Технологические особенности производства тонколистовых обшивок лопастей вертолета из конструкционного стеклопластика ВПС-53К

Автор: Постнов Вячеслав Иванович, Плетинь Иван Иванович, Вешкин Евгений Алексеевич, Старостина Ирина Владимировна, Стрельников Сергей Васильевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Авиационная и ракетно-космическая техника
Статья в выпуске: 4-3 т.18, 2016 года.
Бесплатный доступ
В статье рассматриваются этапы внедрения стеклотекстолита ВПС-53К и серийных технологии автоклавного и прессового способов его формования, описываются проблемы возникающие при этом, а так же приводятся способы их решения, которые позволяют реализовать в листах стеклопластика воспроизводимый уровень упруго-прочностных и эксплуатационных свойств от партии к партии.
Листовой стеклопластик, клеевой препрег, стеклоткань поверхностная плотность, полимерное связующее, полимерный композиционный материал, способ изготовления, прессование
Короткий адрес: https://sciup.org/148204742
IDR: 148204742 | УДК: 629.7.017
Technological features of production of sheet cladding helicopter blades from a structural fiberglass VPS-53K
In the article the stages of implementation fiberglass VPS-53K and serial technology autoclave and pressing methods of its formation, describes the problems arising in this case, as well as provides their solutions, that enable sheets of fiberglass reproducible level of elastic-strength and performance properties of the party to party.
Текст научной статьи Технологические особенности производства тонколистовых обшивок лопастей вертолета из конструкционного стеклопластика ВПС-53К
На рис. 1 представлен легкий вертолет «Беркут», для конструкции которого была разработана технология формования лопасти с применением стеклопластика на основе стеклоткани Т-10-14 и связующего ЭДТ-69Н (рис. 2) [7].

Рис. 1. Вертолет «Беркут»

Рис. 2. Заготовка лопасти вертолета «Беркут»
Применение в конструкции вертолета Ми-28Н (рис. 3) лопасти, в хвостовом отсеке которой был использован тонколистовой органопластик Органит 11ТЛ (толщиной до 0,45 мм) (рис. 4), позволило повысить их эксплуатационный ресурс во всех климатических зонах [8]. Данный факт позволил изготовителям этого типа вертолета расширить число потенциальных Заказчиков во многих зарубежных странах.
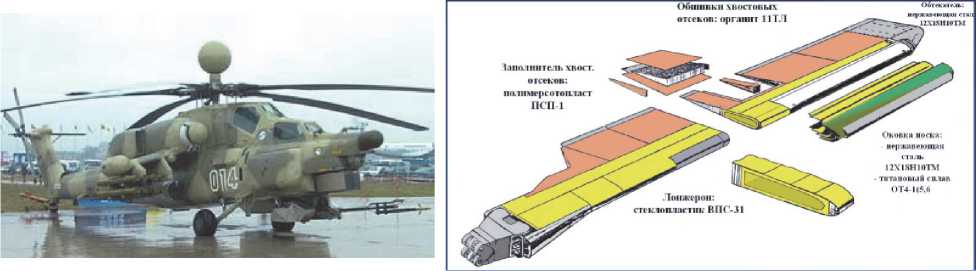
Рис. 3. Вертолет Ми-28Н Рис. 4. Конструкция лопасти несущего винта для вертолетов Ми-28Н
В течении пяти лет обшивки из Органит 11ТЛ серийно производились в УНТЦ ФГУП «ВИАМ» и поставлялись Заказчику.
Серийная технология тонколистовых заготовок Органит 11ТЛ базировалась на процессах вакуумной пропитки армирующей ткани СВМ арт. 5381/1-89 (ТУ 17.0001040.6-105) пленочным клеем ВК-36РТ (ТУ1-595-24-486), с последующим процессом прессования заготовок в специальных пресс-формах между нагретыми плитами гидравлических прессов. За данный период было произведено несколько десятков тысяч листов Органит 11ТЛ и передано Заказчику без замечаний по качеству.
