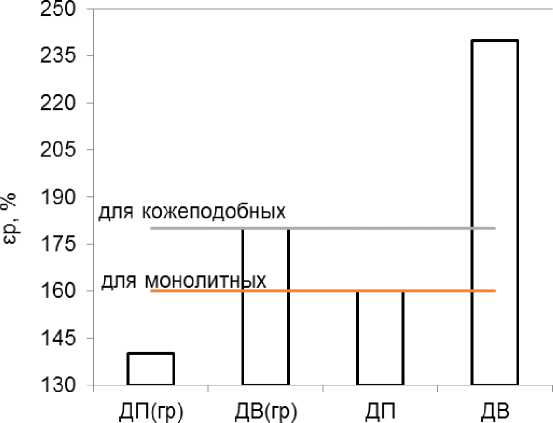
– относительное удлинение при разрыве монолитных материалов должно быть не менее 160 %, кожеподобных – не менее 180 %. Относительное удлинение образцов с наполнителем ДВ, полученных по Н. 1, не соответствует требованиям для монолитных и кожеподобных материалов, образцов с наполнителем ДВ, полученных по Н. 2, не соответствует требованиям для кожеподобных материалов, для остальных материалов наблюдается соответствие требуемым значениям;
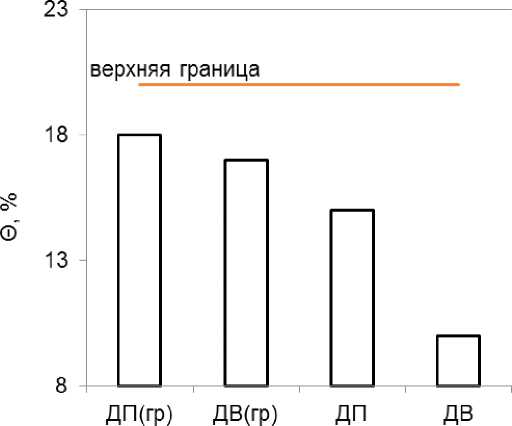
– остаточное удлинение монолитных и кожеподобных материалов должно быть не более 20 %. Остаточное
Таблица 1 – Стадии технологического процесса получения материалов (пластин обуви)
Table 1 – Stages of the technological process of obtaining materials (shoe plates)
|
Операция |
Стадии получения |
Характеристика стадии |
|
Подготовка ингредиентов* |
Измельчение отходов ППУ, отсев нужной фракции (5–7 мм) |
осуществляется с помощью дробилки Alpine A 40/63-5-3 и позволяет унифицировать размеры отходов ПУ до частиц 5–7 мм |
|
Сушка отходов ППУ |
осуществляется в термошкафу с принудительной конвекцией воздуха при температуре 80 °С в течение 3 часов до влажности 0,2–0,3 % |
|
|
Дозировка компонентов |
взвешивание компонентов в соответствии с рецептурным составов композиции |
|
|
Совмещение компонентов |
добавление к грануляту на основе отходов ППУ / отходам ППУ стабилизатора, пластификатора и наполнителя, смешивание компонентов в лопастных мешалках |
|
|
Приготовление композита |
Термомеханическая переработка |
осуществляется в экструдере ЭШПО-75Н4 при температурах от 150 °С до 180 °С, где композит пластифицируется, гомогенизируется и стабилизируется, а затем перемещается по винтовому каналу шнека, продавливается через формующую матрицу, перераспределяясь по сечению в виде пластины прямоугольного сечения |
|
Охлаждение и измельчение |
непосредственно перед литьем полуфабрикат охлаждали в ванне и измельчали до получения гранул длиной 2–4 мм |
|
|
Формование изделия |
Изготовление материалов литьем под давлением |
осуществлялось на машине SP 345-3 фирмы Main Group при температуре 150–190 °С, давлении впрыска 40–60 МПа; времени впрыска 15 с; выдержки 360 с |
|
Обработка изделия |
Обрезка выпрессовок и литников |
|
|
Контроль качества изделия |
Внешний осмотр изделия для выявления наружных дефектов |
|
Примечание: * для получения материалов (пластин обуви) из гранулята отходов ППУ на этом этапе предусмотрен контроль качества полученного гранулята и при необходимости сушка его до минимальной влажности.
