Технология формообразования высокоточных оптических компонентов для оптико-электронных систем наземного и космического базирования

Автор: Горшков Владимир Алексеевич, Савельев Алексей Сергеевич, Невров Артем Сергеевич, Смирнова Александра Владиславовна
Журнал: Космическая техника и технологии @ktt-energia
Рубрика: Контроль и испытание летательных аппаратов и их систем
Статья в выпуске: 3 (26), 2019 года.
Бесплатный доступ
В статье рассматриваются современные технологии изготовления высокоточных оптических деталей, применяемых в оптико-электронных системах космического базирования для проведения научных исследований и дистанционного зондирования Земли. Представлена комплексная технология автоматизированного формообразования (ТЕСАФ) асферических, в т. ч. внеосевых, поверхностей оптических элементов для оптико-электронных систем. В данной работе представлены различные методы формообразования оптических деталей практически с любой величиной асферизации и с различными величинами внеосевого параметра (внеосевая асферика) с достижением точности формы поверхности в пределах λ/60...λ/80 (λ = 0,6328 мкм) по критерию среднеквадратического отклонения. В работе представлены также разработанные внеосевые коллиматоры, предназначенные для формирования эталонного волнового фронта в широком спектральном диапазоне от ультрафиолетового до инфракрасного излучения, в т. ч. - зеркальный коллиматор с адаптивным внеосевым зеркалом, способным изменять формируемый волновой фронт для получения функции отклика исследуемой оптико-электронной системы. Оптические системы, изготовленные по технологии ТЕ САФ, уже успешно применяются в настоящее время.
Формообразование поверхности, асферическая поверхность, интерферограмма поверхности, среднеквадратическое отклонение
Короткий адрес: https://sciup.org/143172146
IDR: 143172146 | УДК: 629.78.05/.08:681.78 | DOI: 10.33950/spacetech-2308-7625-2019-3-77-88
A process for shaping high-precision optical components for ground and space-based electrooptic systems
The paper reviews advanced process for manufacturing high-precision optical components used in space-based electrooptic systems for scientific research and Earth remote sensing. It presents an integrated process for automatic shaping (TESAF) of aspheric surfaces, including off-axis surfaces, of optical elements for electrooptic systems. This paper discusses various methods for shaping optical parts with virtually any degree of asphericity and various values of the off-axis parameter (off-axis aspherics) achieving surface shape precision to within λ/60...λ/80 (λ = 0.6328 micron) by the standard deviation criteria. The paper also presents the newly developed off-axis collimators, designed to shape a reference wavefront within a broad spectral range from ultraviolet to infrared radiation. In particular, a mirror collimator with an adaptive off-axis mirror that is capable of changing the wavefront that is being formed in order to obtain the response function of the electro optical system under study. Optical systems built using the TESAF process are already successfully used.
Текст научной статьи Технология формообразования высокоточных оптических компонентов для оптико-электронных систем наземного и космического базирования
Существенную роль в формировании целостного информационного пространства играют космические системы (КС), оснащенные оптико-электронными камерами (ОЭК), предназначенные, в первую очередь, для навигационных и телекоммуникационных систем, систем связи, оперативного контроля, управления и координации (диспетчеризации), а также для многоцелевых задач наблюдений поверхности Земли. Дистанционное зондирование Земли (ДЗЗ) является одной из наиболее быстро развивающихся областей космической деятельности [1].
Оптико-электронные камеры эксплуатируются для решения комплекса задач в интересах исследования и рационального использования природных ресурсов, лесного и сельского хозяйства, охраны окружающей среды, предупреждения и ликвидации последствий природных катастроф и техногенных аварий, метеорологии и климатологии, транспорта, городского планирования, картографии и ДЗЗ с получением снимков высокого пространственного разрешения [1].