Однако с целью дальнейшего повышения эксплуатационного ресурса хвостовой части лопасти данного вертолета конструкторами была поставлена задача использовать в тонкостенных обшивках материал с более высокими усталостными свойствами, длительно работающими при знакопеременных нагрузках. Такой материал в ФГУП «ВИАМ» был создан в виде стеклопластика ВПС-53К [9,10].
Выявление технологических и производственных особенностей всех процессов присутствующих при начале серийного производства тонколистовых заготовок из стеклопластика ВПС-53К производилось в условиях опытного производства УНТЦ ФГУП «ВИАМ» (рис. 5) [11].

Опытные партии листов стеклопластика ВПС-53К изготавливались двумя методами формования: автоклавным и прессовым по режимам, установленным НТД.
Выбор давления формования в прессе и автоклаве был осуществлен при изготовлении шести опытных партий листов ВПС-53К с рекомендуемым удельным давлением 0,3 МПа, а также основываясь на имеющемся опыте изготовления листов Органит 11ТЛ с удельными давлениями формования 0,6 и 0,8 МПа. Проведены исследования основных свойств изготовленных партий листов стеклопластика марки ВПС-53К (табл. 1).
Из полученных результатов можно увидеть, что при средней толщине листа от 0,33 мм средняя плотность стеклопластика находиться на уровне 1,85 г/см3 и поверхностная плотность на уровне 560-570 г/см2. Механические свойства всех испытанных листов стеклопластика выше показателей, установленных в технических условиях. Из полученных результатов испытаний установлено, что при формовании листов без жертвенного слоя механические свойства взрастают на 15-20 %.
Внешний осмотр изготовленных листов стеклопластика выявил на поверхности участки с повышенной пористостью. При осмотре листа на просвет наблюдаются прозрачные участки в виде полос шириной от 5 до 8 мм и длиной до 200 мм, в которых пористость не наблюдается (рис. 6).

a
б
Рис. 5. Производственные участки: а) участок автоклавного формования; б) участок прессования
Таблица 1. Свойства изготовленных листов ВПС-53к
|
Вид и режим формования |
Поверхностная плотность листа г/м2 |
Толщина, мм |
Предел прочности при растяжении 0°, МРа |
Предел прочности при растяжении 90º, MPa |
Содержание связующего, % масс |
Поверхностная плотность листа г/см2 |
Влаго-поглощение, % масс. |
|
Автоклав Р=0,3 МПа |
570,07; 575,7 580,7 |
0,32 0,30 -0,34 |
895* 780-980 |
390* 370-415 |
- |
1,81 1,80-1,81 |
2,38 2,2-2,6 |
|
Пресс Р=0,3 МПа |
560,5; 565,3-570,0 |
0,32; 0,30-0,37 |
960* 940-990 |
410* 380-440 |
- |
1,86 1,85-1,87 |
2,0 1,8-2,2 |
|
Автоклав Р=0,6 МПа |
570,07; 575,7 580,7 |
0,32 0,30 -0,34 |
1015 930-1120 |
425 395-460 |
- |
1,87 1,86-1,88 |
2,47 2,2-2,65 |
|
Пресс Р=0,6 МПа |
560,5; 565,3-570,0 |
0,32; 0,30-0,37 |
1035 890-1160 |
455 420-505 |
- |
1,86 1,85-1,88 |
1,81 1,65-2,05 |
|
Автоклав Р=0,8 МПа С ж.с. |
565,3; |
0,34 |
985 900-1040 |
415 365-445 |
33,9 33,5-34,3 |
1,87 1,86-1,87 |
1,1 0,91-1,17 |
|
Автоклав Р=0,8 МПа Без ж.с. |
562,7 576,9 |
0,31 -0,37 |
1135 1035-1135 |
495 410-540 |
37,8 37,7-38,1 |
1,82 1,82-1,83 |
0,85 0,81-0,96 |
|
Пресс Р=0,8 МПа С ж.с. |
560,8; |
0,34; |
1020 905-1075 |
465 420-500 |
30,4 30,0-30,8 |
1,92 1,90-1,93 |
1,4 1,05-1,82 |
|
Пресс Р=0,8 МПа Без ж.с. |
548,3-572,2 |
0,31-0,32 |
1215 1150-1285 |
555 500-600 |
35,0 34,9-35,2 |
1,84 1,84-1,87 |
0,82 0,79-0,88 |
* – определялись без вычета толщины жертвенного слоя (ж.с.)
