Технологические аспекты производства бессвинцовистых экологически чистых легкообрабатываемых сталей

Автор: Рябов Андрей Валерьевич
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Металлургия чёрных, цветных и редких металлов
Статья в выпуске: 3 т.15, 2015 года.
Бесплатный доступ
Произведена оценка возможности получения коррозионностойкой стали АВЦ14Х17Н2, легированной висмутом и кальцием, для обработки резанием на автоматических станках в условиях массового производства. Оценку качества стали производили по химическому составу (рентгеноспектральный анализ), макроструктуре, качеству поверхности слитков и заготовок, механическим свойствам, склонности стали к межкристаллитной коррозии после сенсибилизирующего отжига при 700 °C, производили оценку обрабатываемости стали резанием, определяли характер и фору металлических включений. При изучении качества стали установлено следующее: распределение висмута по высоте и ширине слитка и длине прутков равномерное; висмут в стали находится в виде металлических включений; присутствие висмута в стали не оказывает существенного влияния на структуру мартенситно-ферритной стали; механические свойства коррозионностойкой стали, легированной висмутом и кальцием, находятся на уровне металла, не легированного легкоплавкими элементами; висмут не влияет на склонность стали к межкристаллитной коррозии. Уровень обрабатываемости стали, легированной висмутом и кальцием, оказался выше, чем стали без легкоплавких элементов: количество обрабатываемых деталей в пересчете на 0,1 мм износа инструмента по задней поверхности выросло на 13 %, шероховатость обработанной поверхности снизилась с 2,5 до 1,6 Ra. Стружка стали с висмутом и кальцием имеет форму короткой легко ломающейся спирали и занимает в несколько раз меньший объем.
Автоматная сталь, висмут, кальций, равномерность распределения, качество стали
Короткий адрес: https://sciup.org/147156963
IDR: 147156963 | УДК: 669.018.23
Technological aspects of production of environmentally-friendly free-cutting steels without lead
Possibility of producing corrosion-resistant steel AVTs14Kh17N2 alloyed with bismuth and calcium is estimated. The steel is intended for cutting operations at automatic mills in mass production. Steel quality was estimated by chemical composition (via X-ray microprobe), macrostructure, surface quality of ingots and billets, mechanical properties and resistance to intercrystalline corrosion after sensibilization annealing at 700 °C. Machinability in cutting operation and the type and shape of non-metallic inclusions were also determined. It was found that bismuth distribution in ingot height and width and rod length is homogeneous. Bismuth exists in steel as metallic inclusions that do not affect the structure of martensite-ferrite steel. Mechanical properties of the corrosion-resistant steel containing bismuth and calcium are at the same level as for the steel without low-melting elements. Bismuth does not affect resistance to intercrystalline corrosion. Addition of bismuth and calcium enhances machinability of the steel: the number of machined parts resulting in 0.1 mm flank wear of cutting tool becomes 13 % greater, and the roughness of machined surfaces decreases from 2.5 to 1.6 Ra. The chips of bismuth-calcium steel has the shape of short and easily breaking spirals having several times smaller volume than those of the base steel.
Текст научной статьи Технологические аспекты производства бессвинцовистых экологически чистых легкообрабатываемых сталей
Методика проведения экспериментов
Эксперименты производились в производственных условиях. Выплавка, разливка и легирование стали висмутом и кальцием осуществлялись в электросталеплавильном цехе № 2 ОАО «Златоустовский электрометаллургический завод», оценка обрабатываемости металла резанием проводилась на кафедре технологии машиностроения ЮжноУральского государственного университета (г. Челябинск).
Предметом исследования являлась сталь марки 14Х17Н2 с добавкой и без добавки висмута и кальция в виде:
-
а) слитков массой 600–700 г и прокатанных из них прутков сечением квадрат 10 мм;
-
б) слитков массой 1200–1300 г и прокатанных из них прутков круглого сечения диаметром 20 мм.
