Технология балансировки абразивных кругов, используемых для шлифования пар трения методами детанационного напыления

Автор: Воронин Валерий Николаевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 4-2 т.18, 2016 года.
Бесплатный доступ
Приведена методика балансировки шлифовального инструмента при помощи детонационного напыления керамического покрытия на торцевые стороны абразивного круга.
Абразивный круг, детонационные технологии, балансировка, роторная система
Короткий адрес: https://sciup.org/148204676
IDR: 148204676 | УДК: 621.921
Detonation balancing technology of abrasive disc used for grinding friction pairs
The technique of balancing the grinding tool using detonation spraying ceramic coating on the front sides abrasive disc.
Текст научной статьи Технология балансировки абразивных кругов, используемых для шлифования пар трения методами детанационного напыления
чается в уравновешивании абразивного инструмента путем напыления корундового покрытия на боковые стороны круга с одновременным их упрочнением. Способ позволяет управлять процессом балансировки не внося существенных изменений в традиционный технологический процесс изготовления и не увеличивая значительно себестоимость изготовления кругов.
Высокая (сверхзвуковая) скорость напыляемых частиц (600…1000 м/с) и возможность высокоточного позиционирования деталей во время нанесения покрытия, позволяет осуществить балансировку вращающихся абразивных инструментов с использованием в качестве балансирующего груза порций (навесок) порошкового материала, разогреваемого и разгоняемого энергией взрыва.
Для решения задачи балансировки созданием корректирующей массы путем детонационного напыления балансирующего материала, необходимо обеспечить условия совмещения пятен напыления с точкой балансировки. Такой подход требует расчета упреждения момента формирования выстрела по времени с учетом множества факторов, определяющих взаимное перемещение потока частиц и точки балансировки. При этом возможно несколько вариантов.
Первый заключается в том, что балансируемый круг вращают на рабочих частотах и определяют положение точки балансировки (полярных координат) и значение корректирующей массы. Далее ротор останавливают, позиционируя точку балансировки, совмещая ее с осью ствола. Затем совершают выстрелы, добиваясь равенства массы напыленного груза и рассчитанной корректирующей массы:
M k = im о П , (1)
где Mk – корректирующая масса, i – количество выстрелов, m 0 – масса порошка, поступающего в дозатор, п — коэффициент использования порошка.
Из (1) можно определить необходимое количество выстрелов для достижения корректирующей массы:
M i = —- m 0П
Далее процесс балансировки повторяют итеративно начиная с вращения балансируемого круга на рабочих частотах и определения дисбаланса.
Такая система наиболее проста, но не является оптимальной по времени и точности, т.к. для расчета корректирующей массы требуется разгонять абразивный круг, а для внесения коррекции массы балансируемый круг требуется останавливать. Расчет требуемого количества выстрелов на следующем шаге алгоритма осуществляется после очередной серии выстрелов. Приемлемая скорость балансировки при этом может быть достигнута для кругов с малым моментом инерции, которые можно очень быстро разгонять, тормозить и точно позиционировать современными системами сервопривода.
Принципиально другой подход подразумевает балансировку круга в процессе вращения на рабочих частотах, на которых обеспечивается требуемая точность синхронизации. При этом акт определения последующего дисбаланса следует после каждого выстрела (внесения коррекции массы). Такой подход требует расчета упреждения момента формирования выстрела по времени с учетом множества факторов, определяющих взаимное перемещение потока частиц и точки балансировки.
Расстояние, которое пройдет точка балансировки за время цикла выстрела 5 = 1 0 v , где v – линейная скорость перемещения точки на цилиндрической поверхности роторной системы; t 0 – длительность цикла одного выстрела и перемещения порошка; при угловых отсчетах угол упреждения задается формулой а = 360| ( 1 - s/ C ) , где C - длина окружности ротора в сечении нормальном к оси ротора, проведенной в точке балансировки C = n D ; D - диаметр окружности; f – частота вращения ротора.
При отсчетах времени, упреждение, отсчитываемое от момента обнаружения точки балансировки и определяющее момент выстрела, задается формулой T = а/F0 = | C/v - 1 0| .
В процессе балансировки абразивный инструмент закрепляют на шпинделе, приводимом в движение от привода вращения. Затем роторную систему приводят во вращение до рабочих скоростей. Далее измерительная система определяет корректирующую массу и положение точки балансировки, затем на основе датчика угла поворота, скорости вращения роторной системы и времени метания частиц детонационной установкой рассчитывается время задержки выстрела. По истечению данного времени управляющая ЭВМ подает команду на осуществление выстрела в систему управления детонационной установки.