Наличие повышенной пористости стеклопластика подтверждаются результатами исследований влагопоглощения изготовленных стеклопластиков, которые находились на уровне до 2,5 % (масс). Это обусловлено недостатком связующего в формуемом пакете и высокой впитывающей способностью, применяемой в данных технологиях в качестве жертвенного слоя ткани технической арт. 8687-04 (капрон) поверхностной плотностью 100 г/м2. Исследования её впитывающей способности приведены в табл. 2
Из полученных результатов можно увидеть, что масса впитанного связующего колеблется от 32 до 46 г/м2.
Учитывая то, что листы ВПС-53К состоят из слоя препрега КМКС-2мР.120.РВМПН.30, имеющего поверхностную плотность находящуюся в диапазоне 410 г/м2, из которых 185 г/м2 поверхностная плотность ровингового наполнителя, и двух слоёв стеклоткани Т-64 с поверхностной плотность стеклоткани 100 г/м2 каждая, а так же то, что впитывающая способность жертвенной ткани (арт. 8687-040) – 46 г/м2 рассчитано необходимое содержание связующего в пакете-заготовке: это 380 г – содержание армирующего наполнителя,
184 г – содержание связующего с учётом связующего в жертвенном слое. Тогда содержание связующего в исходном технологическом пакете должно составлять 32,6 % (масс.), для изготовления пластика толщиной не более 0,31 мм
Теоретический расчёт технологических параметров беспористого пластика ВПС-53К с учётом поверхностной плотности наполнителя 180 г/м2 представлен в табл. 3 [12].
Из табл. 3 и полученной толщины листа ВПС-53К 0,32 мм видно, что минимальное расчётное содержание связующего в препреге должно быть не менее 34,6 %, т.е. при использовании в качестве жертвенного слоя ткани технической арт. 8687-04 провоцируется недостаток связующего в отформованном стеклопалстике (сравнение с результатами в табл. 1).
Для подтверждения вышеизложенного были отформованы два образца листа стеклотекстолита ВПС-53К при давлении 0,8 МПа с укладкой ткани технической в качестве жертвенного слоя и без неё. Результаты исследований свойств отформованных образцов приведены в табл. 4.
Из полученных данных видно, что содержание связующего в образце стеклопластика

A - Общий вид листа ВПС-53К

Б - Снимок лицевой поверхности
Рис 6. А-В Визуализация изготовленных листов стеклопластика ВПС-53К
№ 2 выше чем в №1, поэтому влагопоглащение у образца № 2 ниже чем у образца № 1. Тогда расчёт поверхностной плотности образца стеклопластика № 2 показал, что её величина будет составлять 615 г/м2, при допустимой норме 578 г/м2 (требование ТЗ на материал).
В этой связи для снижения поверхностной плотности получаемых листов стеклопластика и увеличения содержания связующего в них, необходимо было уменьшить их толщину до 0,31 мм, что представлялось возможным за счёт изменения количества наполнителя в препреге со 185 г/м2 до 175-180 г/м2 при сохранении общей поверхностной плотности препрега 410 г/м2. При этом установлено, что уменьшение количества наполнителя в препреге не влияет на норматив- ные прочностные характеристики, заложенные в ТУ, т. к. получаемые значения прочностных показателей на 30-40 % выше нормативных).
Однако обработка результатов производства опытных партий листов стеклопластика ВПС-53К из препрегов КМКС-2мР.120.РВМПН.30, изготовленных в 2015 и 2016 гг., показала, что необходимая их поверхностная плотность не всегда обеспечивается производителем [13].
Статистическое распределение данного параметра препрегов по годам их изготовления представлено в табл. 5.