Оценку качества стали производили по химическому составу, макроструктуре, механическим свойствам, стойкости к межкристаллитной коррозии (МКК), характеру и форме неметаллических включений и их соответствию требованиям ГОСТ 5632–72 (прутки диаметром 10 мм), а также обрабатываемости стали резанием (прутки диаметром 20 мм).
Содержание висмута в стали контролировали по высоте и сечению слитка и в прутках по длине на атомно-эмиссионном спектрометре с индуктивносвязанной плазмой Perkin-Elmer Optima 2100.
Качество поверхности металла изучали в слитках и в прутках сечением квадрат 10 мм и круг диаметром 20 мм визуально. Оценку качества проводили по 4 категориям: 1 – практически не требует зачистки поверхности; 2 – частичная чистка поверхности; 3 – сплошная зачистка; 4 – брак по поверхности.
Химический состав стали (ГОСТ 5632–72) определяли рентгеноспектральным анализом.
Качество макроструктуры оценивали по шкалам ГОСТ 10243–75 в пробах на трех уровнях высоты слитка в сортовых прутках квадрат 10 мм.
Механические свойства определяли в прутках сечением квадрат 10 мм в соответствии с ГОСТ 5632–72.
Оценку обрабатываемости определяли в прутках сечением круг 20 мм.
Оценку стойкости к МКК определяли на листовых образцах толщиной 5 мм методом АМУ согласно ГОСТ 6032–2003.
Состав неметаллических включений изучали при увеличении 100–50 000 с помощью растрового электронного микроскопа с термополевой эмиссией Jeol JEM7001F с энергодисперсионным ана-лизаторм Oxford INCA X-Max80.
Результаты экспериментов
За время проведения работы по легированию стали висмутом было получено 9,5 кг стали АВЦ14Х17Н2 и 4,5 кг стали 14Х17Н2.
В качестве объекта исследования была взята сталь марки АВЦ14Х17Н2 (с висмутом и кальцием), качественные характеристики которой сравнивали со сталью 14Х17Н2 (ГОСТ 5949–75).
Химический состав соответствует требованиям ГОСТ 5632–72 на сталь 14Х17Н2 (табл. 1).
Распределение висмута изучали в слитках и прутках сечением квадрат 10 мм и круглых прутках сечением круг 20 мм. Содержание висмута определяли в пробах литер А, Б, У в верхней части слитка, в центре и в нижней части слитка (см. рисунок).
Исследование прутков сечением квадрат 10 мм, круг 20 мм показало равномерное распределение висмута во всех плавках.
Общим является повышение содержания висмута от центра к краю.
Разница в содержании висмута в отдельных плавках между краевой и центральной зоной в прутках литер У достигает 0,001–0,002 %, литер Б – 0,001–0,002 %, литер А – 0,001–0,002 %.
В точках 1/2 радиуса в прутках литер У и Б содержание висмута занимает промежуточное значение между краевой и центральной зоной.
По длине и сечению раската наибольшее содержание висмута достигается в краевой зоне, а наименьшее – в центральной зоне прутков литер У. По длине раската в краевой зоне в ряде плавок содержание висмута снижается от литер У к А (разница 0,001–0,002 %), аналогичное распределение висмута получается в зонах 1/2 радиуса (разница 0–0,001 %).
В центральной зоне содержание висмута возрастает в направлении от литер У к А (разница 0,001–0,002 %).
Результаты химического анализа, приведенные в табл. 2, показали достаточно равномерное распределение висмута в объеме слитка массой 600 г.
