Технологии и механизм формирования пенометаллов и их применение в летательных аппаратах II

Автор: Крушенко Генрих Гаврилович
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 1 (53), 2014 года.
Бесплатный доступ
Описаны технологии получения пенопродуктов из различных металлов и сплавов, включая современные технологии с применением методов литья и порошковой металлургии, а также путем прямого вдувания в расплав газообразных веществ. Приведены характеристики пенометаллов, их преимущества перед плотными материалами, а также их применение в аэрокосмической и других отраслях промышленности. Пенометаллы получают двумя основными способами - литьем и методом порошковой металлургии. Благодаря их легковесности пенометаллические изделия применяются в автомобильной и аэрокосмической отрасли. Технология получения пенометаллов заключается в газифицировании расплава разными методами. В последние годы определенные успехи были достигнуты в технологии формирования профильных изделий из пенометаллов с применением различных методов обработки давлением.
Технологии и механизм формирования пенометаллов, применение пенометаллов в летательных аппаратах
Короткий адрес: https://sciup.org/148177237
IDR: 148177237 | УДК: 539.374
The technologies and mechanism of forming the foam metals and its use on aircrafts II
The technologies and mechanism of producing and forming the foam products of different metals and alloys, including contemporary technologies with the methods of foundry and powder metallurgy and also by straight blowing up gaseous matters in a melt are described. The characteristics of some foam metals and its advantages to compact materials and also its use at the aerospace and other branches of industry are given. Foam metals and alloys can be manufactured by two main methods: casting and powder metallurgy. Metallic foams applications are increasing on those fields such as automotive or aerospace industries due to the weight reduction. Several routes are used to achieve metallic foams: deposition, melting and powder metallurgy. On some of these processes, foam manufacturing involves a gas into a melted metal which leads to a light metallic structure. In recent years, some research has been developed on the deformation behavior of metal foams.
Текст научной статьи Технологии и механизм формирования пенометаллов и их применение в летательных аппаратах II
Аксиомой при работе с металлоизделиями, применяемыми в различных отраслях техники, является отсутствие в них пустот по той причине, что они ухудшают их физико-механические характеристики [1]. Однако при этом существуют и технологии изготовления металлических материалов, в которых, напротив, специально формируют пустоты. К ним относятся пустотелые материалы, в частности, так называемые пенометаллы (ПМ) (metallic foams - от способа их получения путем вспенивания жидкого металла [2]) или «ячеистые металлы» (cellular metals - от формы пустот (ячейки)) [3], а также «пористые металлы» (porous metal materials) [4]. Состояние производства ПМ, их характеристики и применение подробно описаны в работе [5]. В настоящее время ПМ получают с помощью двух основных технологий [6] - литьем и порошковой металлургией. Суть процесса получения ПМ литьем заключается во введении в жидкий металл так называемых порофоров (порофор (blowing agent) - вспениватель) - гидриды TiH2, MgH, ZrH2 [7], карбонат кальция CaCO 3 [6], углекислый газ CO 2 [8] и др.
По-видимому, одним из первых патентов на получение пористых металлических материалов является патент США «Способ получения пенометаллов», зарегистрированный в 1948 г. [9]. Сущность способа заключается в нагревании при атмосферном давлении металла или смеси металлов, сплавов или минералов до температуры между температурой их плавления и температурой, достаточной для образования пара, содержащегося в смеси летучего материала. Затем давление понижают, в результате чего расплавленная масса вспенивается, и в результате ее последующего охлаждении формируется пористый металл. При этом получали ПМ из композиций Fe–Al–Zn; Fe–Mg–Zn; Al–Mg–Fe–Hg; Mg–Hg; Al–Hg; Cr–Cd; Au–Hg. Произведенные по этому способу ПМ могут быть затем сформированы в виде блоков, листов, труб и др. Следует отметить, что в качестве прототипа, послужившего основой для изобретения «от противного», в этом патенте приводится ссылка на патент США «Способ получения сплавов», зарегистрированный еще в 1918 г. [10], согласно которому пенообразова-ние в сплавах, содержащих легколетучие металлы (Hg; Na; Zn), напротив, подавляется повышенным давлением при их приготовлении.