Далее осуществляется заполнение ствола газовой детонирующей смесью, дозирование порошка в ствол в требуемом количестве и формируется сигнал инициирования детонации. Продуктами детонации частицы порошка нагреваются и метаются в сторону поверхности балансируемой детали. Достигая поверхности детали, частицы порошка образуют пятно напыления, формирующее корректирующую массу в точке балансировки. Далее повторяется оценка дисбаланса и при необходимости процесс напыления повторяется до достижения корректирующей массы, обеспечивающей балансировку роторной системы с требуемой точностью.
Основной задачей при осуществлении процесса детонационного напыления является создание направленного распространения взрыва в сторону открытого конца ствола и предотвращение его распространения в подающие газовые магистрали. В связи с этим каждая выстрел имеет определенную длительность, в общем случае не равную времени пролета потока частиц до цели (мишени). Выделяют следующие основные этапы и операции при формировании выстрела:
-
- продувка ствола – вытеснение оставшихся продуктов детонации, частиц порошка и непрореагировавших компонентов газовой смеси, время tclear ;
-
- подготовка детонирующей газовой смеси в камере и заполнение ствола, время tgas ;
-
- подача порошка в ствол из дозатора, время td ;
-
- формирование искры ts ;
-
- пролет потока частиц из ствола до поверхности балансировки tfly .
Порядок работы детонационной установки при выполнении выстрела задается заложенной в систему управления циклограммой, определяющей моменты включения и выключения клапанов, заданных в миллисекундах, во время формирования выстрела.
Максимальная продолжительность одного цикла составляет 500 мс (стандартная – 200 мс), что определяется длительностью каждой его стадии.
Перед первым выстрелом с помощью клапанов производится продувка ствола воздухом в течение 200 мс.
После этого открываются клапаны топлива и кислорода. Затем клапаны подачи компонентов взрывчатой смеси закрываются и включаются клапаны воздуха для вытеснения топлива и кислорода из подводящих шлангов, и полостей ствольного клапана. Затем ствольный клапан закрывается, а демпферный объем ствольного клапана соединяется с атмосферой. При этом происходит продувка демпферного объема воздухом. Примерно за 60-80 мс до выстрела открывается клапан дозатора, после инжекции порции порошка в ствол клапан дозатора закрывается и производится поджиг взрывчатой смеси искрой
(«накачка» бобины производится за 2 мс до искры). После выстрела (не менее 10 мс) ствольный клапан открывается и происходит продувка ствола от продуктов детонации. Затем воздушные клапаны закрываются - пушка подготовлена к следующему выстрелу.
Контроль блокировок производится в течение выполнения циклограммы.
Клапаны срабатывают не мгновенно, поэтому подача команд производится с упреждениями, которые задаются управляющей программой.
Перед началом стрельбы программа автоматически проверяет используемые циклограммы на безопасность - проверяется, что:
-
- при заполнении ствола взрывчатой смесью открыт ствольный клапан;
-
- взрывчатая смесь отдувается в камеру зажигания;
-
- перед выстрелом произведена продувка демпферного объема;
-
- во время искры закрыты клапана топлива, кислорода и дозаторы;
-
- после выстрела производится достаточная продувка;
-
- продувка производится при закрытых клапанах топлива и кислород.
Программа допускает, что реальное переключение клапана может произойти в любой момент времени от t1 = t - tпер + tmin до t2 = t - tпер + tmax , где t - заданный циклограммой момент переключения, tmin, tmax - граничные значения допустимого для данного клапана времени переключения, tпер - время переключения. Команду на переключение программа формирует в момент времени t - tпер .
Программа требует, чтобы:
-
- команды открытия клапанов отдавались при гарантированно открытом ствольном клапане,
-
- в момент подачи искры были закрыты клапана топлива и кислорода,
-
- взрывчатая смесь отдувается в камеру зажигания,
-
- перед выстрелом произведена продувка демпферного объема,
-
- после выстрела произведена достаточная продувка ствола,
Программа следит также, чтобы продувка была не короче заданной, и первая команда отдавалась не ранее первой миллисекунды.
При исполнении циклограммы программа следит за соответствием реального состояния каждого клапана заданному состоянию все время, кроме моментов неопределенности от t1-1 до t2 +1 .
