Технологические возможности снижения критичных газовых нагрузок на этапе тепловакуумной отработки космического аппарата и его составляющих

Автор: Михнев М.М., Евкин И.В., Колчанов И.П., Делков А.В.
Журнал: Космические аппараты и технологии.
Рубрика: Космонавтика
Статья в выпуске: 3 (9), 2014 года.
Бесплатный доступ
Рассматривается проблема загрязнения космических аппаратов продуктами гажения материалов и газовыделений из полостей сборок, связанная с проблемой массопотерь материалов конструкции в условиях функционирования аппарата в космосе. Приводятся технологические решения, способствующие снижению газовых нагрузок на аппарат на этапах его тепловакуумной отработки
Газовыделение, массопотери, тепловакуумная обработка
Короткий адрес: https://sciup.org/14117328
IDR: 14117328 | УДК: 629.78
Technological possibilities of decrease critical gas loadings at a stage of thermovacuum working off space vehicle and its components
The problem of pollution of space vehicles by products of gas evolution ofmaterials and gas evolutions from cavities of the assemblages, connected with a problem of loss of weight of materials of a design in the conditions of device functioning in space is considered. The technological decisions promoting decrease of gas loadings on the device at stages of its thermovacuum working off are resulted.
Текст научной статьи Технологические возможности снижения критичных газовых нагрузок на этапе тепловакуумной отработки космического аппарата и его составляющих
чае газовыделение в вакууме складывается из трех отдельных процессов: десорбции газа, адсорбированного на поверхности твердых тел; диффузии и десорбции газа, абсорбированного твердым телом; испарения (сублимации) жидкости (твердого тела). При газовыделениях ре- альных тел эти процессы протекают одновременно и накладываются друг на друга.
В космическом пространстве вакуумная среда вокруг космического аппарата (КА) определяется характеристиками планетной атмосферы или межпланетного пространства, а также характеристиками искусственной атмосферы, образующейся газовыделением материалов КА и другими источниками: газовыделение рабочих тел двигателей, утечка газа из загерметизированных полостей систем (узлов) и т.д.
В условиях космического вакуума испарение поверхностных слоев материалов КА (металлов, неметаллов и т.п.) происходит весьма эффективно в процессе сублимации – при переходе молекул и атомов вещества из твердого состояния в газообразное, минуя жидкое. Именно такой переход характерен для вакуумных условий. Этот процесс сопровождается такими последствиями, как потеря массы материалами, нарушение их поверхностных свойств и т.д. В результате сублимации в том числе изменяется шероховатость поверхности, в частности терморегулирующих покрытий КА, что приводит к ухудшению оптических характеристик поверхности.
Главной особенностью космического пространства является его способность к «поглощению» неограниченного количества газов и паров, которые могут выделяться из элементов конструкции КА в открытый космос. Следовательно, массопотери ‒ первейший и наиболее характерный вид воздействия космического вакуума на материалы и элементы устройства КА.
Особенность массопотерь в космосе заключается в том, что из общего числа газовых частиц, улетающих (испаряющихся) с поверхностей КА, весьма мало возвращается к этим поверхностям. Скорость сублимации зависит от состояния поверхности (поверхностных напряжений, загрязнения) и многих других факторов, расчеты ее очень сложны и имеют точность до порядка величины явления, происходящего в действительности в космосе. Но ведь всегда требуется более точное знание этих скоростей, и поэтому их оценку осуществляют экспериментально в земных лабораториях, где моделируются условия космического вакуума.
В космическом пространстве одновременно с вакуумом на материалы воздействуют электромагнитные и корпускулярные излучения космоса.
Поскольку энергия связи материалов может быть более низкой, чем энергия квантов или частиц соответствующих видов излучений, то совместное воздействие вакуума и космических излучений может усиливать эффект сублимации.
Это особенно следует учитывать для таких материалов, которые весьма интенсивно поглощают излучение (например, терморегулирующих покрытий из оксидов железа и цинка, интенсивно поглощающих ультрафиолетовое излучение).
Одновременное воздействие различных физических условий космоса (синергетическое воздействие) является предметом современного изучения космического материаловедения.
