Технологический процесс непрерывного валкового нанесения штапелированных нитей на основу

Автор: Кулаженко Елена Леонидовна, Ольшанский Валерий Иосифович
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Технология и оборудование легкой промышленности и машиностроения
Статья в выпуске: 1 (14), 2008 года.
Бесплатный доступ
Статья посвящена анализу нового способа получения текстильного покрытия. Способ заключается в непрерывном валковом нанесении штапелированных нитей на основу и состоит из следующих операций: подготовки сырья, подготовки основы, заключающейся в обработке ее клеевым составом, нанесения волокнистого материала, сушки. Способ относится к области текстильного производства, в частности к производству нетканых покрытий, и может быть использован при производстве дуплексных текстильных материалов.
Текстильные материалы, текстильные покрытия, легкая промышленность, текстильное производство, дуплексные материалы, нетканые покрытия, получение покрытий, штапелированные нити, нанесение нитей, непрерывное валковое нанесение, валковое нанесение, непрерывное нанесение
Короткий адрес: https://sciup.org/142184457
IDR: 142184457
Текст научной статьи Технологический процесс непрерывного валкового нанесения штапелированных нитей на основу
В настоящее время в условиях острой конкуренции одной из главных задач предприятий Республики Беларусь является необходимость создания новых импортозамещающих технологий, обеспечивающих постоянное расширение ассортимента изделий высокого качества с широким спектром свойств. Проектирование новых видов строительных и отделочных материалов с использованием различных волокнистых материалов в качестве декоративных, армирующих, наполняющих добавок дает возможность получить материалы хорошего качества и с достаточно низкой себестоимостью.[1]
На кафедре «ПНХВ» УО «ВГТУ» разработан новый способ получения текстильного покрытия методом непрерывного валкового нанесения штапелированных нитей на основу. Способ включает в себя следующие операции: подготовку сырья, подготовку основы, заключающуюся в обработке ее клеевым составом, нанесение материала, сушку. Нанесение может осуществляться на любой материал основы (ткань, флизелин, бумагу, металл и др.). Способ относится к области текстильного производства, в частности к производству нетканых покрытий, и может быть использован при производстве дуплексных текстильных материалов.
Подготовка сырья заключается в нарезке жгута нитей на отрезки, одинаковые по длине. Нарезка осуществляется с помощью резальной машины пластинчатыми ножами на заданную длину (рис. 1). От равномерности нитей по длине зависит однородность свойств массы пучка нитей, правильный выбор режимов подачи нитей к питающим валикам и распределение их на основе.
Устройство для подготовки нитей работает следующим образом. Нити сматываются с бобин (катушек), проходят через уплотнительную воронку 1, образуя жгут 2. Жгут протягивается и уплотняется питающим валиком 3, подается в зажим между выпускным валиком 4 и столиком 5 и подводится к ножевому барабану 6. Столик имеет режущую грань 11.
Разрезание осуществляется при совпадающих направлениях перемещениий жгута и ножевого барабана. Режимом резания является совокупность значений скорости резания V рез и скорости подачи V под . Возможны три варианта регулирования процесса резания: изменение одной скорости подачи или одной скорости резания; одновременное, зависимое и прямо пропорциональное изменение скорости резания и подачи; зависимое непропорциональное изменение скоростей резания и подачи.
Подача – относительное перемещение жгута к ножевому барабану при его вращении - осуществляется в горизонтальной плоскости. При заданной длине нарезки – l (м)
l
Vnod = - (м/мин), где t – время продвижения материала на длину l, мин. Угловая скорость ножевого барабана
2п to = —, zt где z – количество ножей ножевого барабана.
Выразим t из формулы (1) и подставим в формулу (2), получим to= zl
.
Следовательно, скорость подачи будет определяться по формуле
V nod = z ^ , или V nod = 1 n z .
2 n
На участке АА 1 жгут при разрезании имеет сложную траекторию движения, которая в параметрической форме имеет вид:
x = R sin to t + Vnod y = R cos to t
Дифференцируя уравнение по времени, получаем
Vx =~r = RtoC0Stot + Vnod dt dy
V, = — = - R to sin to t y dt
Длина режущей грани столика – а зависит от основных параметров ножевого барабана и режимов резания. Эту величину можно выразить
a = Sz sin ф ,
где S z – величина подачи нитей на один нож барабана, м.
