Технологии молекулярного армирования поверхностей трения зубчатых зацеплений и подшипников привода стартёра газотурбинных авиадвигателей НК-14СТ

Автор: Громаковский Дмитрий Григорьевич, Носов Николай Васильевич, Шигин Сергей Владимирович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 4-2 т.20, 2018 года.
Бесплатный доступ
Приведены результаты разработки, исследования и апробации эффективности технологии упрочнения деталей машин и приборов способом диффузионного молекулярного армирования дефектов поверхностей трения. Технология реализована в производственных условиях ПАО «Кузнецов» и обеспечивает существенное увеличение ресурса работоспособности за счёт замедления развития усталостных повреждений зубьев конических шестерён и подшипников качения привода стартера двигателя НК-14СТ.
Упрочнение, молекулярное армирование, диффузия, повышение ресурса, прочность, надёжность, виброобработка, наклёп шариками, присадка фторированного графита
Короткий адрес: https://sciup.org/148312468
IDR: 148312468 | УДК: 621.787
Technologies of molecular reinforcement of friction surfaces of gearing gears and bearings of the starter motor of gas turbine aircraft engines NK-14ST
The results of the development, research and approbation of effectiveness of technology of hardening of machine parts and devices by method of diffusion molecular reinforcement of friction surface defects are presented. The technology is implemented in production conditions of PJSC «Kuznetsov» and provides a significant increase in service life due to slowing the development of fatigue damage to the teeth of conical gears and rolling bearings of the starter motor NK-14ST.
Текст научной статьи Технологии молекулярного армирования поверхностей трения зубчатых зацеплений и подшипников привода стартёра газотурбинных авиадвигателей НК-14СТ
Общеизвестно, что надёжность и ресурсные характеристики различных машин и механизмов в наиболее значительной мере определяются работоспособностью узлов трения. При проектировании и производстве узлов трения используют наиболее эффективные материалы, покрытия, способы упрочнения, смазки и широкий круг технологий, обеспечивающих их ресурсоповышающую эффективность.
В Научно-техническом центре «Надёжность технологических, энергетических и транспортных машин» Самарского государственного технического университета (далее НТЦ «Надежность» СамГТУ) совместно с ПАО «Кузнецов» разработана и прошла апробацию технология упрочнения диффузионным молекулярным армированием (ДМА) дефектов поверхностей трения зубьев конических шестерён и подшипников качения привода стартера двигателя НК-14СТ с подтверждением при испытаниях увеличения ресурса их работоспособности за счёт замедления развития усталостных повреждений.
Технология диффузионного молекулярного армирования предназначена для повышения износостойкости поверхностей зубчатых зацеплений, подшипников и других пар трения различных машин [1-6] и др.
ПОСТАНОВКА ЗАДАЧИ
В рамках проводимых НТЦ «Надежность» СамГТУ исследований по повышению ресурса деталей привода стартёра двигателя НК-14СТ на ПАО «Кузнецов» были поставлены следующие задачи :
-
- исследовать специфику трения и износа конических шестерён и подшипников качения стартеров газотурбинного двигателя НК-14СТ при смазке топливом;
-
- разработать для указанных деталей промышленную технологию по реализации способа ДМА в производстве ОАО «Кузнецов»;
-
- провести испытания привода стартёра двигателя для подтверждения эффективности технологии упрочнения поверхностей трения зубьев конических шестерён и подшипников качения с целью увеличения ресурса и работоспособности;
-
- отработать и оптимизировать параметры технологии ДМА деталей привода стартёров;
-
- на базе полученных результатов разработать и оформить мероприятия по применению технологии ДМА на пусковых стартёрах двигателей;
Согласовать выбор технологических параметров применения ДМА с разработчиками.
РЕАЛИЗАЦИЯ СПОСОБА ДМА
Ресурсоповышающая технология ДМА реализуется согласно патента СамГТУ (патент РФ № 2198954) путем диффузионного внедрения микро-нано-частиц, или активных органических молекул в поверхностный слой металла по выходам дефектов кристаллической решетки.