К характерным результатам воздействий космического вакуума относится и ряд других поверхностных явлений. В первую очередь возрастает эффективность адгезии и когезии – процессов, вызванных межмолекулярным взаимодействием и приводящих к прилипанию и сцеплению материалов на поверхности. Эти процессы увеличивают трение и износ материалов, изменяют механические характеристики поверхности, приводят к распылению поверхности набегающими потоками ионов и нейтральных газовых частиц и т.д.
К числу других отрицательных воздействий космического вакуума можно отнести возможность утечки газов и паров жидкости как через неплотности в конструкциях, так и путем проникновения через стенки герметичных узлов КА, изменение механических характеристик материалов и т.д.
В этом случае, если известна скорость газовыделения материалов КА, можно получить оценку давления частиц газа внутри «негерметичного» аппарата (КА нового поколения ОАО «ИСС» выполнены в «негерметичном исполнении») на предмет определения его критичных значений. Для этого используются расчеты на ЭВМ с учетом количества загерметизированных полостей КА, их специфических соединений друг с другом, природы и температуры выделяющихся газов, состава и состояния собственной атмосферы КА, температуры поверхностей и т.д. [1].
Однако основными и наиболее существенными воздействиями космического вакуума являются, как уже отмечалось, массо-потери, адгезия, трение в вакууме, а также некоторые тепло- и электрофизические явления. И, как отмечалось выше, отличительная черта
ПАуКО-
■ ГРАДА
космического вакуума связана с неограниченной способностью космического пространства «поглощать» вещество. Частица, испарившаяся в космос с какой-либо поверхности КА, практически не имеет никаких шансов вернуться «домой».
Однако при моделировании космоса в земных условиях в имитаторе космического пространства ‒ термовакуумной камере (рис. 1) существует риск возникновения критичных газовых нагрузок, приводящих, например, к загрязнению объекта испытания, возникающему вследствие конденсации на объекте газовых потоков вакуумного оборудования, в процессе достижения в имитаторе значений глубокого вакуума ‒ давление ниже 10-6 мм рт. ст. (1,33^10-4н^м2) [2].
Рис. 1. Космический аппарат, помещаемый в термовакуумную камеру
Таким образом, проблема, связанная с загрязнением вследствие конденсации, является одной из основных при создании долгоживущих высокоресурсных КА (помимо иных видов загрязнений, возникающих при изготовлении и испытаниях КА на Земле).
В состав перспективных технологий в сфере промышленного производства продукции ракетно-космической отрасли в части обеспечения конструктивного совершенства новых разработок входит технология получения, поддержания и контроля «чистого вакуума» в процессе проведения тепловакуумных испытаний (ТВИ) КА и его составляющих.
Опорные характеристики (показатели) данного технологического процесса:
-
- давление вакуумной камере ‒ 10-6 мм рт. ст.;
-
- допустимый уровень загрязнения в камере в массовом эквиваленте составляет 2·10-7 г за 15 суток.
Для снижения критичных газовых нагрузок на этапе ТВИ КА применяется ком- плексная технология предварительного обез-гаживания материалов в вакуумной камере с контролем параметров обезгаживания.
При этом для контроля параметров процесса используется, например, известный способ [3] измерения газовыделения материалов в вакууме, включающий размещение образца материала (рис. 2) в измерительном объеме вакуумной системы со средствами откачки, вакуумирование измерительного объема до заданного давления разрежения, измерения скорости роста давления в измерительном объеме и анализ остаточного газа в нем для измерений скорости газовыделения на конечном этапе обезгаживания материала.
Ниже приведены составные части установки:
-
- камера обезгаживания;
-
- вакуумная система;
-
- система нагрева и температурного регулирования;
-
- система управления на базе контроллеров;
-
- система откачки и наполнения герметичных полостей узлов (подсборок);
-
- замкнутый контур охлаждения установки (криоэкраны);
-
- система принудительного охлаждения узла (подсборки);
-
- течеискатель для проверки на герметичность камеры и узла (подсборки);
-
- квадрупольный масс-спектрометр для анализа газовыделений и проверки герметичности узла (подсборки);

Рис. 2. Термовакуумная установка обезгаживания материалов и узлов (подсборок)
-
- специальные источники питания и другие средства для тестирования работы узла (подсборки).