В нашей стране, по-видимому, одним из первых изобретений, полученных по приготовлению пенометаллов с применением литейной технологии, является авторское свидетельство СССР № 125682, выданное в 1960 г. [11]. Согласно этому патенту алюминиевый расплав (рис. 1), подогретый в печи-миксере 1 до 600 °С, перемещается непрерывно по обогреваемому лотку 2. Одновременно из бункера 3 через дозатор 4 по трубке 5 в струю расплава непрерывно вводится гидрид металла (TiH2, ZrH2, LiН), интенсивное перемешивание которого происходит в смесительной камере 6, установленной в печи 7. Перемешивание расплава производится пропеллерной мешалкой 13. Из камеры 6 металл поступает в электропечь 17, где его температура повышается до 650–700 °С, что обеспечивает пенооб-разование расплава у его выхода из печи. Полученный пенорасплав 18 поступает на непрерывно движущийся кристаллизатор 19, выполненный в виде бесконечной ленты из латунной сетки, где он и охлаждается путем подачи воды.
Другой российский патент, полученный сотрудниками ВИЛСа в 1997 г. с приоритетом от 31.08.1995 г. [12] выдан на способ получения ПМ методом порошковой металлургии. Процесс получения ПМ включает смешивание порошков алюминиевых сплавов с поро-форами с температурой разложения, превышающей температуру солидуса-ликвидуса порошка алюминиевого сплава, засыпку смеси в емкость из алюминиевого сплава, нагрев емкости со смесью порошков перед прессованием до температуры ниже температуры солидуса порошка алюминиевого сплава с последующим прессованием при этой температуре в плотную заготовку.
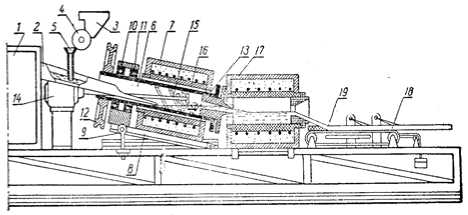
Рис. 1. Устройство для получения пенометаллов [11]
Схематично технология получения ПМ методом порошковой металлургии показана на рис. 2 [13].
Существуют также и технологии получения ПМ путем прямого введения в жидкий металл газа (воздух, азот, аргон) [14].
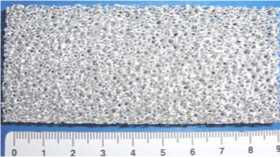
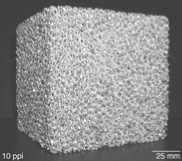
Типичный вид пенометаллов показан на рис. 3.
Все более широкое распространение ПМ в технике объясняется тем, что они обладают благоприятным сочетанием физических и механических характеристик, таких как высокая жесткость в сочетании с очень низкой плотностью (низким удельным весом) и/или с высокой газопроницаемостью в сочетании с высокой теплопроводностью, а также низкая гигроскопичность, что обусловливает морозостойкость и отсутствие трещин при перепаде температур. В сочетании с низкой плотностью и высокой жесткостью, способностью поглощать энергию удара и вибрацию, а также с высокой степенью звукопоглощения и, что очень важно, высокой технологичностью, допускающей возможность формировать из ПМ объемные конструкции, изделия из этого материала применяют в различных отраслях машиностроения [8; 17; 18]: в автомобильной промышленности в виде конструктивных элементов (бамперы и др.); в аэрокосмической отрасли в виде титановых и алюминиевых сэндвичей, а также некоторых деталей турбин; в судостроении для изготовления корпусов пассажирских судов, элеваторных и антенных платформ и др.; в общественном городском транспорте; в строительной индустрии; в конструкциях металлорежущих станков.