Таблица 2 – Показатели свойств материалов (пластин обуви)
Table 2 – Indicators of material properties (shoe plates)
|
Наименование показателя, обозначение, ед. измерения |
ТНПА |
Применяемые средства измерения, оборудование |
Физический смысл показателя |
Объем выборки |
|
Плотность ( ρ ), г/см3 |
ГОСТ 267-73 |
Весы аналитические AS 220/C/2 «Radwag Wagi Elektroniczne», штангенциркуль |
отношение массы образца к объему вытесненной им жидкости |
Ê , n = 3 |
|
Твердость ( Í ), усл. ед. |
ГОСТ 263-75 |
Переносной твердомер 2033 ТИР |
сопротивление образцов погружению в них индентора |
Ê , m = 3 |
|
Относительное удлинение ( ε ), % |
ГОСТ 270-75 |
Разрывная машина РТ-250 |
– |
Ê , m = 5 |
Окончание таблицы 2 – Показатели свойств материалов (пластин обуви)
End of the table 2 – Indicators of material properties (shoe plates)
|
Условная прочность ( fð ), МПа Относительное остаточное удлинение после разрыва образцов ( θ ), % |
ГОСТ 270-75 |
Разрывная машина РТ-250 |
– |
Ê , m = 5 |
|
Сопротивление истиранию ( β ), Дж/мм3 (кгс·м/см3) |
ГОСТ 426-77 |
Прибор МИ-2, шлифовальная шкурка, контрольная наполненная резина |
истирание образцов, прижатых к абразивной поверхности вращающегося с постоянной скоростью диска, при постоянной нормальной силе и определении показателей сопротивления истиранию или истираемости |
Ê , n = 6 (3 пары) |
|
Устойчивость к многоцикловым и изгибающим воздействиям |
ГОСТ ISO 17707-2015 |
Установка, которая позволяет выполнять изгиб образца подошвы под углом 90±2°, копье для прокола, металлическая линейка |
оценка влияния материала подошвы и профиля поверхности на расширение разрыва |
пластина |
Примечание: Ê – среднее арифметическое, n – количество образцов, m – количество определений.
Таблица 3 – Показатели физико-механических свойств материалов
Table 3 – Indicators of physical and mechanical properties of materials
|
Показатель |
Н. 1 (из гранулята) |
Н. 2 |
||
|
ДП(гр) |
ДВ(гр) |
ДП |
ДВ |
|
|
1 |
3 |
4 |
5 |
6 |
|
Толщина материала (пластин обуви), мм |
6,6 |
6,8 |
6,7 |
6,9 |
|
Плотность, г/см3 |
1,24 |
1,22 |
1,22 |
1,19 |
|
Твердость, усл. ед. |
86 |
88 |
90 |
91 |
Таблица 4 – Показатели упругопрочностных свойств материалов
Table 4 – Indicators of elastic strength properties of materials
|
Показатель |
Н. 1 (из гранулята) |
Н. 2 |
||
|
ДП(гр) |
ДВ(гр) |
ДП |
ДВ |
|
|
1 |
3 |
4 |
5 |
6 |
|
Разрывная нагрузка, Н |
138 |
132 |
148 |
140 |
|
Условная прочность, МПа |
5,0 |
4,8 |
5,5 |
5,1 |
|
Относительное удлинение при разрыве, % |
140 |
180 |
160 |
240 |
Окончание таблицы 4 – Показатели упругопрочностных свойств материалов
End of the table 4 – Indicators of elastic strength properties of materials
|
Остаточное удлинение после разрыва, % |
18 |
17 |
15 |
10 |
|
Условное напряжение при заданном удлинении, МПа |
– |
4,2 |
5,3 |
3,6 |
|
Истинное напряжение при заданном удлинении, МПа |
– |
10,9 |
13,8 |
9,4 |
|
Истинная прочность, МПа |
12,0 |
13,4 |
14,3 |
17,3 |
Таблица 5 – Показатели эксплуатационных свойств материалов
Table 5 – Indicators of operational properties of materials
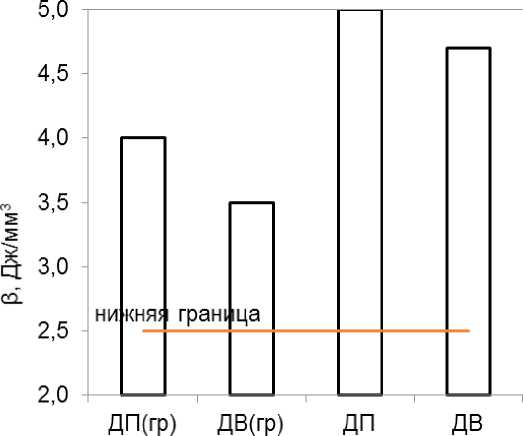
– сопротивление истиранию монолитных и кожеподобных материалов должно быть не менее 2,5 Дж/мм3. Сопротивление истиранию образцов соответствует вышеуказанным требованиям;
– сопротивление многократному изгибу монолитных материалов должно быть не менее 30 тыс. циклов, кожеподобных – не менее 20 тыс. циклов. Сопротивление многократному изгибу образцов соответствует требованиям и для монолитных, и для кожеподобных материалов. Данный показатель в настоящее время определяется в соответствии с ГОСТ ISO 17707-2015, в котором прописано минимальное пороговое его значение равное 30 000 циклов. До недавнего времени сущность метода испытаний на многократный изгиб по ГОСТ 422-75 заключалась в определении сопротивления разрастанию трещины в образце с проколом при его изгибе, чередующимся с принудительным выпрямлением, нормируемое число изгибов составляло 15 000 циклов, а трещина в точке прокола не должна была превышать 6 мм. При этом необходимо отметить, что несмотря на то, что в странах ЕС определение показателя предусмотрено по международному стандарту, для полиуретановых систем для низа обуви минимальное значение данного показателя начинается с 20 000 циклов.
