Технологические особенности многолезвийной обработки винтовых поверхностей ротационным точением

Автор: Сутягин Александр Валерьевич, Малько Леонид Степанович, Трифанов Иван Васильевич
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Авиационная и ракетно-космическая техника
Статья в выпуске: 3 (36), 2011 года.
Бесплатный доступ
Показаны возможности и перспективы технологии ротационного точения наружных винтовых поверхно- стей деталей машин принудительно вращаемым многолезвийным инструментом.
Ротационное точение, винтовая поверхность, многолезвийный инструмент
Короткий адрес: https://sciup.org/148176591
IDR: 148176591 | УДК: 621.81.004
Technological features multifluted of processing of screw surfaces rotational sharpen
Possibilities and prospects of technology rotational sharpen external screw surfaces of details of cars compulsorily rotated multifluted are shown by the tool.
Текст научной статьи Технологические особенности многолезвийной обработки винтовых поверхностей ротационным точением
Недостатками традиционных способов лезвийной обработки являются постоянные контактные взаимодействия рабочих поверхностей лезвия инструмента с обрабатываемым материалом заготовки в виде скольжения. В результате, тепловые и силовые нагрузки локализуются в малом объеме инструмента, что влияет на его режущую способность, стойкость инструмента и не позволяет интенсифицировать процесс резания, а также снижает качество обработки поверхности деталей машин [1].
В связи с этим целесообразна разработка прогрессивных способов лезвийной обработки материалов. Одним из таких способов является технология ротационного точения принудительно вращаемым многолезвийным инструментом. Кинематика формообразования этого способа характеризуется качением без скольжения центроиды инструмента в форме окружности по центроиде детали в форме прямой линии [2], при этом производящая образующая линия воспроизводится по методу огибания, а винтовая направляющая линия – по методу кинематического профилирования. При ротационном точении реализуются два принципа процесса обработки: традиционного реза- ния в результате скольжения режущего клина инструмента по обрабатываемой поверхности и касатель- ного резания при одновременном качении за счет вращения инструмента. Действие ротационного многолезвийного принудительно вращаемого инструмента является сложным в процессе лезвийной обработки деталей машин . Главное движение в процессе резания – это вращение обрабатываемой заготовки n. Многолезвийный инструмент при этом совершает движение подачи S за счет вращения и одновременного продольного перемещения. Глубина резания t устанавливается с учетом свойств обрабатываемого материала и профиля обрабатываемой поверхности. На рис. 1 приведена схема движений при образовании винтовой поверхности ротационным точением принудительно вращаемым многолезвийным инструментом.
Скорость вращения заготовки V 1 определяется по формуле
_ n Dn
V 1 ,
где D – диаметр заготовки; n – число оборотов.
Скорость вращения инструмента вокруг своей оси является результатом суммирования двух скоростей ( V 2 и V 3). V 2 можно определить по выражению
N
V = — ■ V , (2)
Zn где N – число заходов винтовой поверхности; Zn – число режущих элементов.
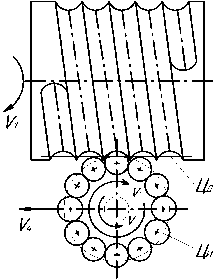
Рис. 1. Схема движений при образовании винтовой поверхности ротационным точением многолезвийным инструментом:
Ц Д – центроида детали; Ц И – центроида инструмента
Скорость вращения инструмента V 4 , вызванная продольной подачей S инструмента на один оборот детали, рассчитывается по уравнению (в мм)
V = —
3 n d '
где d – диаметр центроиды инструмента.
Скорость продольного перемещения инструмента V 3:
V 3 = S . (4)
При вращении многолезвийного инструмента в процессе резания постоянно происходит обновление режущих элементов инструмента и реализуется процесс прерывистого резания. Стружка всегда образуется дробленая в результате подвода новых режущих элементов со стороны инструмента, при этом снижается интенсивность адгезии между обрабатываемым материалом и инструментом. С другой стороны обеспечивается безопасность технологического процесса.
Известно, что при традиционной лезвийной обработке металлов на передней поверхности резца может образовываться нарост. Нарост представляет собой деформированный слой металла и различные окисные пленки. Твердость нароста в 2–2,5 раза выше, чем обрабатываемый металл [1], что отрицательно влияет на процесс резания, стойкость инструмента и качество обрабатываемой поверхности.