Но при этом в производстве изделий из ПМ существует проблема, заключающаяся в нестабильности формирующейся пены [2], т. е. в несохранении состояния вспененного жидкого металла в процессе кристаллизации. Однако эта проблема достаточно успешно решается в результате введения в расплав микрочастиц с температурой плавления выше температуры плавления вспениваемого металла, тем самым предотвращая слияние пузырьков [19]. При этом степень влияния таких частиц зависит от размера, смачиваемости и конфигурации фрактальных комплексов, формирующихся внутри и на поверхности перемычек между ячейками. Так, в работе [2] стабилизация пены в алюминиевом расплаве достигается в результате введения в него частиц карбида кремния SiC. В работе [20] показано, что наибольший стабилизирующий эффект при получении пеноалюминия дают наночастицы оксида алюминия Al 2 O 3 . Эффект стабилизации пены связан с тем, что любые частицы наноразмерно-го уровня могут длительное время находиться в жидких средах во взвешенном состоянии. Этот эффект еще в 1905 г. объяснил А. Эйнштейн [21], который, использовав законы математической статистики и молекулярно-кинетической теории газов, показал, что для частиц размером до 1 мкм энергии броуновского движения достаточно для того, чтобы они находились в постоянном движении и не оседали под действием силы тяжести.
Существование этого эффекта подтверждено на практике в нашей работе [22] по применению противопригарных покрытий для окраски поверхности литейных форм и стержней, приготовленных на водной основе и содержащих НП Al2O3, полученного методом плазмохимического синтеза [23]. Проблема заключалась в расслоении покрытий, которые обычно готовят по стандартной технологии с использованием в качестве огнеупорной составляющей компонентов микромет- рических размеров (например, TiO2, ZnO и др.). При выстаивании таких покрытий происходит оседание этих компонентов, в связи с чем перед каждой покраской суспензию необходимо перемешивать с целью обеспечения равномерного окрашивания форм и стержней. В нашей работе определяли седиментационную устойчивость покрытий НП TiCN, SiC и Al2O3, замешанных в ПВБ лак в количестве 12, 14, 16 и 18 масс. %. Было установлено, что при выстаивании суспензий в калориметрическом цилиндре емкостью 250 мл вплоть до 7 ч расслоение не имело места. Практически такой же эффект был установлен и в работе [24].
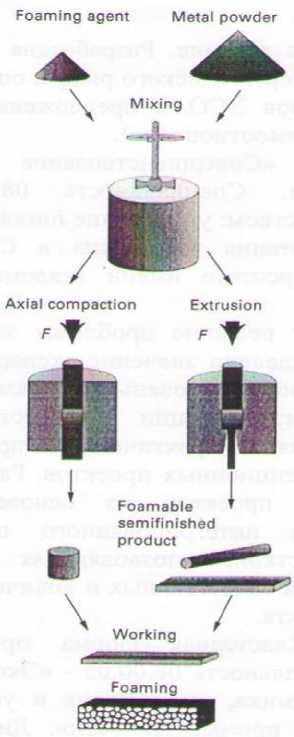
Рис. 2. Процесс изготовления пенометалла: foaming agent – вспенивающее вещество; metal powder – порошок металла; mixing – смешивание; axial compaction – прессование; extrusion – экструзия; foamable semifinished product – вспенивание; working – обработка; foaming – готовый пенопродукт [13]
а б
Рис. 3. Структура ПМ, полученного:
а – литьем из алюминия [15]; б – методом порошковой металлургии из сплава Fe–Cr–Al–Y [16]
Оценка качества изделий из ПМ производится по величине прочности при испытании на сжатие, на прогиб или на пробой. При этом механические свойства ПМ определяются количеством, формой, размерами и характером распределения пор по объему металла.
Согласно [25] величина прочности на сжатие, на примере пеносплавов Al – 12 % Si и Zn – 4 % Cu, зависит от их плотности и может быть представлена для ПМ с открытой пористостью формулой
n
I Р f 1 оf = 0,3■ оI I , - П
V р» / где рf и рs - соответственно, плотности пеносплава и компактного сплава; ays - временное сопротивление разрушению компактного сплава; n = 1,89 ± 0,08.
Прочность на сжатие для ПМ с закрытой пористостью выражается более сложной формулой, но опыт показывает, что в этом случае механические свойства определяются более толстыми, а не тонкими стенками, так что приведенное уравнение отвечает ПМ и для этого случая.
Исходя из анализа имеющейся информации, на первом этапе нами была проведена работа по получению пеноалюминия с использованием в качестве порофора крошки саяногорского мрамора по аналогии с работой [6], в которой для получения пенометаллических изделий применялся порошок белого мрамора (white marble). Согласно сертификату качества предприятия «Саянмрамор» по минералогическому составу саяногорские мраморы, добываемые в Кибик-Кордонском месторождении, являются существенно кальцитовыми, и в среднем они содержат в качестве вспенивающего компонента (порофора) порядка 52,0–55,1 % кристаллического оксида кальция СаО.