Кроме того, поверхностная плотность наполнителя в поставленных партиях препреге имеет значение более 185 г/м2 в 60 % случаях, что при низкой поверхностной плотности препрега (менее 390-395
Таблица 2. Результаты исследования впитывающей способности жертвенной ткани
|
Вид и режим формования |
Масса пропитанного капрона, г/м2 |
Масса впитанного связующего, г/м2 |
|
Автоклав Р=0,6 МПа |
136,8; 132,1-146,3 |
36,8 |
|
Пресс Р=0,6 МПа |
142,5 135,8-144,2 |
42,5 |
|
Автоклав Р=0,8 МПа |
141,8; 134,1-145,3 |
41,8 |
|
Пресс Р=0,8 МПа |
141,8 135,2-144,8 |
41,8 |
Таблица 3. Параметры беспоритого пластика ВПС-53К
|
Толщина листа, мм |
Сод-е связ., % |
Вес 1 м2 листа, г |
Плотность, г/см3 |
|
0,30 |
31,8 |
561 |
1,881 |
|
0,32 |
34,6 |
586 |
1,841 |
|
0,34 |
37,3 |
610 |
1,805 |
|
0,36 |
39,7 |
635 |
1,773 |
|
0,38 |
41,9 |
660 |
1,744 |
|
0,40 |
44,0 |
685 |
1,718 |
Таблица 4. Свойства стеклопластика ВПС-53К
|
№ обр |
Образцы стеклопластика |
Плотность, г/см3 |
Содержание связующего, % |
Толщина, мм |
Влагопоглащение через 1 сут., % |
|
1 |
ВПС-53К с ж.с. Р=0,8 |
1,85 |
33,4 |
0,33 |
1,52 |
|
Мпа |
1,87 |
32,0 |
0,33 |
1,23 |
|
|
1,88 |
31,8 |
0,33 |
1,25 |
||
|
1,87 |
32,4 |
0,33 |
1,33 |
||
|
2 |
ВПС-53К |
1,80 |
37,9 |
0,34 |
1,26 |
|
без ж.с. |
1,81 |
37,6 |
0,34 |
0,65 |
|
|
Р=0,8 Мпа |
1,81 |
37,8 |
0,35 |
0,74 |
|
|
1,81 |
37,6 |
0,34 |
0,88 |
Таблица 5. Поверхностная плотность препрегов
Листы стеклопластика ВПС-53К изготовленные из указанных партий препрега соответствовали по физическим и прочностным показателям требованиям ТУ1-595-25-1496.
Приёмка изготовленных листов ВПС-53К из указанных партий препрега в лопастном производстве выявила следующие особенности:
-
- при окрашивании переданных листов на поверхности проявляется микро пористость и продольные бороздки в направлении укладки препрега КМКС-2мР.120.РВМПН.30, образующие волнистую структуру поверхности;
-
- затруднено матирование поверхности листов с применением существующих на заводе технологий, при её подготовке к покраске и как следствие низкий уровень адгезии при покраске листов ВПС-53К эмалью ЭП-140;
-
- наблюдается негерметичность листов ВПС-53К в зонах с повышенной белесостью из-за недостатка связующего в них.
Для выявления причин возникновения поверхностной пористости в изготовленных листах ВПС-53К были проведены исследования их свойств. Для этого были отобраны листы стеклопластика ВПС-53К, изготовленные прессовым и автоклавным способами из препрегов 2015 и 2016 гг. изготовления. При этом были отобраны два вида листов изготовленных прессовым формованием из партий препрега 2015 (П2015) и 2016 (П2016) гг. изготовления, а также изготовленных автоклавным формованием из препрега 2016 г. изготовления (А2016).
Оценка микроструктуры выбранных листов проводилась на шлифах и представлены на рис. 7.