Состав неметаллических включений изучали при увеличении 100–50 000 с помощью растрового
Таблица 1
Химический состав экспериментальной и аналоговой стали, мас. %
|
Марка стали |
№ образца |
C |
Mn |
Si |
P |
S |
Ni |
Cr |
|
АВЦ14Х17Н2 |
1 |
0,15 |
0,51 |
0,44 |
0,024 |
0,008 |
2,14 |
16,60 |
|
АВЦ14Х17Н2 |
2 |
0,14 |
0,50 |
0,43 |
0,023 |
0,009 |
2,13 |
16,61 |
|
АВЦ14Х17Н2 |
3 |
0,13 |
0,51 |
0,43 |
0,022 |
0,008 |
2,13 |
16,59 |
|
АВЦ14Х17Н2 |
4 |
0,14 |
0,49 |
0,42 |
0,023 |
0,007 |
2,12 |
16,60 |
|
14Х17Н2 |
5 |
0,14 |
0,50 |
0,43 |
0,023 |
0,008 |
2,13 |
16,60 |
|
Марка стали |
№ образца |
Cu |
Mo |
W |
V |
Ca расчетный |
Pb |
Bi |
|
АВЦ14Х17Н2 |
1 |
0,12 |
0,07 |
0,04 |
0,02 |
0,002 |
0,006 |
0,052 |
|
АВЦ14Х17Н2 |
2 |
0,11 |
0,07 |
0,04 |
0,02 |
0,002 |
0,006 |
0,211 |
|
АВЦ14Х17Н2 |
3 |
0,13 |
0,07 |
0,04 |
0,02 |
0,002 |
0,006 |
0,062 |
|
АВЦ14Х17Н2 |
4 |
0,12 |
0,07 |
0,04 |
0,02 |
0,002 |
0,006 |
0,126 |
|
14Х17Н2 |
5 |
0,11 |
0,07 |
0,04 |
0,02 |
0,002 |
0,006 |
0,001 |
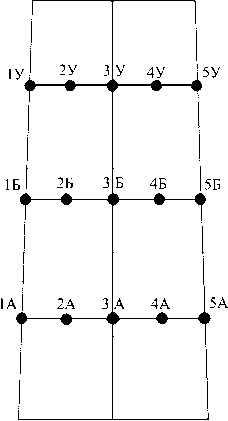
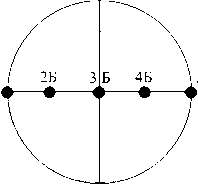
Места взятия проб на анализ распределения висмута в слитках массой 600 г и 1200 г
Металлургия чёрных, цветных и редких металлов
Таблица 2
Химический состав стали АВЦ14Х17Н2, мас. %
Макроструктура стали была плотной, без следов ликвации. Содержание α-фазы в стали с добавкой висмута было на том же уровне, что и в аналоговой стали того же химического состава.
Присутствие висмута в стали не оказывает существенного влияния на структуру мартенситно-ферритной стали.
Механические свойства стали 14Х17Н2 определяли в прутках сечением квадрат 10 мм при температуре 20–25 °С.
На всех образцах стали марки 14Х17Н2 проводили термообработку по следующему режиму: нагрев до температуры 1010 °С, выдержка при данной температуре 40 мин с последующим охлаждением в масле, нагрев до температуры 660 °С, выдержка при данной температуре 2 ч, с последующим охлаждением на воздухе. Результаты испытаний представлены в табл. 3.
Механические свойства стали, легированной висмутом и кальцием, находятся на одном уровне с нелегированной. Имеется запас по прочностным и пластическим характеристикам по отношению к требованию технических условий.
В работе было исследовано влияние висмута на межкристаллитную коррозию в кипящем водном растворе сернокислой меди и серной кислоты в присутствии металлической меди в течение 8 ч. Перед испытанием сталь была подвергнута 60-часовому отжигу при 700 °С с охлаждением на воздухе. По результатам испытаний выявлено, что висмут не влияет на межкристаллитную коррозию.
Определение обрабатываемости резанием вис-муткальцийсодержащей стали 14Х17Н2, изготовленной на ОАО «ЗЭМЗ» (г. Златоуст), проводили на прутках круглого сечения диаметром 20 мм, полученных из слитков массой 1200–1300 г (содержание висмута 0,012; 0,022 и 0,032 %), в сравнении с полученными аналогичным образом прутками из стали 14Х17Н2 (ГОСТ 5949–75). Испытания проводились при черновой обработке (материал режущего инструмента – R23) при скорости резания 778 м/мин, подаче 93 мм/оборот и глубине резания 1 мм.