Основу техпроцесса обезгаживания составляют следующие положения:
-
- термовакуумный прогрев проводится выдержкой материалов, подсборок и сборочных узлов в условиях вакуума до тех пор, пока величина молекулярного газовыделе-ния не стабилизируется на низком уровне;
-
- увеличение температуры ускоряет процессы газовыделения;
-
- прогрев компонентов на самом возможно низком уровне сборки, как правило, имеет более низкую стоимость и меньший риск, потому что могут быть использованы более высокие температуры и более маленькие камеры для прогрева;
-
- все операции по нагреву в вакууме должны быть выполнены таким способом, чтобы исключить возможность загрязнения или, с другой стороны, повреждения изделий во время испытаний.
В литературе [2; 4] рассматриваются различные источники газовых загрязнений конструкционных материалов и влияние газов на свойства материалов. Взаимодействие газов с металлами имеет разнообразный характер.
Например, для водорода характерны: поверхностная физическая адсорбция, активированная абсорбция и хемосорбция, диффузия, растворение, химическое взаимодействие с образованием химических соединений. Водород ‒ самый подвижный из всех газов, количество его в металле может меняться при каждой технологической операции, которой он подвергается.
Основными видами газовых загрязнений таких материалов, как нержавеющая сталь и никель, являются водород, азот, кислород, окислы углерода.
Известно, что время и степень удаления газов сильно зависят от уровня температур и глубины вакуума. В каждом конкретном случае о степени дегазации конструкционных материалов можно судить по глубине вакуума, измеренного в стационарных условиях.
Например, время удаления таких газов, как водород, окиси углерода и азота, с поверхности нержавеющей стали и никеля в вакууме 0,133 Па при рабочей температуре не превышает 40 мин.
Следует отметить трудности обезгажи-вания алюминия, поскольку он обычно содер- жит большое количество газов, а также может содержать водяные пары.
Режим дегазации определяется двумя переменными параметрами – температурой и длительностью прогрева. Отмечено, что скорость газоотделения увеличивается с ростом температуры. Ее характерная зависимость во времени приведена в [5].
При предварительном прогревании вакуумной камеры, как это обычно делается при получении сверхвысокого вакуума в земных лабораториях, скорость газовыделения может 7 быть снижена примерно в 100 000 раз.
Авторами предполагается разработка и использование математической модели изменения во времени потока газовыделения при прогреве элементов вакуумных систем, необходимой для уточнения режимов обезга-живания стенок вакуумной камеры и внутри-камерной арматуры.
В рамках обновления технологической базы ОАО «ИСС» на рабочих местах (стендах) для ТВИ планируется применение известной методики выбора режимов обезгаживания элементов вакуумных систем, учитывающей влияние сорбата остаточных газов и позволяющей дополнить имеющиеся справочные данные по газовыделению прогреваемых вакуумных материалов. Важными являются количественные характеристики этого процесса ‒ общая потеря массы, содержание летучих конденсирующихся веществ и кинетика мас-совыделения. При этом температурный режим обезгаживания подбирают исходя из допустимых для материала температур, а дегазацю металлов осуществляют посредством нагрева в вакууме до температур, близких к рабочим.
Из числа современных приборов для контроля массы материала авторы выделяют кварцевые микровесы. К достоинствам их следует отнести простоту реализации, высокую чувствительность и широкий диапазон. В качестве датчика массы используется линзовый кварцевый резонатор на основе пьезоэлемента АТ-среза с поперечно-сдвиговыми колебаниями.
При таких колебаниях отсутствуют деформации в поверхностном слое. Это позволяет менять резонансную частоту пьезоэлемента нанесением инородных пленок без ухудшения пьезоэлектрических свойств. Линзовая геометрия резонатора резко уменьшает амплитуду колебаний в периферийной области, что дает возможность осуществлять
U ИССЛЕДОВАНИЯ
ПАуКО-
■ ГРАДА механическое крепление пьезоэлементов без потери добротности.
Частота собственных колебаний кварцевого резонатора АТ-среза определяется его толщиной, причем существует прямая зависимость между приращением толщины и изменением его резонансной частоты:
качества на этапе предварительной дегазации узлов, сборок.
Известно, что стандарт ESAECSS-Q-ST-70-01 для контроля фоновых органических загрязнений вакуумного оборудования рекомендует
Δ h
A f = —";— f -р кв, h эф
где A f - приращение частоты; A h - прираще-
использовать кварцевые микровесы и оптический метод с использованием инфракрасной спектроскопии и образцов свидетелей по ECSS-Q-ST-70-05 [6].