Проведенный микроструктурный анализ установил, что образцы стеклопластика изготовленные из партий препрега 2015 г., имеют высокие значения объёмной пористости, в том числе и поверхностной. В образцах стеклопластика изготовленных из партий препрега 2016 г, как в случае автоклавного, так и в случае прессового формования количество пор значительно меньше, но сам факт их наличия в изготовленных листах не приемлем для потребителя продукции. Кроме того, что установленной выше причиной поверхностной пористости в листах ВПС-53К является недостаточное содержание связующего в формуемом пакете-заготовке, анализ микроструктур образцов изготовленных листов, выявил неравномерное распределение волокон стеклонаполнителя у поверхности исследуемых образцов стеклопластика, что провоцирует волнистую структуру поверхности листов ВПС-53К (бороздки). Этот факт резко осложняет подготовку к окраске.
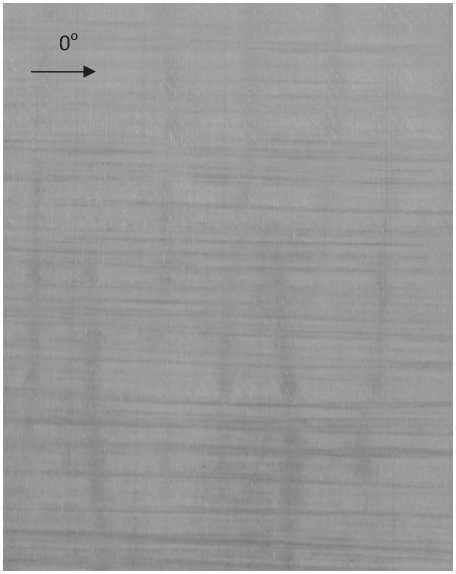
Анализ поставляемого препрега выявил, что данный эффект обусловлен состоянием препрега (рисунок 8). При работе с ним выявлено, что на его поверхности наблюдаются белесые участки, на которых жгуты наполнителя располагаются не параллельно, что видно на рис. 8.
Выявленный факт приводит к мелкой частой волнистости на поверхности препрега, которая не обнаруживается визуально, но ощущается тактильно.
Схожая структура и разнотонность по цвету с присутствием белесых участков наблюдается и на отформованных из указанного препрега листах ВПС-53К, изготовленных как автоклавным так и прессовым, что видно на рисунке 9.
Определены показатели прочности исследуемых образцов листов стеклопластка П2015 0о:
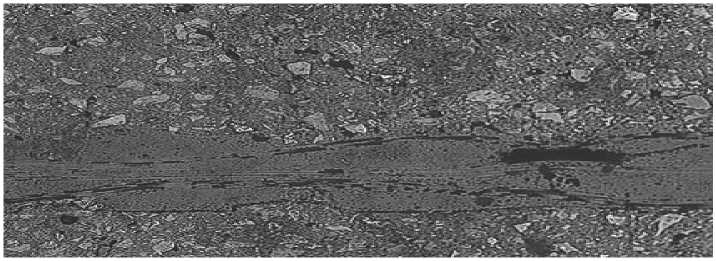
Рис. 7. Микроструктура стеклопластиков, изготовленных:
А- прессовым способом (партия препрега 2015 г), Б- прессовым методом (партия препрега 2016 г), В – автоклавным способом (партия препрега 2016 г).
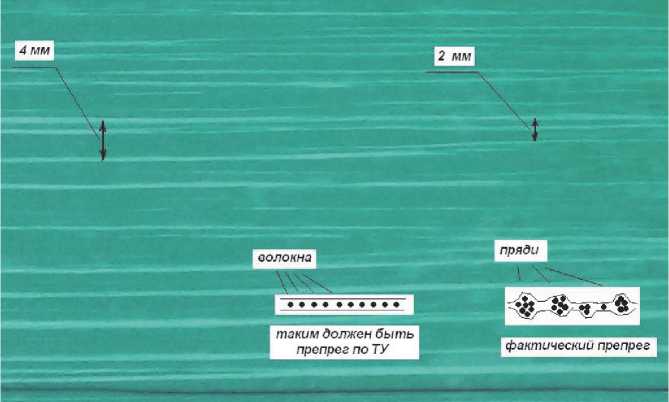
Рис. 8. Препрег стеклоровинга изготовленного в 2016 г. (вид сверху)
σ в=895 МПа (коэффициент вариации Кv=3 %), 90о: σ в=360 МПа (Кv=6 %); П2016 0о: σ в=960 МПа (Кv=3 %), 90о: σ в=405 МПа (Кv=6 %); А2016 0о: σ в=855 МПа (Кv=6 %), 90о: σ в=395 МПа (Кv=4 %). Полученные данные удовлетворяют требованиям ТУ, однако показатели прочности в направлении армирования 0о и 90о стеклопластика с более высокой объёмной пористостью ниже, чем у остальных. Кроме того прочность стеклопластиков, изготовленных способом прессового формования выше, чем у аналогичных изготовленных автоклавным способом.
