Технологические характеристики формования базальтовых непрерывных волокон при фильерном способе их получения

Автор: Гаврильева Анна Андреевна, Винокуров Геннадий Георгиевич, Кычкин Анатолий Константинович, Орешко Сергей Михайлович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Надежность в машиностроении и новые конструкционные материалы
Статья в выпуске: 4-2 т.15, 2013 года.
Бесплатный доступ
Определены основные технологические параметры формования непрерывного базальтового волокна из сырья месторождения Республики Саха (Якутия). На основе решения задач тепло-гидродинамических и реологических истечения базальтового непрерывного волокна с учетом вязкости местного сырья найдены соотношения для основных технологических параметров процесса.
Базальтовое непрерывное волокно, фильерный способ, тепло-гидродинамика
Короткий адрес: https://sciup.org/148202307
IDR: 148202307 | УДК: 669.041:536.24
Technological characteristics on formation the basalt continuous filaments at spinneret method of their receiving
The main technological parameters of formation the continuous basalt filament from raw materials of a deposit in Sakha Republic (Yakutia) are determined. On the basis of solving the problem of thermo-hydrodynamic and rheological fluxion of basalt continuous filament taking into account viscosity of local raw materials are found ratios for the main technological parameters of process.
Текст научной статьи Технологические характеристики формования базальтовых непрерывных волокон при фильерном способе их получения
изделий различного назначения на их основе. Пионерами научного сопровождения в этом направлении являются научные школы России и Украины.
Всем вышесказанным обусловлена актуальность разработки теории и математической модели процессов в целом и, в частности, процесса формования волокна при фильерном способе его производства. Разработка математической модели узла формования предполагает решения ряда физических, гидродинамических, реологических и других задач. В первую очередь это задачи механики формования волокна, расчета температурных полей узла выработки – фильеры, “луковицы”, волокна, а также исследования процессов стеклования и кристаллизации волокна, решение проблемы создания материала фильеры и др.
Промышленное производство непрерывного базальтового волокна осуществляется в одну стадию фильерным способом. При этом способе формование волокна производится из вязкого потока расплава базальта, вытекающего из фильера с последующей намоткой посредством натяжения, передающегося через сформировавшееся волокно от вращающегося барабана намоточного агрегата. В этом случае вытекающий из отверстия фильеры поток базальтовой массы формируется в виде “луковицы”, с радиусом поперечного сечения r л → d в /2: r л = d в + Ае- Вy , где А, В – некоторые константы для двух участков луковицы [1]. Сам процесс возможен и обеспечивается благодаря изменению вязкости расплава при изменении температуры и большому поверхностному натяжению, которое практически не зависит от температуры в интервале формования волокна.
Цель работы: определение основных технологических параметров формования непрерывного базальтового волокна из сырья месторождения Республики Саха (Якутия).
Соотношения для технологических параметров формования. Процесс формования базальтового волокна условно можно разделить на три основных стадии [1]:
-
- истечение вязкого расплава через фильеру;
-
- вязкая деформация базальтовой массы под действием приложенных сил;
-
- отвержение.
При выходе из отверстия фильеры базальтовый расплав образует сферическую поверхность 4 (рис. 1). Под воздействием гидростатического давления Р Г , направленного вертикально вниз, радиус изменяющейся сферической поверхности уменьшается за счет увеличения объема вытекающей базальтомассы. В момент образования поверхностью базальтомассы полусферы радиус поверхности приобретает минимальное значение, равное по величине радиусу фильеры. Тогда
Рг = PgH
, где РГ - гидростатическое давление, Па; р - плотность расплава, кг/м3; Н - гидростатический напор, м; g - ускорение свободного падения, м/с2. Гидростатический напор определяется высотой столба расплава от его поверхности до сечения входного отверстия канала фильеры (рис. 1).
Истечению базальтомассы препятствует поверхностное натяжение. В соответствии с законом Лапласа величина давления Р п , обусловленная поверхностным натяжением о, для случая равенства радиуса поверхности радиусу фильеры (рис. 1, поз. 4) равна
PП
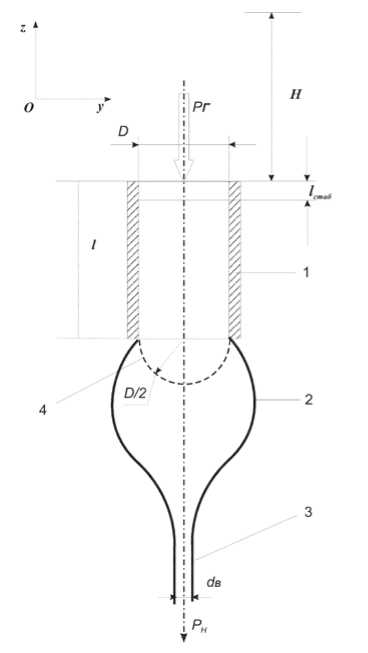
Рис. 1. Формование базальтового волокна при фильерном способе получения [1]:
1 - фильера; 2 - “луковица”; 3 - вытягиваемое волокно; 4 - начальная сферическая поверхность формования капли
4о
D
, где о - поверхностное натяжение, H/м; D - диаметр отверстия фильеры, м. Превышение величины гидростатического давления над давлением, обусловленным поверхностным натяжением, является условием истечения базальтомассы из фильеры:
Рг > Р п , или P gH > 4 o D ,
при выполнении этого условия и достаточно большой вязкости базальтомассы под фильерой будет формироваться капля.