Как правило, в современной оптикоэлектронной аппаратуре (ОЭА) используют асферические зеркала для создания изображения дифракционного качества, в т. ч. из монолитных сверхтонких (отношение толщины зеркала к диаметру 1:50…1:100), облегченных (до 90%), высокоапертурных (1:1) зеркал, зеркал с внеосевой асферикой различной конфигурации и т. д. Тип материала для астрономических зеркал выбирается в соответствии с требуемой спецификацией, условиями эксплуатации и применения оптических систем. Физические характеристики наиболее распространенных материалов, используемых при изготовлении зеркал, представлены в работе [2].
технология формированияоптических деталей
При изготовлении сложных асферических зеркал, имеющих высокую асферичность и точность, требуется применение комплексной технологии формообразования оптических деталей с гарантированным достижением отклонения формообразования в пределах λ /80… λ /100 ( λ = 0,6328 мкм)
по критерию среднеквадратического отклонения (СКО), применяемых в ОЭК космического назначения, работающих в различных спектральных диапазонах.
Создание автоматизированной технологии производства указанных деталей является актуальной задачей, обеспечивающей управление процессом формообразования оптических поверхностей на различных стадиях, в т. ч. минимизацию технологических переходов и получение в результате ее использования оптикоэлектронных систем (ОЭС) нового поколения на базе оптических схем Кука, Корша, Кассергена, Ричи–Кретьена и др. с дифракционным качеством разрешения [3]. АО «НПО «Оптика» разработало и реализовало комплексную автоматизированную технологию формообразования асферических поверхностей с использованием абразивных, магнитореологических и ионных методов воздействия на обрабатываемую поверхность любых типоразмеров — ТЕСАФ [4] (рис. 1).
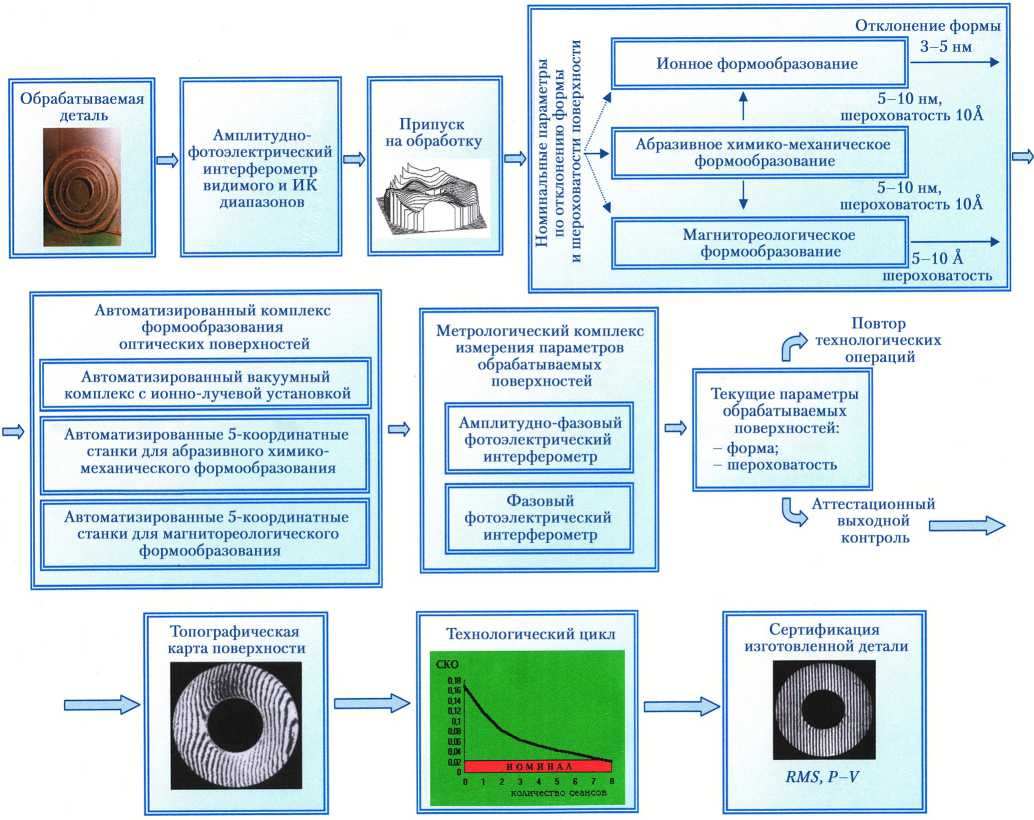
Рис. 1. Комплексная автоматизированная технология формообразования асферических поверхностей ТЕСАФ
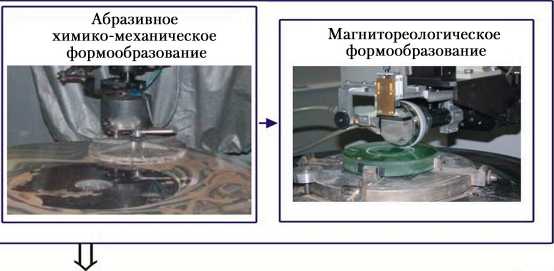
На рис. 2 представлено разработанное технологическое оборудование для реализации системы автоматизированного формообразования (ТЕСАФ), которое включает в себя:
-
• технологическое и станочное оборудование, реализующее техпроцесс;
-
• программное обеспечение;
-
• метрологический комплекс для измерения параметров обрабатываемой поверхности.

Автоматизированный комплекс формообразования оптических поверхностей
Автоматизированный вакуумный комплекс с ионно-лучевой установкой
Компьютеризированный станок мод. АПД-3000 для химико-механического формообразования