Проведенный физико-химический анализ препрега выявил, что его поверхностная плотность колеблется от 380 до 410 г/м2, а поверхностная плотность наполнителя колеблется от 180 до 195 г/м2. Данный факт неоднородного распределения ровинга в препреге подтверждает появление локальных уплотнений его волокон при формовании листов ВПС-53К, что и ведет к скачкам объёмной плотности по площади листа, а также к образованию волнистой поверхности.
В этой связи для устранения указанных выше дефектов были проведены следующие работы, в которых отформованы листы стеклопластика ВПС-53К с применением:
-
1. различных видов разделительных смазок для получения единообразной поверхности при прессовании листов стеклопластика ВПС-53К, с целью облегчения подготовки поверхности под окраску;
-
2. различных вариантов температурно-временных и манометрических параметров режима прессового формования листов стеклопластика ВПС-53К.
В результате проведенных исследований влияния разделительных смазок (Release All 30, All 45 (фирмы Airtech) и Frekote 44NC (фирмы Хенкель)) на качество лицевой поверхности листов ВПС-53К установлено, что наиболее приемлемая поверхность листов ВПС-53К наблюдается при использовании разделительных смазок Release All 30 и All 45 [14]. Данные разделительные смазки при изготовлении листов ВПС-53К ранее не применялись. Однако они обеспечивают хороший съём листов с поверхности цулаг и обеспечивают матовую
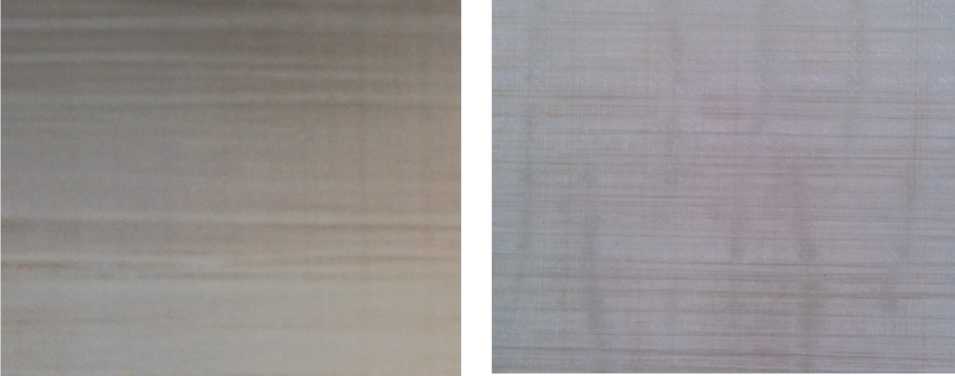
А Б
Рис. 9. Листы ВПС-53К, изготовленные способами автоклавного (А) и прессового (Б) формования
Таблица 6. Свойства изготовленных листов ВПС-53К
|
Режим |
Объёмная плотность*, г/см3 |
Поверхностная плотность*, г/м2 (По ТУ от 525 до 578) |
Толщина, мм |
Цвет листа |
|
1 |
2 |
3 |
4 |
5 |
|
1 Вак. пропитка при 80 ° C (по КТП УНТЦ-ВПС53К-047-2016), Прессовое формование: давление 2 кг/см2 до 150 оС, затем давление 12 кг/см2 |
1,89 -1,92 1,91 |
555 - 584 572 |
0,31 -0,34 0,32 |
Имеются пятна другого тона по краям и в центре |
|
2 Вак. пропитка при 120 оС Прессовое формование: давление 2 кг/см2 до 150 оС, затем давление до 12 кг/см2 |
1,86 -1,94 1,90 |
575 - 584 575 |
0,32 -0,34 0,33 |
Имеются пятна другого тона по краям |
|
3 Вак. пропитка при 80 оС (по КТП УНТЦ-ВПС53К-047-2016) Прессовое формование: давление 12 кг/см2 (по КТП УНТЦ-ВПС53К-047-2016) |
1,91 -1,95 1,93 |
532 -569 547 |
0,27 -0,32 0,3 |
Равномерный |
|
4 Вак. пропитка при 100 оС Прессовое формование: давление 12 кг/см2 (по КТП УНТЦ-ВПС53К-047-2016) |
1,83 -1,97 1,93 |
528 - 587 553 |
0,31 -0,34 0,32 |
Имеются пятна другого тона по краям |
|