В момент инициирования детонации частицы напыляемого порошка должны быть равномерно распределены в объёме детонирующей газовой смеси, поэтому дозатор следует открывать на 40-80 мс (в зависимости от свойств порошка). Слишком короткий вдув уменьшает и делает нестабильной дозу порошка, приводит к зарастанию канала дозатора. Слишком длинный вдув делает неравномерной толщину покрытия. В соответствии со скорострельностью установки задается время т полного заполнения канала дозатора равномерным потоком порошка, которое, практически - равно d/V0, где d - внутренний диаметр канала дозатора, а V0 - скорость частиц порошка на входе в канал. Эта скорость определяется расстоянием h от верхнего края внутренней поверхности ствола до выходного отверстия - щели накопителя и равна V0 = ^2gh , где g - ускорение свободного падения.
Около трети камеры зажигания должно быть заполнено инертной смесью (свеча должна быть во взрывчатом газе).
Поджиг смеси следует производить не позже, чем за 10 мс до открытия ствольного клапана для продувки. За это время в стволе происходит распространение по смеси газов пламени с увеличивающейся скоростью. Пройдя определенное расстояние, горение переходит в детонацию, то есть с этого момента по трубе распространяется детонационная волна со скоростью, строго постоянной для данных геометрии ствола и состава газа.
После достижения детонационной волной открытого конца ствола детонационная волна разрушается, так как может перемещаться только по смеси газов, способной детонировать. Затухающая ударная волна может перемещаться вне ствола, но на расстоянии более 100 мм ее амплитуда близка к нулю. Продукты детонации начинают истекать из ствола в виде сверхзвуковой нерасчетной струи: температура и давление продуктов детонации в стволе уменьшаются; истечение происходит до тех пор, пока давление продуктов на выходе из ствола не сравняется с атмосферным, после чего окружающий воздух засасывается в ствол сначала вблизи стенок, а затем по всему сечению и заполняет большую его часть.
Демпферный объем ствола детонационной установки продувается воздухом в течение не менее 5 мс для полной очистки от продуктов детонации газовой смеси.
На основе вышесказанного, можно сделать вывод, что время tf - от начала формирования сигнала «старт выстрела» до касания потока частиц порошка поверхности балансировки определяется суммой времени момента формирования искры ts, инициирующей детонацию и временем tfly пролета потока частиц из ствола до поверхности балансировки tf = ts + tfly.
Время ts определяется системой управления с высокой точностью. Время tfly также стабильно, что было подтверждено фотографиями потока частиц, выполненных высокоскоростной фотокамерой с формированием сигнала срабатывания затвора по сигналу зажигания, приходящего на катушку формирования искры. При этом в программе управления камерой устанавливается задержка срабатывания затвора, которая задается от 0 до 1300 мкс с интервалом 20 нс, по прошествии которой происходит регистрация изображения с временем экспозиции, установленном в программе управления. После этого изображение передается в ЭВМ для дальнейшей обработки.
Электронно-оптическая стробируемая цифровая камера в составе комплекса высокоскоростной фотосъемки и контроля пространственных параметров детонационного потока при напылении частиц применялась в нескольких направлениях экспериментальных исследований. При съемке процесса вылета газовых продуктов детонации из ствола установки без напыляемых частиц фиксировались скачки уплотнения вытекающего газа с определенной периодичностью, которая имеет зависимость от времени развития газового потока. Первый скачок уплотнения находится на расстоянии двух калибров (40 мм) от среза ствола установки. Через время задержки старта электронного затвора относительно момента подачи сигнала искры на срезе ствола установки Тзад = 1,3 мс, наблюдается 4 – 5 газовых уплотнений, первое из которых на расстоянии около полутора калибров от среза ствола, следующие расположены равномерно на расстоянии 100...120 мм. Через Тзад = 1300 мкс наблюдается до 5 уплотнений.
Зная масштаб изображения, по длине треков частиц и времени экспозиции Тэкс=35,5 мкс определялась скорость частиц в потоке, которая составила в среднем более 400 м/с для времени Т = 1...5 мс, через каждые 500 мкс. Рассчитанные по трекам скорости частиц равны 400-500м/с. Из литературы [3] известно, что частицы могут начать реагировать между собой еще в стволе УДГН, а также следовать друг за другом в результате возникновения детонационных ячеек. Рассчитывая длину трека, предполагается, что трек остается от одной частицы. Толщина некоторых треков на изображении больше диаметра частиц используемого порошка, что можно объяснять параллаксом оптической системы камеры. Некоторые треки имеют периодически повторяющиеся пульсации яркости, что объясняется вращением частиц вокруг своей оси, параллельной оси потока, обусловленное форм-фактором частиц.