Технология содержит два этапа:
-
- на первом этапе производят подготовку поверхностей к молекулярному армированию -их мойку и слабое травление;
-
- на втором этапе производят молекулярное армирование. Упрочняемые детали погружают в термоактивированную (порядка 30-50 °С) органическую жидкость, например, масло индустриальное 20, содержащее частицы фторированного графита (CFx)n в концентрации порядка 1,5...2,0%, а затем в жидкости возбуждали вибрацию (f ≈ 10...50 Гц, А ≈ 1...5 мм). Вибрация вызывает разрушение органических молекул смазки.
В местах разрыва молекул смазки образуются активные реакционные связи. Эти связи и активные частицы (CFx)n взаимодействуют с активными центрами на поверхностях деталей и армируют их поверхности, что показано на рис._1. В результате армирования на упрочняемой поверхности образуется модифицированный слой, «прошитый» прочными цепочками химически связанных частиц, выполняющих в металлической решетке роль арматуры.
Технология упрочнения по способу ДМА в НТЦ «Надежность» СамГТУ отработана на зубчатых колёсах, подшипниках газотурбинных двигателей деталей шасси самолётов и других узлов трения.
Для реализации молекулярного армирования подшипников качения разработаны два технологических варианта армирования.
В первом варианте (рис. 2), упрочнение производят на вибростенде в камере - 2, заполненной технологической жидкостью (например, смесью масел МС20 и МС8П в равных соотношениях) с присадкой 2...3% фторированного графита (CFx)n при возбуждении резонансных колебаний рабочей жидкости, в которую погружают упрочняемые детали, где 1 – вибропри-вод;2 – рабочая ёмкость (камера); 3 – подшипники, размещаемые в камере.. Например, при армировании подшипников (o/ =50 ...150 мм) в рабочей камере возбуждали резонансные колебания жидкости при амплитуде в пределах 5...7 мм. Время обработки - порядка 5 минут. Контроль упрочнения проводили методами микротвердости и склерометрирования.
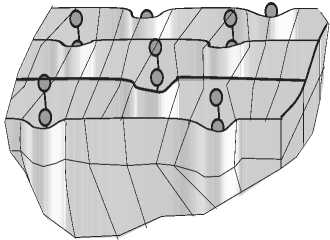
Рис. 1. Схема пассивации поверхностных дефектов
Во втором варианте отработана схема упрочнения подшипников при молекулярном
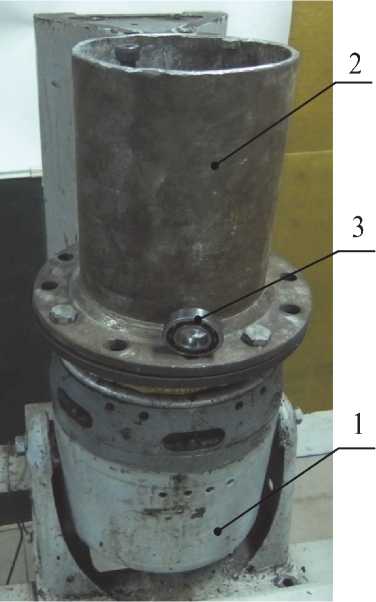
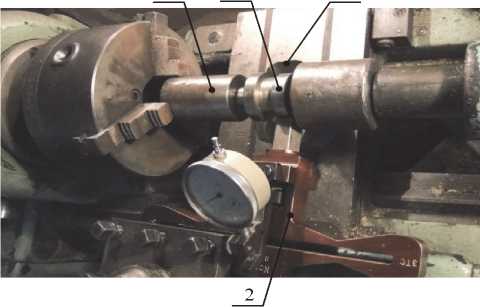
Рис. 2. Иллюстрация установки для упрочнения подшипников на вибростенде армировании поверхностей контакта с использованием токарного станка, рис. 3 а, б.