Более наглядно данный анализ представлен на рисунках 3–9.
Значение показателя плотности соответствует монолитным резинам марки «В» (не более 1,3 г/см3).
Значение показателя твердости соответствует кожеподобным резинам марки «Кожволон» (75–90 усл. ед.).
Значение показателя условной прочности соответствует монолитным резинам марки «В» (не менее 4,5 МПа) и кожеподобным резинам марки «Кожволон» (не менее 5,0 МПа).
Значение показателя относительного удлинения при разрыве соответствует монолитным резинам марки «В» (не менее 170 %) для некоторых образцов, для других – кожеподобным резинам марки «Малыш» и «Кожволон» (не менее 180 %). Для образца «ДП из гр» данный показатель намного ниже требуемых значений.
Значение показателя остаточного удлинения после разрыва соответствует монолитным резинам марки «В» (не более 20 %) и кожеподобным резинам марки «Кожволон» (15–30 %) и «Малыш» (не более 30 %).
Значение показателя сопротивления истиранию соответствует монолитным резинам марки «В» (не менее 2,5–3,5 Дж/мм3), но не соответствует для некоторых образцов кожеподобным резинам марки «Малыш» (не менее 4,6 Дж/мм3) и для всех образцов кожеподобным резинам марки «Кожволон» (не менее 5,9 Дж/мм3).
Значение показателя сопротивления многократному изгибу соответствует монолитным резинам марки «В» (не < 15 тыс. циклов) и кожеподобным резинам марки «Кожволон» (не < 20 тыс. циклов).

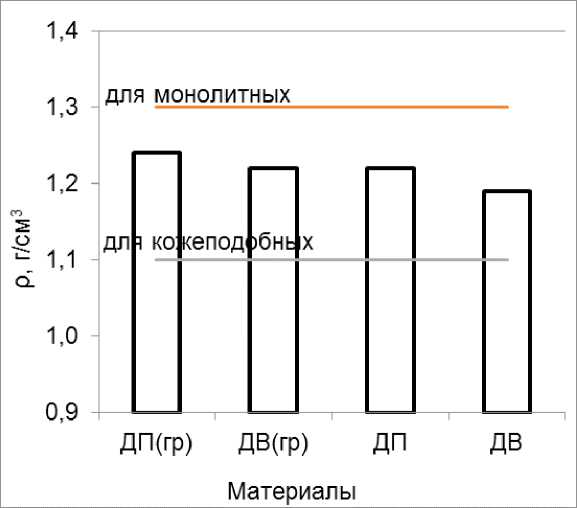
Рисунок 3 – Плотность полученных образцов Figure 3 – Density of the produced samples
Материалы
Рисунок 4 – Твердость полученных образцов Figure 4 – Hardness of the produced samples
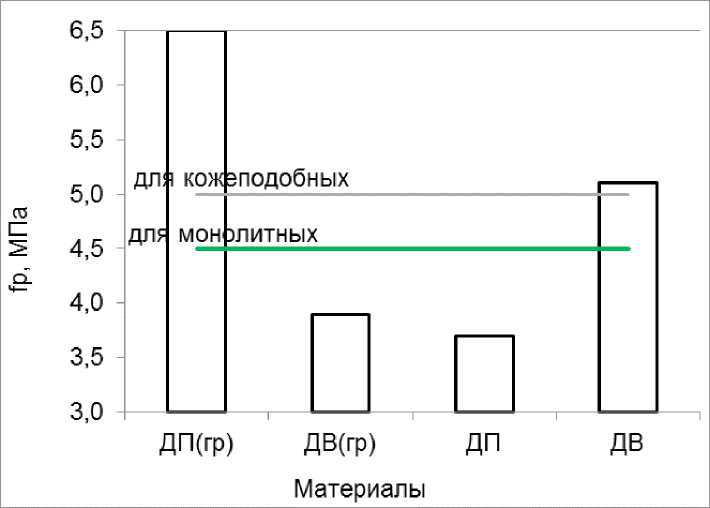
Рисунок 5 – Условная прочность полученных образцов Figure 5 – Conditional strength of the produced samples
Материалы
Рисунок 6 – Относительное удлинение при разрыве полученных образцов Figure 6 – Relative elongation at break of the produced samples
Материалы
Рисунок 7 – Остаточное удлинение после разрыва полученных образцов Figure 7 – Residual elongation after rupture of the produced samples
Материалы
Рисунок 8 – Сопротивление истиранию полученных образцов Figure 8 – Abrasion resistance of the produced samples
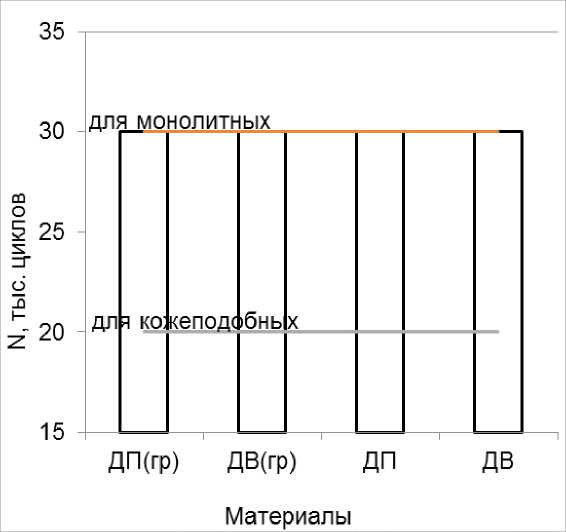