Известно, что при изменении режимов и параметров лезвийной обработки при традиционной механической обработке при V = 10…40 м/мин отмечается рост силы резания, продольной усадки стружки и увеличение шероховатости обрабатываемой поверхности (рис. 2). Это вызывает необходимость перехода в зону скоростных режимов резания ( V = 80…140 м/мин) при механической обработке деталей машин. При скоростных режимах резания происходит срыв нароста с передней поверхности резца, в результате этого при постоянной подаче S снижается шероховатость обрабатываемой поверхности. Однако при этом может резко возрастать температура в зоне резания до 600 оС и выше, что ведет к быстрому износу инструмента за счет уменьшения твердости и предела прочности инструментального материала (рис. 3).
Шероховатость обработанной поверхности
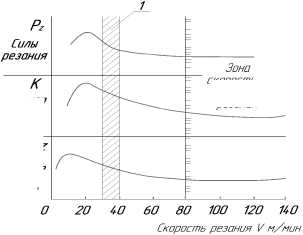
Рис. 2. Изменение силы резания, продольной усадки стружки и шероховатости обработанной поверхности в зависимости от скорости резания:
1 – зона рациональной скорости при ротационном точении инструментом с режущей частью из быстрорежущей стали
Продольная усадка стружки скоростных режимоб резаноя
Стойкость резца можно определить по формуле [3]
T ^nA • (5)
где L – фактор обработки; А – постоянная для заданных условий обработки; n – показатель относительной стойкости ( n < 1):
L = ndl/S , (6)
где l – длинна обрабатываемой детали; S – подача.
При постоянных факторах обработки стойкость резца можно повысить за счет благоприятного изменения условий обработки А , что хорошо реализуется при ротационном точении.
С другой стороны в зоне скоростных режимов обработки возрастают силы резания:
P = f ( A, t , S , V , Kp ), (7)
где V – скорость резания; Кр – экспериментальный поправочный коэффициент.
Рост температуры и силы резания, а также снижение прочностных и стойкостных характеристик режущего элемента инструмента при традиционном точении ограничивают повышение скорости резания и эффективность лезвийной обработки.
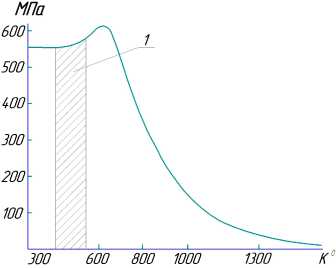
Рис. 3. Прочность стали в зависимости от температуры: 1 – зона температур при ротационном точении
При ротационном точении принудительно вращаемым многолезвийным инструментом происходит последовательное участие его режущих кромок в процессе резания [4]. Точка контакта режущего элемента инструмента с обрабатываемой заготовкой при резании постоянно обновляется [5] при этом температура в зоне резания не превышает 300 оС. Отсутствует интенсивная адгезия между обрабатываемым материалом и инструментом. В связи с этим в более чем в 20 раз возрастает стойкость инструмента, а производительность обработки – в 3–4 раза по сравнению с традиционной лезвийной обработкой [5].
Принудительное вращение многолезвийного инструмента обеспечивает лучшую шероховатость обработанной поверхности как при малых, так и больших скоростях резания (Ra ≤ 2,5 мкм). Установлено, что принудительно вращаемый многолезвийный инструмент способен устойчиво работать с малыми (и даже равными нулю) углами скрещивания оси режущего инструмента и вектора скорости главного движения резания, что снимает ряд геометрических ограничений, присущих свободно вращающимся резцам [4].