Упрочняемый подшипник погружали на 1/3 диаметра в ванну – 4 (рис. 3б) с технологической жидкостью. Время упрочнения составляло порядка 5 минут; температура рабочей жидкости - 30...50 'С; состав жидкости - смесь масел МС20 + МС8П (в равных соотношениях) с присадкой 2…3% фторированного графита (CFx)n.
Скорость вращения камеры – 330 мин-1, радиальная нагрузка 50 кГс.
Оценка прочности поверхности после упрочнения показала её увеличение до 25%.
Для упрочнения по способу ДМА конических шестерён также были разработаны два технологических варианта:
-
- упрочнение на вибростенде (рис. 4 и 6) в рабочей ёмкости, путем динамического наклепа поверхностей зубьев шестерён стальными шариками c одновременным введением в рабочую зону порошка фторированного графита (СFх)n. Амплитуда колебаний рабочей ёмкости на резонансном режиме - 5…7 мм, время обработки порядка 5 мин;
-
- упрочнение на токарном станке – 1 (рис. 5), при котором рабочую ёмкость – 2 для динамического наклепа поверхностей зубьев шестерён стальными шариками устанавливали на токарном станке.
В обоих случаях (рис. 6) зубчатые колеса - 3 укрепляли встречно на торцевых поверх-
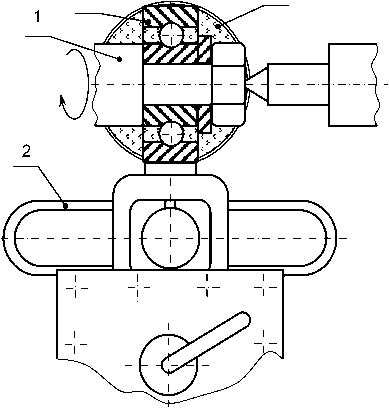
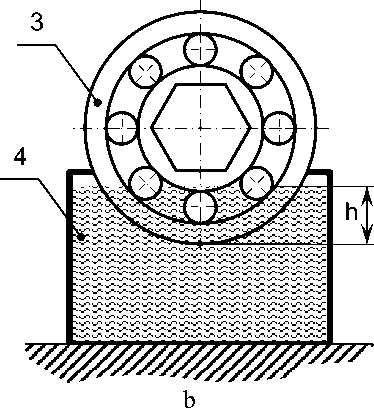
Рис. 3. Иллюстрация способа упрочнения подшипников на токарном станке: a – схема упрочнения;
b – схема погружения в приработочную жидкость; c – фотография рабочего блока.
На схеме: 1 – оправка для установки подшипника;
2 – привод нагружения с динамометром измерения силы; 3 – упрочняемый подшипник; 4 – ванна с технологической жидкостью; h – рекомендуемая глубина погружения – на 1/3 наружного диаметра подшипника
a
1 3 4
С
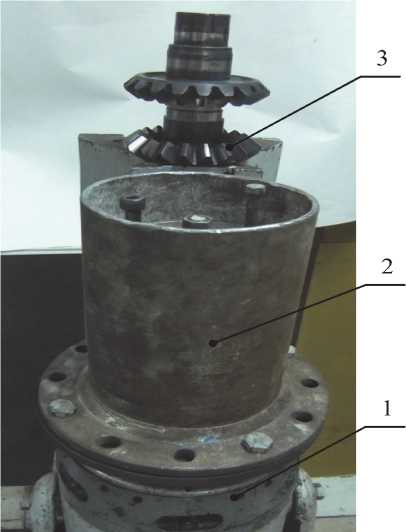
Рис. 4. Упрочнение конических шестерён на вибростенде путем динамического наклёпа поверхностей зубьев стальными шариками с порошком фторированного графита: 1 – вибропривод; 2 – рабочая ёмкость (камера);
3 – схема установки конических шестерен

Рис. 5. Оснастка для упрочнения конических шестерён на токарном станке путем динамического наклепа поверхностей зубьев стальными шариками и порошком фторированного графита:
1 – патрон токарного станка; 2 – рабочая ёмкость
ностях рабочей ёмкости – 2 (объём пространства между зубьями шестерён 1... 2_л). Ёмкость между шестернями на 1/3...1/2 заполняли стальными шариками (Æ=2… 3,5 мм) при одновременном введении порошка фторированного графита (СFх)n.