5 Вак. пропитка при 80 оС (по КТП УНТЦ-ВПС53К-047-2016), Прессовое формование: давление 2 кг/см2 до 120 оС, выдержка 30 мин, затем давление до 12 кг/см2 |
1,85 -1,89 1,88 |
552 - 579 565 |
0,31 -0,33 0,31 |
Имеются пятна другого тона по краям |
|
6 Вак. пропитка при 100 оС, Прессовое формование: давление 2 кг/см2 до 120 оС, выдержка 30 мин, затем давление 12 кг/см2 |
1,80 -1,89 1,84 |
568 - 590 579 |
0,31 -0,34 0,33 |
Имеются пятна другого тона по краям |
|
7 Вак. пропитка при 120 оС, Прессовое формование: давление 2 кг/см2 до 120 оС, выдержка 30 мин, затем давление до 12 кг/см2 |
1,82 -1,89 1,86 |
571 - 587 571 |
0,32 -0,35 0,34 |
Имеются пятна другого тона по краям |
|
8 Вак. пропитка при 80 оС (по КТП УНТЦ-ВПС53К- 047- 2016). Прессовое формование: давление 12 кг/см2 сразу (по КТП УНТЦ-ВПС53К-047-2016), пакет находится в вакуумном мешке |
1,88 -1,94 1,92 |
536 - 564 550 |
0,31 -0,33 0,31 |
Равномерный |
– измерения проводились на образцах 15х30 мм единообразную структуру поверхности листов ВПС-53К, и поэтому выбраны для дальнейшего изготовления листов стеклопластика ВПС-53К.
Проведенные исследования температурновременных и манометрических параметров формования листов ВПС-53К показали, что наибольшее влияние на качество листов ВПС-53К оказывает время подачи давления и его величина. В этой связи проведено исследование влияние указанных параметров на характеристики изготавливаемых листов. Результаты данных исследований показаны в табл. 6.
Результаты прочностных испытаний изготовленных листов стеклопластиков находятся на одном уровне и соответствуют ТУ на материал.
По результатам исследований установлено, что изготовленные листы стеклопластика ВПС-53К имеют разброс по показателям объёмной и поверхностной плотности, что связано с неравномерным распределением ровингового наполнителя по поверхности препрега. Лицевая поверхность листов имеет гладкую структуру, с отсутствием пор (тактильно, визуально). Листы стеклопластика, изготовленные по режимам 3 и 8, имеют наиболее стабильные по показателям свойства, что подтверждает выбранные параметры технологического процесса.
С учетом полученных результатов была проведена доработка установки для изготовления препрегов. Изготовлена партия препрега с равномерным распределением наполнителя и требуемыми параметрами его поверхностной плотности по его площади. Изготовлены партии листов ВПС-53К способом прессового формования по уточненным режимам, и на основе полученных результатов (плотность 1,87-1,88 г/см3, поверхностная плотность листов 561-575 г/м2) установлено, что изготовленные листы имеют минимальный разброс по показателям объёмной и поверхностной плотности.