Технология получения пеноалюминия заключалась в выполнении следующих операций: расплавление алюминия марки А7 в тигельной печи сопротивления СНОЛ 1,6.2,5.1/9-И3 в шамотно-графитовом тигле ^ доведение температуры расплава до 800 °С ^ выемка тигля из печи ^ засыпание на зеркало металла мраморной крошки (размер частиц порядка 100 мкм) в количестве 5 масс. % от массы металла при одновременном его замешивании в расплав ^ установка тигля в печь ^ выдержка 10 мин при 800 °С ^ выемка тигля и перемешивание расплава в течение 3-х мин ^ установка тигля в печь ^ выдержка 15 мин при 850 °С ^ выемка тигля из печи ^ затвердевание пеноалюминия на воздухе непосредственно в тигле. После затвердевания металла полученную заготовку удаляли из тигля.
На рис. 4 приведены фотографии типичных образцов пеноалюминия. Преобладает сферическая форма пор, их размеры находятся в интервале 0,5–10,0 мм, при этом поры равномерно распределены по объему металла. Кажущаяся плотность образцов (масса единицы объема материала, включая и объем закрытых пор; рассчитывается как отношение массы вещества ко всему занимаемому им объему; чем ниже кажу- щаяся плотность, тем больше пустот в материале) составляет 0,83 г/см3, пористость ~ 70 %.

а б
Рис. 4. Образец из пеноалюминия марки А7, размер 40 х 35 х 35 мм ( а ); типичная единичная пора 0 ~ 1,5 мм в образце пеноалюминия марки А7 (х 10) ( б)
Рассмотрим некоторые примеры применения пенометаллов в машиностроении. На рис. 5 показан фрагмент передней кромки крыла самолета [8], изготовленной из листового деформируемого алюминиевого сплава, до (рис. 5, а ) и после (рис. 5, б ) заполнения полости пеной сплава Al-10 % Si (плотность р = 0,90 г/см3). В качестве порофора применяли TiH 2 . Толщина листа пустотелой кромки стандартной конструкции составляла 2,5 мм, а в результате заполнения пеносплавом ее уменьшили до 1,5 мм. Испытания на удар показали, что деформация пустотелой кромки составляет 9,8 ± 0,4 %, тогда как заполненной пеносп-лавом - 2,5 ± 0,1 % (меньше ~ в 4 раза).
б
а
Рис. 5. Передняя кромка крыла самолета до ( а ) и после ( б ) заполнения пеносплавом Al – 10 % Si [8]
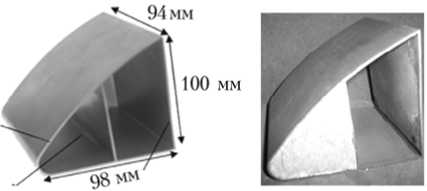
В работе [26] представлены результаты совместного франко-германского проекта по изготовлению одного из компонентов ракеты-носителя «Ариан 5» -Сone 3936 («Конус 3936») с применением сэндвичей, заполненных алюминиевой пеной (aluminium foam sandwiches). Технология изготовления сегментов состояла из следующих последовательных операций. Контейнер из листового металла заполняли порошком сплава (6,0 % Si; 10,0 % Cu; Al – ост.), легирующими компонентами и порошком гидрида водорода TiH2 с последующим уплотнением. Компактный продукт помещали между алюминиевыми листами толщиной 1,5 мм и подвергали прокатке, затем нагревали до расплавления металлических компонентов и разложения TiH2 с выделением водорода, который и образовывал пенно-пористую структуру, фиксирующуюся при последующем охлаждении. Толщина сэндвича составляла 25 мм. Для придания сэндвичу требуемой толщины и устранения деформации поверхности, вызванной образованием пены, его подвергали повторному прессованию. Полученные заготовки резали лазером до нужных размеров. Сегмент с требуемой криволинейной геометрией получали путем прессования заготовок с помощью специального штампа (рис. 6), а конечные его размеры получали обработкой резанием.