Значение подачи нитей на один нож связано с подачей материала в минуту S мин соотношением
Sz = S мин , т.к. n = 30 ω , получаем Sz = Sмин . (8)
nz π 30 ω z
S π
Тогда a = мин sin ϕ , (9)
30 ωz где φ- угол контакта (дуга соприкосновения ножей со жгутом).[2]
Для осуществления непрерывной подачи нитей на основу создано устройство, торое обеспечивает равномерное распределение материала и исключает его зацепление и накапливание на валиках. Питающая шахта 7 выполнена в виде конуса, под углом к питающим валикам 8. Угол наклона стенок питающей шахты (β) изменяется в зависимости от физико-механических свойств наносимого продукта, обеспечивая непрерывную подачу под действием силы тяжести нитей. Материал свободно поступает на транспортер к уплотняющему валу 9. Для непрерывной подачи материала необходимо выполнение условия:
β ≥ arctg f , (10)
где f- коэффициент трения материала о стальную поверхность.
Питающие валики имеют рельефную поверхность в виде иголок, которые разрыхляют и распределяют материал на основе. Для исключения накапливания нитей на валиках на корпусе установлены съемные щетки 10. Диаметры питающих валиков равны между собой. В устройстве предусмотрено регулирование расстояния между питающими валиками, что обеспечивает возможность дозирования подачи материала на основу.
Производительность устройства можно определить по формуле
П = F νγ , (11)
где F – площадь щели между валиками м2,
ν – скорость валиков, м/мин,
γ – плотность продукта, зажимаемого выпускными валиками, кг/м3.
F = ab , (12)
где а – длина щели между валиками, м, b – ширина щели между валиками, м.
Для получения равномерного покрытия необходимо, чтобы на основу продукт поступал равными порциями в единицу времени. Т.е. необходимо изменять скорость его подачи в зависимости от требуемого поверхностного заполнения основы продуктом. В равные промежутки времени через питающие валики должно проходить одно и то же количество материала по объему, при этом работа валиков должна отвечать условию:
ν ha γ = const , (13)
где ν – скорость питания, т.е. линейная скорость питающих валиков, м/мин.,
γ – плотность слоя волокна, кг/м3, h – толщина подаваемого слоя, м, a – ширина слоя, м. [2]
Устройство предназначено для получения нетканых покрытий и может быть использовано при производстве дуплексных текстильных материалов.
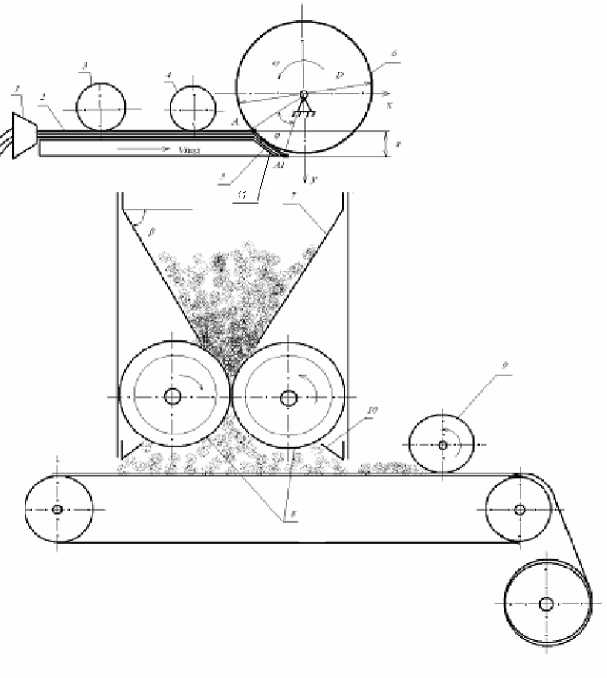
Рисунок 1 - Схема устройства для непрерывного валкового нанесения штапелированных нитей на основу
Список литературы Технологический процесс непрерывного валкового нанесения штапелированных нитей на основу
- Патент 6263545 США, МПК7 D01В1/00 Pinto Akiva. №09/505922; Заявл.17.02.2000; Опубл. 24.07.2001 НПК 19/97,5. Англ.
- Усенко В.А. Прядение химических волокон: Учеб. для вузов/В.А. Усенко, В.А.Родионов, Б.В. Усенко, Б.С. Михайлов, В.Е. Слываков; Под ред. В.А. Усенко. -М.: РИО МГТА, 1999. -472с.