В результате проведенной работы в рамках освоения серийного производства тонколистовых обшивок лопастей вертолета из конструкционного стеклопластика ВПС-53К удалость добиться устойчивого результата на всех этапах их изготовления, что обеспечило воспроизводимость их свойств от партии к партии.
Список литературы Технологические особенности производства тонколистовых обшивок лопастей вертолета из конструкционного стеклопластика ВПС-53К
- Каблов Е.Н. Инновационные разработки ФГУП «ВИАМ» ГНЦ РФ по реализации «Стратегических направлений развития материалов и технологий их переработки на период до 2030 года»//Авиационные материалы и технологии. 2015. №1 (34). С. 3-33 DOI: 10.18577/2071-9140-2015-0-1-3-33
- История авиационного материаловедения. ВИАМ -80 лет: годы и люди . М.: ВИАМ, 2012. 520 с.
- Гращенков Д.В., Чурсова Л.В. Стратегия развития композиционных материалов и функциональных материалов//Авиационные материалы и технологии. 2012. №S. С. 7-18.
- Композитные лопасти. Военное обозрение. URL: https://topwar.ru/16366-kompozitnye-lopasti.html (дата обращения 10.10.2016)
- Мидзяновский С.П. Метод намотки -опыт использования и поиск новых возможностей для производства лопастей из композиционных материалов: сборник трудов 5 форума Российского вертолетного общества. М.: МАИ, 2002 С. 125-131
- Бохоева Л.А., Пнев А.Г. Выбор и обоснование оптимальной технологии изготовления лопасти вертолета из композиционных материалов//Известия высших учебных заведений. Машиностроение. 2011. № 5. С. 37-42
- Электронный ресурс Вертолет «Беркут-ВЛ». Фото. Характеристики. История. URL: http://avia.pro/blog/vertolet-berkut-vl (дата обращения 10.10.2016)
- Разработка и производство конструкционных органопластиков для авиационной техники/Г.Ф. Железина, С.И. Войнов, И.И. Плетинь, Е.А. Вешкин, Р.А. Сатдинов//Известия Самарского научного центра Российской академии наук. 2012. Т.14. № 4(2). С. 411-416.
- Разработка конструктивно-технологического решения листового стеклопластика для обшивок хвостовых отсеков лопасти несущего винта вертолета/Ю.О. Попов, Т.В. Колокольцева, Ю.А. Громова, А.А. Гусев//Труды ВИАМ. 2016. № 1. Ст. 05. URL: http://www.viam-works.ru (дата обращения: 10.10.2016) DOI: 10.18577/2307-6046-2016-0-1-36-41
- Стеклопластик и изделие, выполненное из него: пат. 2560419 Рос. Федерация. № 2014121658/05; заявл. 28.05.20114; опубл. 20.08.2015 Бюл. № 23.
- О центре -Ульяновский научно-технологический центр. URL: http://untc.viam.ru/(дата обращения: 10.10.2016)
- Вешкин Е.А. Особенности безавтоклавного формования низкопористых ПКМ//Труды ВИАМ. 2016. № 2. Ст. 07. URL: http://www.viam-works.ru (дата обращения: 10.10.2016) DOI: 10.18577/2307-6046-2016-02-7-7
- Опыт применения технологического контроля полуфабрикатов ПКМ/Е.А. Вешкин, В.И. Постнов, С.В. Стрельников, П.А. Абрамов, Р.А. Сатдинов//Известия Самарского научного центра РАН. 2014. T. 16. № 6(2). С. 393-398.
- Роль антиадгезионных покрытий в технологическом процессе формования ПКМ/Р.А. Сатдинов, Е.А. Вешкин, В.И. Постнов, П.А. Абрамов//Труды ВИАМ. 2016. № 4. Ст.10. URL: http://www.viam-works.ru (дата обращения: 19.07.2016) DOI: 10.18577/2307-6046-2016-0-4-10-10
- Каблов Е.Н. Материалы и химические технологии для авиационной техники//Вестник Российской академии наук. 2012. Т. 82. №6. С. 520-530.