Процесс многолезвийной обработки принудительно вращаемым инструментом склонен к вибрации за счет изменения сечения срезаемого слоя припуска от реза к резу. В связи с этим необходимо создание шпиндельной головки с высокой крутильной жесткостью. До недавнего времени считалось, что рациональная обработка принудительно вращаемым многолезвийным инструментом связана с необходимостью создания громоздкого и конструктивно сложного оборудования. На кафедре управления качеством и сертификации СибГАУ была разработана и реализована кинематическая схема устройства для ротационного точения винтовых поверхностей, интегрированная с токарно-винторезным станком 1М65. Кинематическая схема устройства разработана на бездиф-ференциальной основе [6]. Это позволило существен- но упростить конструкцию, повысить жесткость кинематической цепи и обеспечить вращение многолезвийного инструмента в процессе обработки винтовой поверхности с необходимым крутящим моментом и жесткостью. Вращение заготовки и инструмента в процессе обработки детали должны быть кинематически связаны. В качестве органа настройки используется гитара сменных зубчатых колес. Исходя из характеристики винтовой поверхности обрабатываемой детали, числа режущих элементов инструмента и выбранной продольной подачи определяется передаточное отношение зубчатых колес гитары:
ix
( 1 ± ^ 1 , Kx • Zu I T J
где n – число заходов винтовой поверхности; K x – постоянный коэффициент, характеризующий кинематическую цепь станка; S – продольная подача; T – ход винтовой линии обрабатываемой детали [6].
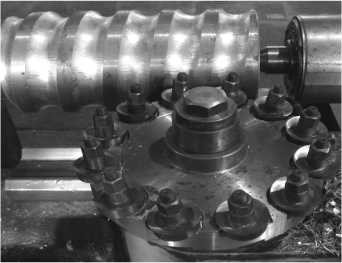
Особенность разработанного и изготовленного опытного устройства для ротационного точения винтовых поверхностей с принудительно вращаемым многолезвийным инструментом – это его высокие технологические возможности (табл. 1), трансформируемость, что позволяет использовать технологию в условиях единичного, мелкосерийного и крупносерийного производства для обработки винтовых поверхностей. На рис. 4 показан процесс обработки винтовой поверхности: корпуса червячной фрезы m = 10 из стали 40Х (рис. 4, а), винтовой поверхности ради- усного профиля (рис 4, б), который подтвердил преимущество ротационной обработки винтовой поверхности перед традиционным.
Таблица 1
Тактико-технические характеристики устройства для ротационного точения винтовых поверхностей интегрированного с токарно-винторезным станком 1М65
|
№ п/п |
Параметры |
Значение |
|
1 |
Продольная подача |
1,25 мм/об |
|
2 |
Скорость резания |
до 40 м/мин |
|
3 |
Глубина резания |
3 мм |
Для ротационной обработки винтовых поверхностей радиусного профиля, а также винтовой поверхности червячной фрезы конвалютного типа модулем 10 мм по методике [6] были спроектированы и изготовлены многолезвийные инструменты с параметрами, представленными в табл. 2.
Для исследования процесса срезания припуска при формировании профиля винтовой поверхности была разработана геометрическая графоаналитическая модель . Основой разработки модели явилось использование уравнений циклоидальных и эвольвентных кривых для составления математического алгоритма формирования профиля винтовой поверхности с использованием математических библиотек пакета MATLAB.
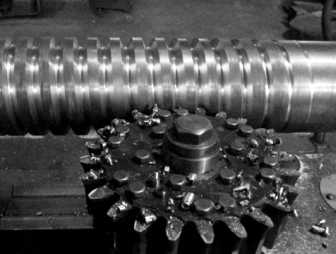
Рис. 4. Процесс обработки:
а – корпуса червячной фрезы m = 10 мм; б – винтовой поверхности радиусного профиля
б
Таблица 2
Параметры многолезвийных инструментов для ротационного точения винтовой поверхности
|
№ п/п |
Параметры |
Для радиусного профиля |
Для конвалютного червяка |
|
1 |
Наружный диаметр, мм |
278 |
260 |
|
2 |
Число режущих элементов |
12 |
24 |
|
3 |
Профиль режущей кромки |
радиус r = 24 мм |
эвольвента m = 10 мм |
|
4 |
Материал режущей части |
сталь быстрорежущая Р6М5 |
сталь быстрорежущая Р6М5 |
|
5 |
Вид конструкции инструмента |
сборная |
сборная |
|
6 |
Марка материала корпуса |
сталь 40Х |
сталь 40Х |
|
7 |
Масса, кг |
16 |
19 |
|
8 |
Угол наклона режущих элементов |
7° |
4°39′ |
Разработанная модель позволяет провести численные эксперименты по установлению формы, размеров и сечения срезаемой стружки каждым режущим элементом многолезвийного инструмента, числа резов для формирования профиля винтовой поверхности в зависимости от продольной подачи и глубины резания, что позволяет научно обосновать назначение режимов обработки.