Использование кварцевых микровесов
8 ние толщины; h эф – начальная толщина; ρ кв плотность кварца ( ρ кв = 2,65 г/см3).
‒
При нанесении на резонатор пленок
позволяет осуществлять контроль загрязнений непосредственно во время испытаний. Появляется возможность контролировать чи-
веществ, плотности которых отличаются от плотности кварца, изменения частоты будут пропорциональны не только толщине, но и плотности пленки, а значит (при известной площади) – массе нанесенного вещества:
Af (h, р) = Аf (m ) = h^S • f2 = m, (2)
hэф ркв Km h эфркв ___________________ где Km = , - чувствительность по мас- f02
се, которая показывает, сколько граммов ве
стоту среды во время проведения различных технологических операций, в том числе и при дегазации узлов КА на этапе тепловакуумной отработки КА и его систем.
Очевидно, что технологическое газо-выделение связано с типом обрабатываемого объекта и способом осуществления технологического процесса. В справочной литера-
туре данные о газовыделении из материалов представлены как количество газа Ф 1 , выделяющееся из единицы массы материала при фиксированной высокой температуре. В та-
щества необходимо нанести на 1 см2 поверхности резонатора, чтобы его частота изменилась на 1 Гц.
Чувствительность по массе зависит только от физических постоянных резонатора и для кварцевых резонаторов с собственной частотой 0,5+1-10 7 Гц составляет 0,18+4,4^10 " 9 г/см2. Максимальное изменение частоты резонатора, при котором сохраняется его работоспособность, составляет около 2 %. При больших изменениях колебания срываются и требуется удаление продуктов, сконденсировавшихся на поверхности кристалла.
Основное достоинство кварцевых микровесов заключается в их высокой чувствительности, достигающей 10 " 9+10-10 г/см2, что на 4‒6 порядков выше, чем для весов иной конструкции – пружинных, коромысловых и т.п. К несомненным достоинствам кварцевых весов относятся и малые габариты датчика (1‒4 см3), отсутствие движущихся частей, непосредственное преобразование изменений массы в электрический сигнал. Кроме того, они широко используются в натурных экспериментах для контроля уровня загрязнения поверхностей, критических к загрязнению. Высокая чувствительность кварцевых микровесов позволяет использовать их для контроля
ком случае технологическое газовыделение
определяется как
= Ф1С П
^ технол t ’
где Ф1 - удельное количество газа, выделяющееся из материалов при высоких температурах, м^Па/кг; G - масса изделий, обрабатываемых в условиях вакуума, кг; Ω ‒ коэффициент неравномерности процесса газовыделения во времени (1,5‒3,0); t ‒ длительность процесса обработки в вакууме при заданной высокой температуре, с.
При работе со справочными данными, приведенными в технической литературе, целесообразно задаваться наибольшими значениями газовыделения из материалов, если указан интервал этих величин.
Давление газа в рабочей камере Р кам в процессе ее откачки высоковакуумным насосом в произвольный момент времени рассчитывается по формуле
'кам = + Р 1 ' exP
S эф.агр
эф.агр отк пред.агр , ()
V кам /
где Q - поток газа, обусловленный газовы-делением в объем рабочей камеры в произвольный момент времени, Па^м: с; S эфаг р - эффективная скорость откачки высоковак. уумного
агрегата, м3/с; Р 1 - давление запуска высоковакуумного насоса, задействованного в агрегате, Па; t отк - время работы (откачки) высоковакуумного агрегата, с; Р пред ‒ предельное разрежение, создаваемое высоковакуумным насосом в агрегате, Па.
Расчет t под, то есть времени откачки рабочей камеры до так называемого «процесс-
ного» вакуума, предполагает учет следующих особенностей этого периода откачки:
- откачка рабочей камеры ведется высоко-
вакуумным насосом;
-
- поток газа, выделяющийся в объем рабочей камеры, формируется, главным образом, за счет десорбционного газовыделе-ния с поверхности камеры и изделий, «обращенной» в вакуумную полость;
-
- температура стенок рабочей камеры и изделий принимается равной температуре ис-
пытательного помещения.
Сначала определяется вакуум в рабочей камере, соответствующий первой секунде после открытия затвора, отделяющего работающий вакуумный агрегат от технологической
камеры.
Следовательно,
Р 2 = Р 1 ■ exp
^^^^^^^в
эф.агр
--1
V кам
.