ОСОБЕННОСТИ ТЕХНОЛОГИИ УПРОЧНЕНИЯ ЗУБЧАТЫХ КОЛЁС НА ВИБРОСТЕНДЕ
Технология упрочнения зубчатых колёс на вибростенде содержит следующие основные переходы:
-
1. Установку упрочняемых зубчатых колёс – 3 в рабочую камеру установки – 2, (рис._6).
-
2. Введение в рабочую камеру упрочняющих шариков (~0,3... 0,5 объёма между упрочняемыми шестернями) и фторированного графита (в количестве 2% от объёма шариков).
-
3. Закрепление рабочей камеры на выходном фланце вибростенда (рис. 6) или в патроне токарного станка (рис. 5).
-
4. При использовании вибростенда производится настройка на резонансную частоту колебаний рабочей камеры.
-
5. Время упрочнения зубчатых колёс порядка 5 минут устанавливается по результатам контроля упрочняющего эффекта.
Для упрочнения поверхностей трения зубчатых зацеплений по способу ДМА наиболее эффективной является схема (рис. 6) для выполнения динамического наклёпа стальными шариками (o/ =2… 3,5 мм), занимающими 1/3...1/2 объёма промежутка между шестернями, при одновременном введении в ёмкость порошка фторированного графита (СFх)n в количестве порядка 2% от объема шариков.
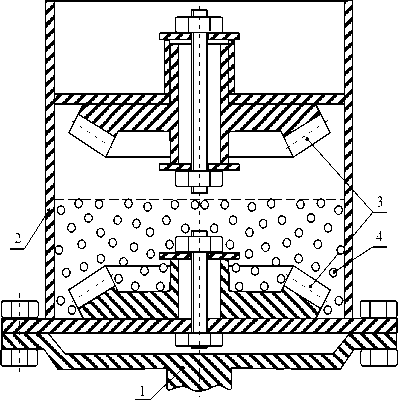
Рис. 6. Установка конических шестерён в рабочей камере для динамического наклёпа поверхностей зубьев стальными шариками с введением порошка фторированного графита:
1 – фланец вибропривода; 2 – рабочая камера; 3 – упрочняемые шестерни;
4 – стальные шарики
Однако, при схеме крепления рабочей камеры с упрочняемыми шестернями на токарном станке имеется более широкая возможность ва- рьирования параметрами отработки (скорость вращения, количество и размеры шариков и др.) упрочняемых деталей.
Пример характеристик шероховатости, полученной на зубьях конических шестерён приведён на рис. 7 и 8, а фотографии на рис. 9 и 10.
Применённый для упрочнения деталей фторированный углерод представляет собой порошкообразный - порошок с химической формулой (СFx)n, от белого до серого цвета без механических примесей. Фторированный углерод обладает водо- и масло-отталкивающими свойствами, не воспламеняется и не возгорается. Термически устойчив до температуры 400°С. Производитель порошка фторированного углерода АО «Галополимер».
Результаты оценки упрочнения приведены в таблице. Получение подобных результатов упрочнения на токарном станке требует больших затрат времени.
ЗАКЛЮЧЕНИЕ
-
1. Разработаны две технологии ДМА подшипников и зубчатых колёс привода стартёра, применяемого для запуска газотурбинных двигателей.