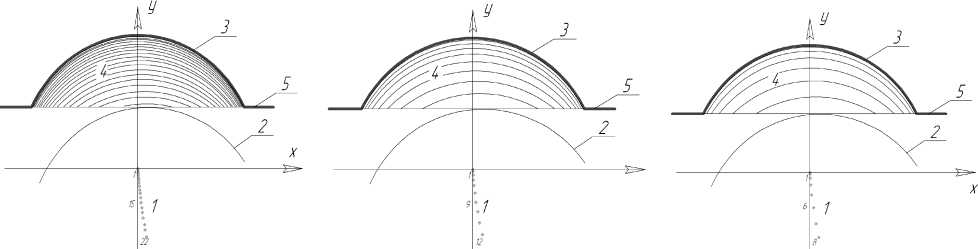
На рис. 5 показана визуализация результатов моделирования процесса генерации радиусного профиля винтовой поверхности ротационным точением с изменением одного из технологических факторов (продольной подачи инструмента). Ординаты базовой точки в зависимости от продольной подачи представ- лены в табл. 3. На рис. 6 показано влияние продольной подачи инструмента на максимальную толщину срезаемого припуска и число резов инструмента при удалении припуска и формировании профиля винтовой поверхности.
Визуальный анализ полученных результатов моделирования формирования профиля ВП с изменением одного из технологических факторов продольной подачи показал, что предложенная геометрическая графоаналитическая модель восприимчива к изменению факторов, влияющих на процесс формирования профиля винтовой поверхности ротационным точением многолезвийным инструментом и может быть использована для его исследования.
а б в
Рис. 5. Схемы генерации радиусного профиля ВП ротационным точением:
а – при подаче 3 мм; б – при подаче 6 мм; в – при подаче 9 мм; 1 – последовательные положения базовой точки; 2 – профиль режущего элемента инструмента; 3 – профиль винтовой поверхности; 4 – линии реза; 5 – наружный диаметр детали
Таблица 3
Значение ординат базовой точки
|
№ п/п |
Рис. 5, а |
Рис. 5, б |
Рис. 5, в |
|||
|
Подача S , мм/об |
||||||
|
3 |
6 |
9 |
||||
|
х |
у |
х |
у |
х |
у |
|
|
1 |
0 |
0 |
0 |
0 |
0 |
0 |
|
2 |
0,006 |
–0,277 |
0,002 |
–0,123 |
0,001 |
–0,031 |
|
3 |
0,045 |
–1,105 |
0,013 |
–0,491 |
0,002 |
–0,123 |
|
4 |
0,153 |
–2,482 |
0,045 |
–1,105 |
0,006 |
–0,277 |
|
5 |
0,362 |
–4,403 |
0,107 |
–1,963 |
0,013 |
–0,491 |
|
6 |
0,705 |
–6,861 |
0,209 |
–3,063 |
0,026 |
–0,768 |
|
7 |
1,216 |
–9,845 |
0,362 |
–4,403 |
0,045 |
–1,105 |
|
8 |
1,926 |
–13,345 |
0,574 |
–5,982 |
0,072 |
–1,503 |
|
9 |
0,855 |
–7,797 |
0,107 |
–1,963 |
||
|
10 |
1,216 |
–9,845 |
0,153 |
–2,482 |
||
|
11 |
1,665 |
–12,122 |
0,209 |
–3,063 |
||
|
12 |
1,926 |
–13,345 |
0,279 |
–3,703 |
||
|
13 |
0,362 |
–4,403 |
||||
|
14 |
0,460 |
–5,163 |
||||
|
15 |
0,574 |
–5,982 |
||||
|
16 |
0,705 |
–6,861 |
||||
|
17 |
0,855 |
–7,797 |
||||
|
18 |
1,025 |
–8,792 |
||||
|
19 |
1,216 |
–9,845 |
||||
|
20 |
1,429 |
–10,955 |
||||
|
21 |
1,665 |
–12,122 |
||||
|
22 |
1,926 |
–13,345 |
||||
Технология лезвийной обработки ротационным точением была апробирована при обработке корпуса червячной фрезы, изготовленной из стали 40Х. Основные характеристики корпуса червячной фрезы, полученные после ротационной обработки многолезвийным принудительно вращаемым инструментом, представлены в табл. 4
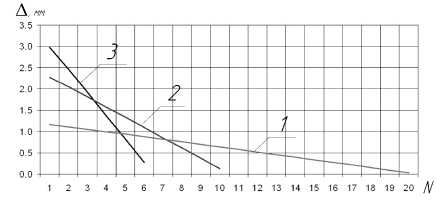
Рис. 6. Максимальная толщина стружки и количество резов в зависимости от продольной подачи:
Δ – толщина срезаемого слоя; N – номер срезаемого слоя;
1 – S = 3 мм/об; 2 – S = 6 мм/об; 3 – S = 9 мм/об
Стружкообразование в процессе лезвийной обработки играет существенную роль, так как характеризует процесс срезания припуска, вид образующейся стружки, деформацию в процессе резания. При обработке поверхности конвалютного типа была получена степень дробления стружки ω = 9, при обработке винтовой поверхности радиусного типа ω = 10, что обеспечивает безопасность технологического процесса и не требует создания специального устройства для стружкодробления.