Подготовительное время t подг ется из уравнения
определя-
lg
(Р -S .
1 технол ^эф.агр
V
ам
- А - В ■ t подг ,
откуда, определив значение t подг, целесообразно взять несколько промежуточных значений времени для построения графической зависимости.
Расчет t технол (то есть времени технологического процесса) предполагает учет следующих особенностей этого периода откачки:
-
- откачка рабочей камеры ведется высоковакуумным насосом;
-
- поток газа, выделяющийся в объем рабочей камеры, складывается в основном за счет высокотемпературного диффузионного газовыделения из материала изделий и десорбционного газовыделения со стенок рабочей камеры;
-
- температурный режим изделий, подвергающихся обработке в вакууме, и рабочей камеры соответствует параметрам режимов обработки.
Кроме того, в технологии ТВИ КА и его составляющих практикуется использование масс-спектрометрических методов контроля остаточной газовой среды с помощью аппаратуры, применяемой для исследований физико-химических процессов в высоком вакууме и адаптированной к указанной технологии (как правило, масс-спектрометрических газоанализаторов).
Характерным и определяющим этих методов является тот факт, что различные условия откачки вакуумных систем отображаются на устройстве отображения масс-спектрометра (рис. 3) различными спектрами масс [6].
В приборах этого типа ‒ масс-спектрометрах анализируемый газ ионизируется. Образовавшиеся положительные ионы разделяются по характерному для каждого из них отношению массового числа m иона газа к числу элементарных зарядов частицы газа е. Часть разделившихся ионов конкретного газа с определенным массовым числом поступает на коллектор анализатора и создает в его цепи ток, пропорциональный парциальному давлению этого газа.
Безусловно, основным параметром газоанализатора является его чувствительность, которая выражает минимально определяемое парциальное давление газа.
Другой параметр высоковакуумного газоанализатора - его разрешающая способность, которая для масс-спектрометрических приборов представляет собой отношение массового числа m к наименьшему различаемому изменению массового числа Δ m.
Не менее важным параметром прибора является диапазон анализируемых масс газов. Считается, что для вакуумных измерений достаточен диапазон масс от 2 (водород) до 200 (ртуть) [4].
Также известно, что проводимый масс-спектрометрический анализ служит процедурой измерения, следовательно, к нему применяют общие концепции метрологии.
Используя в технологии ТВИ КА количественные методы анализа состава остаточных газов с помощью масс-спектрометрических газоанализаторов, выделяют искомую причину отклонения состава газовой среды от требуемой [7], в том числе и вследствие нарушения герметичности замкнутых полостей (рис. 4).
I I V IC:СЛЕД0ВА11 ИЯ
Havko
■ ГРАДА

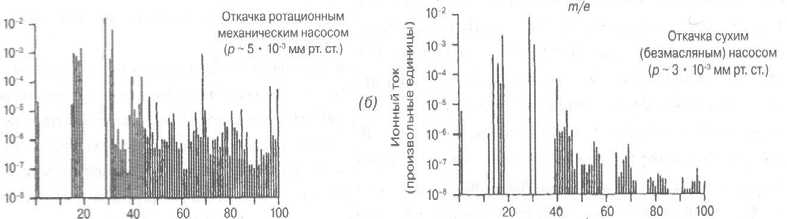
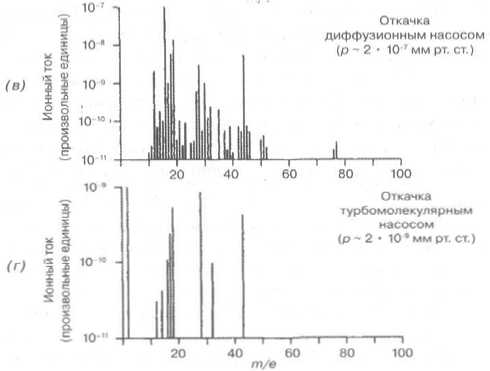
Рис. 3. Масс-спектры остаточных газов вакуумных систем с различными условиями откачки ( а‒г ), системы термической обработке не подвергались
Н 2
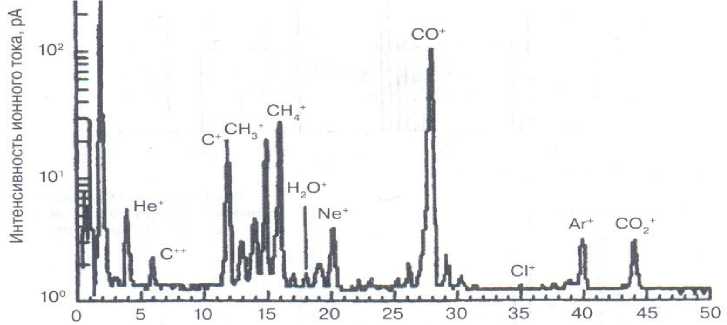
Рис. 4. Спектры остаточных газов системы сверхвысокого вакуума, полученные с использованием масс-спектрометра в аналоговом режиме, течи в системе не наблюдаются
Проводя спектроскопию с помощью масс-спектрометра, исследуют тепловую десорбцию газов, адсорбированных на поверхностях, которые были подвергнуты быстрому нагреванию (2‒10 °С/с) с удельным ростом температуры (обычно линейным). При этом газ десорбируется непосредственно в источник ионов газоанализатора, где подвергается анализу.