-
2. Для реализации этой технологии на подшипниках разработаны: рабочая камера; рецептура рабочей жидкости (смесь двух масел с введением присадки (СFх)n и определены параметры реализации ДМА (температура, времени выдержки, частоты резонансного возбуждения рабочей жидкости) и др.
-
3. Для упрочнения зубьев конических шестерён привода стартера при молекулярном армировании путём наклёпа металлическими шариками, также разработана и апробирована технология реализации ДМА, повышавшая прочность поверхностей зубьев до 20%. С этой целью предложено два варианта упрочнения зубьев шестерён стальными шариками: 1 – при возбуждении колебаний шариков на вибростенде и при установке камеры на токарном станке, когда упрочняющее действие шариков обусловлено вращением камеры.
При лабораторной оценке упрочнения ресурс работоспособности подшипников повышался порядка 15...20%.
Оба способа показали идентичные результаты упрочнения оптимальные при повышении твёрдости порядка 20%.
Примерами успешного применения данной технологии является его использование для упрочнения зубчатых колёс конических шестерён и подшипников качения. Подобные технологии могут создаваться для широкого круга деталей.

Рис. 7. Профилограмма
Рис. 8. П р офилограмма
Рис. 9.
Рис. 10.
п оверхности зуба конической шестерни до упрочнения (Ra= 0,76мкм).
повер х ности зуба коничес к ой шестерни после у прочнения (Ra= 0 ,45 мкм).
По в ерхность з у ба к оническо й шестерни д о упрочнен и я
Пов е рхность зуба пос л е упрочнения (Ra= 0,45мкм) х 400
(Ra = 0,76 мкм) х 400
Таблица. Оценка повышения микротвердости и энергии активации упрочнения методами микротвёрдости и склерометрирования
|
№ |
Наименование |
Микротвердость Н ц , кГс/мм2 |
Энергия активации * П деф , (ДЖ/ММ3) |
||
|
п/п |
операции |
До упрочнения |
После упрочнения |
До упрочнения |
После упрочнения |
|
2 |
Упрочнение поверхностей зубьев конической шестерни |
624, 651, 693 |
662, 702, 715 |
8,5^24,5 |
10,1^27 |
Примечание: * - при глубине царапин 1,5…5,8 мкм
Список литературы Технологии молекулярного армирования поверхностей трения зубчатых зацеплений и подшипников привода стартёра газотурбинных авиадвигателей НК-14СТ
- Громаковский Д.Г., Ибатуллин И.Д., Шигин С.В. Нанотехнологии диффузионного молекулярного армирования (ДМА) поверхностей // Сб. тр. VIII международной конференции «Трибология и надёжность». СПб.: Изд-во ПГУПС, 2005. C. 166-168.
- Громаковский Д.Г. Новые технологии упрочнения поверхностей на нано-микроразмерном уровне // Известия Самарского научного центра РАН. 2014. Том 17. № 1. С. 18..21.
- Громаковский Д.Г. Разработка средств обеспечения высокой работоспособности узлов трения аэрокосмической техники // Сб. трудов XIII Международной конференции Трибология и надежность, 2013. СПб. С.171-176.
- Разработка и внедрение нанотехнологий в узлах трения аэрокосмической техники / Д.Г. Громаковский, Е.П. Кочеров, А.Г. Ковшов, М.В. Макарьянц // Труды VIII Международной научно-практической конференции «Нанотехнологии - производству 2012», ЗАО «Концерн «Наноиндустрия», 2012. Фрязино. С. 33-43
- Громаковский Д.Г. Разработка нанотехнологий для повышения работоспособности поверхностей трения // Сборник материалов Всероссийской научно-технической интернет-конференции с международным участием «Высокие технологии в машиностроении», 2010. СамГТУ. С. 125-127.
- Громаковский Д.Г., Носов Н.В., Шигин С.В.Эффективные методы обработки и контроля прочности поверхностей деталей. LAP LAMBERT Academic Publishing. Германия, 2017. 404 с.