Проведенные исследования позволили установить, что при механической обработке корпуса червячной фрезы температура в зоне резания не превышала 150 оС при сухом точении, соответственно это позволяет повысить стойкость инструмента более чем в 30 раз. Натурные испытания технологии ротационной обработки корпуса червячной фрезы принудительно вращаемым многолезвийным инструментом при подаче 1,25 мм/об показали эффективность разработанного устройства: оно в 7 раз превышает по подаче возможность серийно выпускаемого станка ЕЗ-10А (допустимая подача 0,159 мм/об) и более чем в 3 раза устройства, работающего по методу обката (допустимая подача 0,4 мм/об).
Технология ротационного точения наружной винтовой поверхности деталей машин многолезвийным инструментом может применяться при обработке винтовой поверхности с последующей закалкой и шлифованием, а также на операциях предварительной обработки до закалки. Винтовые поверхности, не подвергающиеся закалке, обрабатываются как на предварительной так и на финишной операциях (табл. 5).
Анализ результатов проведенных исследований и натурных испытаний разработанного устройства и многолезвийного инструмента для ротационного точения винтовых поверхностей показал, что при этом способе обработки режущая кромка инструмента врезается постепенно в обрабатываемую поверхность и поэтому имеется возможность работать при более высоких режимах по сравнению с обработкой фасонными радиальными резцами.
Таблица 4
Основные характеристики корпуса червячной фрезы
|
№ п/п |
Параметры |
Значение |
Примечание |
|
1 |
Модуль, мм |
10 |
Соответствует требованиям чертежа |
|
2 |
Глубина винтового профиля, мм |
25 |
|
|
3 |
Шаг осевой, мм |
31,5 |
|
|
4 |
Погрешность осевого шага, мм |
±0,1 |
|
|
5 |
Максимальная шероховатость поверхности Rz, мкм |
80 |
Таблица 5
Типовые детали машин, обрабатываемые ротационным точением и область применения технологии
|
№ п/п |
Наименование деталей |
Область применения технологии |
|
1 |
Червяки архимедовых и конвалютных червячных передач по ГОСТ 18498 |
Технология может применяться в станкостроении, в тяжелом и транспортном машиностроении, специальном машиностроении, при изготовлении оборудования для нефтегазовой и горнорудной промышленности, черной и цветной металлургии, в оборонной промышленности, лесной и деревообрабатывающей, а также других отраслях машиностроительного комплекса |
|
2 |
Червячные валы литьевых агрегатов, машин по переработке резины и пластмасс |
|
|
3 |
Ходовые винты шлаковозов, горизонтальных прессов, станков холодной прокатки труб, металлорежущих станков с трапеции-дальной резьбой с шагом 2…40 мм и диаметром 12…800 мм |
|
|
4 |
Обечайки канатных барабанов грузоподъемных машин типа электрических мостовых кранов, шахтных подъемных машин, драго-вых лебедок (диаметр 500…9000 мм и длина 600…6300 мм) |
|
|
5 |
Корпуса червячных фрез с модулем 10…20 мм (диаметр 100…250 мм и длина 800 мм) |
|
|
6 |
Винты шариковых винтовых передач |
|
|
7 |
Шнеки бусторных насосов и экструдеров |
Таким образом, ротационное резание является важным резервом повышения эффективности и качества механической обработки деталей машин.