Время формирования искры определяется используемым порошком. В частности, для порошка карбида вольфрама ts = 150мс. Время пролета частиц tfly = 3мс.
Таким образом, используя существующие системы детонационного напыления без доработок можно получить минимальное время формирования детонационного потока 153 мс. При этом основное значение для определения максимальной скорости вращения ротора имеет допустимая погрешность этого интервала, которую принимаем равной 0,5 мс.
Схема процесса балансировки абразивного круга приведена на рис. 1. Круг приводится во вра-
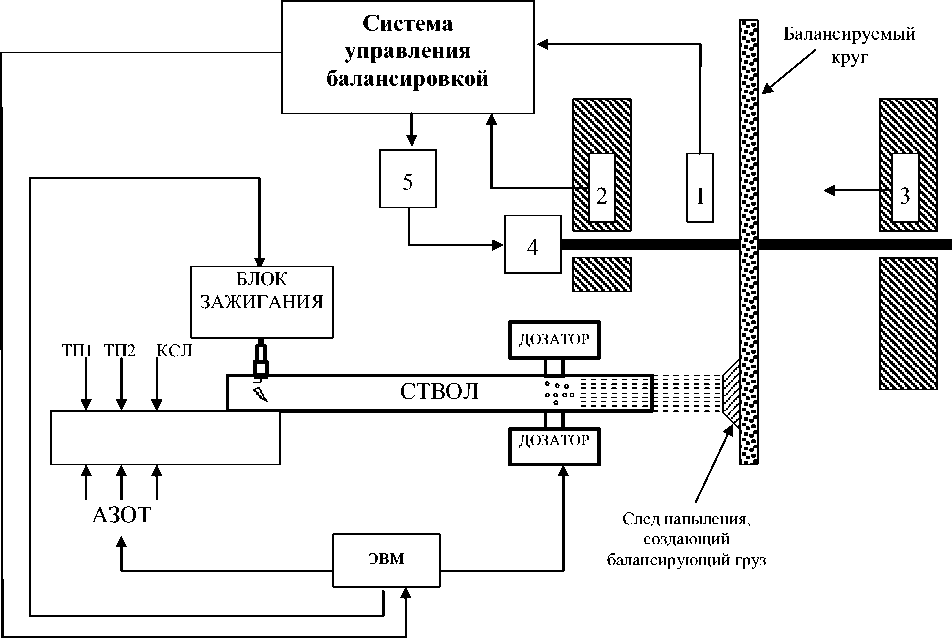
Рис. 1. Схема экспериментального комплекса высокоскоростной фотосъемки и контроля пространственных параметров детонационного потока при напылении частиц на базе детонацинно - газовой установки «Обь»
щение двигателем 4, частота вращения которого определяется системой управления 5, получающим управляющие команды от системы управления балансировкой. Биения, возникающие при вращении круга, регистрируются датчиками 1, 2, 3. Информация с датчиков биения и вибрации поступает на вход системы управления, в которой вычисляется направление и величина центробежных сил и далее точка балансировки. Угловое положение шлифовального круга контролируется энекодером, встроенным в двигатель. Далее определяется момент совпадения точки балансировки и пятна напыления и с рассчитанным упреждением подается команда инициирования детонации и ввода определенной дозы порошка в ствол детонационной установки.
Список литературы Технология балансировки абразивных кругов, используемых для шлифования пар трения методами детанационного напыления
- Детонационные технологии балансировки и упрочнения абразивных кругов/М.В. Ненашев, Д.А. Деморецкий, И.Д. Ибатуллин, С.Г. Ганигин, А.Н. Журавлев, Р.Г. Гришин, А.С. Дьяконов, В.Н. Воронин//Известия Самарского научного центра Российской академии наук. 2012. Т.14. №1(2). С.409-412.
- Воронин В.Н., Ибатуллин И.Д. Технология упрочнения и балансировки абразивных кругов //Инженерный вестник Дона. 2014. №2. URL: http://www.ivdon.ru/magazine/archive/n2y2014/2372 (дата обращения 25.08.2016).
- Кулик А.Я., Борисов Ю.С., Мнухин А.С. и др. Газотермическое напыление композиционных порошков. Л.: Машиностроение, Ленингр. отделение, 1985. 199 с.