Анализ скорости газовыделения позволяет определить энергии активизации процесса и получить представление о состоянии адсорбции, предшествующей десорбции [4].
Таким образом, практические исследования, проводимые в рассматриваемой авторами области, подтверждают тот факт, что проблема загрязнения КА продуктами гаже-ния материалов и газовыделений из полостей сборок не в последнюю очередь связана с потерей массы элементов конструкции аппарата при воздействии на КА внешних факторов.
Поэтому технологией изготовления КА из-за присутствия на этапе ТВИ при заданных условиях испытаний (вакуум, тепловые нагрузки и т.п.) эффекта гажения материалов, из которых изготовлен аппарат, определено про-
Технологические возможности снижения критичных газовых нагрузок ведение контроля уровня загрязнения поверхностей КА.
При этом необходимо учитывать, что помимо дегазации КА в вакууме происходит газовыделение и от применяемого испытательного оборудования. Следовательно, одним из направлений снижения загрязнений КА на этапах его наземной подготовки является использование испытательного оборудования, аттестованного по чистоте, сводящее к минимуму влияние факторов загрязнения объекта испытания, возникающее вследствие конденсации фоновых потоков вакуумного оборудования на поверхность КА в процессе испытаний.
Установлено, что допустимый уровень загрязнения от фоновых потоков вакуумного оборудования в процессе испытаний не должен превышать 10-7 г/см2 за сутки [6].
Отмечено, что для снижения критичных газовых нагрузок при тепловакуумной отработке собранного КА применяется комплексная технология предварительного обезгажи-вания материалов (узлов, сборок).
Обозначены условия проведения указанных работ.
Вакуумная камера предварительного обезгаживания должна быть чистой и аттестована к проведению термовакуумного прогрева.
Цель термовакуумного прогрева: обеспечить удаление загрязнений, которые выделяются из материалов (узлов, сборок), с помощью откачки их наружу или собирая их на холодной поверхности (криоэкранов) для последующего удаления.
Для установления оптимальных режимов тепловакуумной обработки КА и его элементов составляющие газовых нагрузок на всех этапах наземной подготовки КА должны выявляться по возможности более точно, для чего необходимо использовать известные технологические приемы, способы и аттестованные соответствующим образом оборудование и измерительные приборы.
Список литературы Технологические возможности снижения критичных газовых нагрузок на этапе тепловакуумной отработки космического аппарата и его составляющих
- РД 92-0308-91. Методические указания "Определение воздействия СВА КА на его элементы и узлы".
- Розбери Ф. Справочник по вакуумной технике и технологии: пер. с англ. М.: Энергия, 1972. 456 с.
- Нусинов М. Д. Воздействие и моделирование космического вакуума. М.: Машиностроение, 1982. 79 с.
- Справочник по вакуумной технике и технологиям / под ред. Д. Хоффман, Б. Сингха, Дж. Томаса. М.: Техносфера, 2011. 736 с.
- Черепнин Н. В. Основы очистки, обезгаживания и откачки в вакуумной технике. М., 1967. 408 с.
- ECSS-Q-70-05A. Detection of organic contamination of surfaces by infrared spectroscopy.
- Аверина А. П., Левина Л. Е. Масс-спектрометрия разреженных газов. Методы и аппаратура течеискания. М.: Машиностроение, 1977. 48 с.