В тот момент, когда вес сформировавшей капли превысит величину сил, обусловленных по-
Величина силы внутреннего трения согласно уравнению Ньютона зависит от значения вязкости и распределения скорости; величину поверхностного натяжения в зоне формирования волокна можно принять за постоянную величину, а в инженерных расчетах можно пренебречь значением ускорения базальтомассы. Согласно [2] выражение для распределения скорости потока в поперечном сечении фильеры можно задать течением Пуазейля:
V (r ) = £ R 2 - r 2 )
верхностным натяжением, она падает, вытягивая волокно с одновременным образованием формы в виде “луковицы”[1]. Если при этом к вытягиваемому волокну положить натяжение Рн , то вместо периодического истечения базальтомассы в виде капель, будет осуществлено непрерывное вытягивание волокна из “луковицы”[2]. Вытягивающая сила F B , численно равная силе натяжения, создава-
где A p - падение давления при высоте цилиндра 1 , R = D /2, r - расстояние от оси цилиндра, п - динамическая вязкость базальтомассы.
Тогда уравнение равновесия процесса формования базальтового волокна имеет вид [2]:
емого намоточным или тянущим агрегатом, приложена к волокну и затрачивается, в основном, на преодоление сил внутреннего трения (вязкости) базальтомассы, поверхностного натяжения и сообщения базальтомассе ускорение. Силами тяжести базальтомассы и сопротивлением воздуха движению нити в балансе сил, действующих в зоне формования, можно пренебречь ввиду их малых значений.
8 nn 3 1 2
Fr = noD +
B 3 A p p
v
V 4 n 2 1 2
V
А
R 2 + 1
з А
- 1
>
Из закона сохранения массы количество вытекающей из фильеры базальтомассы равно количеству вытянутого за тот же промежуток времени волокна, тогда можно получить формулу для расчета основных технологических параметров процесса [2]:
dв 2 Vв = 0 , 307 HD 4
vl (6)
где dв – диаметр волокна, Vв – скорость вытяжки волокна, v – кинематическая вязкость.
В работе для определения основных технологических параметров формования непрерывного базальтового волокна из сырья месторождения Республики Саха (Якутия) использована формула (6) с учетом данных работы [1], где приведены оптимальные режимы вытяжки базальтового волокна на промышленной установке разработки НПК «Терм» ОАО «НПО Стеклопластик».
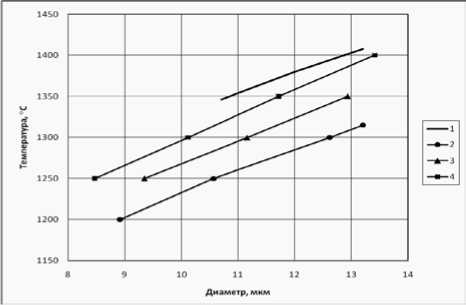
Рис. 2. Зависимость диаметра базальтового непрерывного волокна от температуры расплава:
1 – данные работы [1], скорость вытяжки ~30 м/с; 2 – базальт РС (Я), скорость вытяжки 30 м/с; 3- базальт РС (Я), скорость вытяжки 38 м/с, 4- базальт РС (Я), скорость вытяжки 46 м/с.
На рис. 2 приведены зависимости диаметра базальтового волокна от температуры, рассчитанные по формуле (6) и данным вязкости расплава: кривая 1 – данные работы [1], кривые 2, 3, 4 для базальтового волокна месторождения республики Саха (Якутия). Как видно из рис. 2 расчетный метод позволяет с учетом вязкости расплава уточнить интервал возможных технологических параметров формования непрерывного базальтового волокна. Увеличение технологической скорости вытяжки приводит к значительному повышению требуемой температуры расплава.
Как видно из графиков, для формования непрерывного базальтового волокна из сырья месторождения республики Саха (Якутия) с требуемым диаметром от 9 до 13 мкм при задаваемой технологической скорости вытяжки 30 м/с установки разработки НПК «Терм» ОАО «НПО Стеклопластик» необходимо обеспечить температуру расплава 1200-1380ºС.
Выводы:
-
1. Установлено, что основными параметрами, определяющими диаметр вытягиваемого волокна, являются вязкость базальтомассы, гидростатическое давление, диаметр и длина фильеры. При установившемся расходе базальтомассы, диаметр волокна определяется скоростью вытягивания.
-
2. Определены основные технологические параметры формования непрерывного базальтового волокна из сырья месторождения Республики Саха (Якутия) на промышленной установке разработки НПК «Терм» ОАО «НПО Стеклопластик». Для формования непрерывного базальтового волокна из сырья месторождения Республики Саха (Якутия) с требуемым диаметром от 9 до 13 мкм при задаваемой технологической скорости вытяжки 30 м/с необходимо обеспечить температуру расплава 1200-1380ºС.
Список литературы Технологические характеристики формования базальтовых непрерывных волокон при фильерном способе их получения
- Асланова, М.С. Стеклянные волокна/М.С. Асланова, Ю.Н. Колесов, В.Е. Хазанов и др. -М.: Химия, 1979. 256 с.
- Смирнов, Л.Н. Механика формования непрерывных базальтовых волокон при фильерном способе их получения/Л.Н. Смирнов, В.Ю. Кошелев. -М., Информконверсия, 2000 (Научная библиотека журнала “Конверсия в машиностроении”, вып. 3, приложение к журналу № 2, 2000. 24 с.)