Рисунок 9 – Сопротивление многократному изгибу полученных образцов
Figure 9 – Resistance to repeated bending of the produced samples
Сравнивая полученные материалы с материалами типа кожволон можно заметить, что в некоторых источниках данные отличаются по предельным значениям их физико-механических свойств (Л.П. Морозова и др., 1988; П.С. Карабанов, А.П. Жихарев, В.С. Белгородский, 2008). Верхний предел плотности составляет 1,2 г/см3 (для кожеподобной резины релак – 1,3 г/см3), предел прочности должен быть не менее 5,0 МПа, нижний предел относительного удлинения при разрыве составляет 180 %, твердость по Шору А должна быть 80–95 усл. ед., сопротивление истиранию – не ниже 2,5 Дж/мм3 и сопротивление многократному изгибу не менее 20 тыс. циклов. Согласно этим данным, полученные материалы по Н. 2 соответствуют требованиям пороговых значений. Выводы
В результате проведенных исследований:
– разработана технологическая схема процесса получения материалов (пластин обуви), включающая 7 основных операций: подготовку ингредиентов, дозировку компонентов, совмещение компонентов, приготовление композита, формование изделия, обработку изделия и контроль качества изделия;
– предложено процентное соотношение ингредиентов в композиции на полимерной основе из ППУ и разработаны рецептурные составы композиций для получения изделий с требуемым уровнем свойств;
– проведен сравнительный анализ направлений реализации технологической схемы получения материалов (пластин обуви) в производственных условиях ЧПУП «Обувное ремесло»: из гранулята отходов ППУ с добавлением к нему модификаторов и наполнителя и с изготовлением модифицированного и наполненного гранулята как промежуточного продукта;
– установлено, что значения свойств материалов (пластин обуви) выше при реализации схемы процесса получения материалов (пластин обуви) по направлению Н. 2, так как получение гранулята, а на основании его в дальнейшем материалов связано с ухудшением свойств;
– рекомендуется получать гранулят как промежуточный продукт, включающий в себя отходы ППУ, стабилизатор, пластификатор и наполнитель (модифицированный и наполненный гранулят отходов ППУ); а на основании его далее проводить формование изделий (литье материалов и подошв).