Таблица 3
Механические свойства экспериментальных сталей после термической обработки
|
Марка стали |
Номер образца |
[Bi], % |
σ т , кгс/мм2 |
σ в , кгс/мм2 |
δ, % |
ψ, % |
KCU, кгс·м/см2 |
|
14Х17Н2 по ГОСТ 5949–75 |
– |
– |
≥ 65 |
≥ 85 |
≥ 16 |
||
|
АВЦ14Х17Н2 |
1 |
0,036 |
78,4 |
98,9 |
17,2 |
59,9 |
12,4 |
|
АВЦ14Х17Н2 |
2 |
0,211 |
82,1 |
94,6 |
16,2 |
57,8 |
12,8 |
|
АВЦ14Х17Н2 |
3 |
0,062 |
82,4 |
95,4 |
16,2 |
58,8 |
11,8 |
|
АВЦ14Х17Н2 |
4 |
0,126 |
78,3 |
99,1 |
16,0 |
58,4 |
12,1 |
|
14Х17Н2 |
5 |
0,002 |
79,2 |
99,4 |
18,4 |
59,2 |
11,6 |
Рябов А.В.
В качестве критериев для оценки обрабатываемости сравниваемой стали были приняты: величина приведенной стойкости, выраженная количеством обрабатываемых деталей в пересчете на 0,1 мм износа инструмента по задней поверхности, характеризующая интенсивность изнашивания; величина шероховатости на характерных поверхностях изделия (при равной степени затупления инструмента); степень измельчения стружки.
В результате микроструктурных исследований висмут был обнаружен в виде металлических включений в чистом виде на границах зерен в стали. Это привело к улучшению обрабатываемости стали резанием на 13 % при сохранении требуемых механических свойств. Шероховатость поверхности образцов висмуткальцийсодержащей стали составила 1,6 Ra, а у аналоговой стали 2,5 Ra. Стружка стали с висмутом и кальцием имеет форму короткой легко ломающейся спирали и занимает в несколько раз меньший объем.
Выводы
При изучении качества стали установлено следующее:
-
- распределение висмута по высоте и ширине слитка и длине прутков равномерное;
-
- механические свойства коррозионно-стойкой стали, легированной висмутом и кальцием, находятся на уровне металла, не легированного легкоплавкими элементами;
-
- уровень обрабатываемости стали, легированной висмутом и кальцием, выше, чем стали без легкоплавких элементов;
-
- висмут в стали находится в виде металлических включений;
-
- висмут не влияет на межкристаллитную коррозию;
-
- присутствие висмута в стали не оказывает существенного влияния на структуру мартенситно-ферритной стали.
Исследование выполнено в рамках реализации ФЦП «Исследования и разработки по приоритетным направлениям развития научно-технологического комплекса России на 2014–2020 годы», контракт № 14.574.21.0054.
Список литературы Технологические аспекты производства бессвинцовистых экологически чистых легкообрабатываемых сталей
- Li Zh., Wu D., Lv W. Zheng Zh., Kang Sh.P. Investigations on Low Environmental Impact Machining Processes of Free Cutting Austenitic Stainless Steels. Applied Mechanics and Materials, 2013, vol. 377, pp. 112-116. DOI: DOI: 10.4028/www.scientific.net/AMM.377.112
- Li Zh., Wu D., Lv W. Low Environmental Impact Machining Processes of Free Cutting Austenitic Stainless Steels Without Lead Addition. Advanced Materials Research, 2012, vol. 512-515, pp. 1923-1926. DOI: 10.4028/www.scientific.net/AMR.512-515.1923
- Li Zh., Wu D., Lv W., Kang Sh.P., Zheng Zh. Effect of Rare Earth Elements on Machining Characteristics of Austenitic Stainless Steels Without Lead Addition. Applied Mechanics and Materials, 2013, vol. 377, pp. 128-132. DOI: DOI: 10.4028/www.scientific.net/AMM.377.128
- Рябов А.В., Чуманов И.В. О возможности получения новой легкообрабатываемой коррозионностойкой стали. Электрометаллургия. 2012. № 2. С. 33-35.