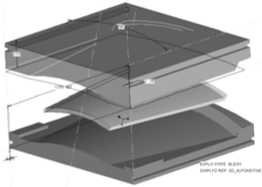
Рис. 6. Схема прессования заготовки в сегмент. Заготовка расположена внутри формообразующих стальных вставок штампа [26]
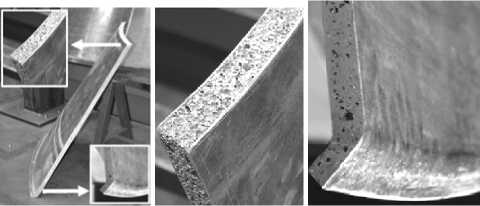
На рис. 7 показан готовый сегмент с хорошо видимой пенно-пористой структурой.
Отдельные сегменты собирали в конструкцию конуса с помощью сварки плавлением, запатентованную ВИЛСом еще в 2001 г. [27].
а б в
Рис. 7. Пеноалюминиевый сегмент:
общий вид ( а ); увеличенные фрагменты ( б , в ) [26]
Конус, собранный из 12-ти пенно-алюминиевых сегментов, показан на рис 8. Диаметр верхней его части составляет 2,6 м, нижней - 3,9 м, высота 0,8 м, масса 200–210 кг.

Рис. 8. Собранный конус Сone 3936 [26]
В работе [28] разработана конструкция цилиндрического топливного бака (рис. 9, позиция 1) двигательной установки космических аппаратов, на стенках которого закрепляется поперечная перегородка (рис. 9, позиция 7) с размещенным в ее центре проницаемым капиллярно-пористым элементом, изготовленным из пенометалла, что позволяет обеспечить устойчивый многократный запуск двигателя в условиях невесомости и снизить вес топливного бака. Пенометаллическая вставка изготовляется из алюминия, нихрома или коррозионно-стойкой стали и содержит до 95 % пустот.
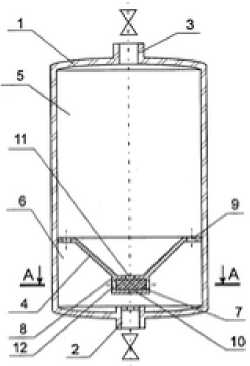
Рис. 9. Топливный бак: перегородка с встроенным пенометаллическим элементом [28]
Функция пенометаллической вставки заключается в том, что она разбивает поток топлива, возникающий при переходе от невесомости к перегрузкам, на микропотоки. При этом происходит значительная диссипация энергии движущегося жидкого компонента, в результате чего снижается гидродинамическое воздействие топлива на стенки бака, уменьшая смещение его центра масс с продольной оси космического аппарата. В условиях невесомости пенометаллическая вставка за счет капиллярного эффекта не позволяет топливу перемещаться по всему объему топливного бака и смещать центр масс с продольной оси космического аппарата.
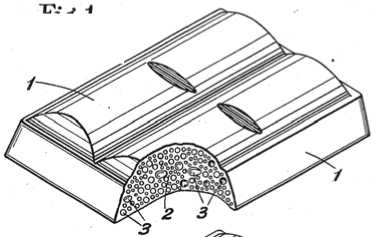
Рис. 10. Пористый шоколад:
1 – плитка; 2 – ячейки (cells); 3 – полости (cavities) [30]
Анализ патентной литературы показал, что первые работы по получению пустотелых материалов относятся к пищевым продуктам. Так, еще в 1902 г. в США был запатентован способ обработки крахмала [29], сущность которого заключается в нагревании гранул крахмала (C6H10O5)n в сухой атмосфере под давлением с последующим его быстрым снижением, в результате чего содержащаяся в гранулах жидкая составляющая превращается в газ, образуя в гранулах поры. Совершенно очевидно, что механизм порообразования практически не отличается от такового при формировании пенометаллов.
Линию получения вспененных пищевых продуктов продолжает патент США «Способ производства пищевых и кондитерских изделий», полученный в 1937 г. [30], согласно которому также получают пено-продукты. В качестве примера приводится рисунок шоколада (рис. 10), структура которого практически не отличается от структуры пенометаллов.