Список литературы Технологические аспекты получения материалов для наружных деталей низа обуви
- Карабанов, П.е., Жихарев, А.П. и Белгородский, B.C. (2008). Полимерные материалы для деталей низа обуви. Москва: КолосС, Российская Федерация.
- Костиков, В.И. и Еремеева, Ж.В. (2021). Технология композиционных материалов. Вологда: Инфра-Инженерия, Российская Федерация.
- Морозова, Л.П., Полуэктова, В.Д., Михеева, Е.Я., Калита, А.Н., Швецова, 1П, Мореходов, Г.А., Фукин, В.А., Беляев, Л.С, Костылева, В.В., Кузнецова, Л.Н. и Комнова, А.В. (1988). Справочник обувщика (Проектирование обуви, материалы). Москва: Легпромбытиздат, Российская Федерация.
- Радюк, А.Н. (2024) Получение гранулята из отходов пенополиуретана ДЛЯ литья ПОДОШВ обуви, Технологии и качество, vol. 1(63), С. 32-39.
- Banik, J., Chakraborty, D., Rizwan, M., Shaik, A.H. and Chandan, M.R. (2023). Review on disposal, recycling and management Of waste polyurethane foams: a way ahead, Waste Management & Research, vol. 41(6), pp. 1063-1080.
- Gama, N., Ferreira, A. and Barros-Timmons, A. (2018). Polyurethane foams: past, present, and future, Materials, vol. 11 (10):1841.
- Jehanno, C„ Alty, J. W, Roosen, M„ De Meester, S„ Dove, A.P., Chen, E.Y.-X., Leibfarth, F.A. and Sardon, H. (2022). Critical advances and future opportunities in upcycling commodity polymers, Nature, vol. 603 (7903), pp. 803-814.
- Kemona, A. and Piotrowska, M. (2020). Polyurethane recycling and disposal: methods and prospects, Polymers, vol. 12 (8):1752.
- Korley, L.T.J., Epps, Т.Н., Helms, B.A. and Ryan, A.J. (2021). Toward polymer upcycling-adding value and tackling circularity, Science, vol. 373 (6550), pp. 66-69.
- Kosloski-Oh, S.C.,Wood, Z.A., Manjarrez, Y., de Los RiosJ.P. and Fieser, M.E. (2021). Catalytic methods for chemical recycling or upcycling Of commercial polymers, Materials Horizons, vol. 8 (4), pp. 1084-1129.
- Mirski, R., Dukarska, D., Walkiewicz, J. and Derkowski, A. (2021). Waste wood particles from primary wood processing as a filler Of insulation PUR foams,Materials, vol. 14 (17): 4781.
- Rajic, I., Govorcin Bajsic, E. and Holjevac Grguric, T. (2020). Application of polyurethane in the production of shoe soles, The Journal Leather & Footwear, vol. 69(1), pp. 7-9.
- Salino, R.E., Catai, R.E. (2023). A study of polyurethane waste composite (PUR) and recycled plasterboard sheet cores with polyurethane foam for acoustic absorption. Construction and Building Materials, vol. 387 (1):131201.
- Schyns, Z.O.G. and Shaver, M.P. (2021). Mechanical recycling of packaging plastics: a review, Macromolecular Rapid Communications, vol. 42 (3): 2000415.
- Tiuc, A.-E., Borlea (Muresan), S.I., Nemes, 0., Vermesan, H., Vasile, 0., Popa, F. and Pintoi, R. (2022). New composite materials made from rigid/flexible polyurethane foams with fir sawdust: acoustic and thermal behavior, Polymers, vol. 14 (17): 3643.
- Vollmer, I., Jenks, M.J.F., Roelands, M.C.P., White, R.J., van Harmelen, Т., de Wild, P., Meirer, F., Keurentjes, J.T.F. and Weckhuysen, B.M. (2020). Beyond mechanical recycling: giving new life to plastic waste,Angewandte Chemie, vol. 59 (36), pp. 15402-15423.
- Yang, W., Dong, Q., Liu, S., Xie, H., Liu, L. and Li, J. (2012). Recycling and disposal methods for polyurethane foam wastes, Procedia Environmental Sciences, vol. 16, pp. 167-175.
- Yuan, J., Shi, S.Q. (2009). Effect of the addition of wood flours on the properties of rigid polyurethane foam, Journal of Applied Polymer Science, vol. 113 (5), pp. 2902-2909.