Компьютеризированный станок мод. АПД-1000МР для магнитореологического формообразования

Рис. 2. Технологическое оборудование системы ТЕСАФ
Процесс формообразования оптической детали начинается с ее поступления для обработки в автоматизированный комплекс, который состоит из интегрированного оборудования для химикомеханической, магнитореологической [5, 6] и ионной обработки оптической поверхности.
Обрабатываемая исходная поверхность оптической детали контролируется с помощью интерферометра. По результатам контроля определяется припуск на дальнейшую обработку, величина которого может составлять от единиц до сотен микрометров, в связи с чем на этой стадии используются интерферометры видимого или инфракрасного диапазонов. Оптическая деталь проходит от одной до трех стадий последующих технологических циклов для достижения номинальных параметров формы и шероховатости поверхностей:
-
• абразивную химико-механическую обработку на автоматизированных станках для снятия основного припуска методом управляемого шлифования и полирования обработанной поверхности с достижением максимально возможных требований по отклонению формы и шероховатости поверхности;
-
• дальнейшее формообразование поверхности для достижения отклонений формы поверхности 3–5 нм осуществляется с помощью ионного формообразования;
-
• достижение минимальных значений шероховатости до 5–10 Å посредством магнитореологического формообразования.
Для достижения оптимального значения одного из необходимых параметров (формы или шероховатости) возможно комбинированное использование указанных методов. Технологические операции ионного, магнитореологического и абразивного формообразования производятся на вновь разработанном оборудовании, в совокупности представляющем из себя автоматизированный комплекс с едиными технологическими и управляющими программами. Указанные методы как в отдельности, так и в сочетании друг с другом позволяют получить заявленные параметры обрабатываемой поверхности и по отклонению формы, и по шероховатости.
Составляющие теСаф
Для осуществления разработанной технологии специалистами АО «НПО «Оптика»
была сформирована серия автоматизированных полировально-доводочных станков (АПД): АПД-250, АПД-1000, АПД-1000МР, АПД-600, АД-1К, АПД-2000, АПД-3000, АПД-4000, предназначенных для автоматизированного формообразования и доводки асферических поверхностей оптических деталей методом многопозиционной локальной обработки и пространственновременного принципа формообразования с достижением точностных параметров по отклонению формы в пределах λ /60… λ /80 ( λ = 0,6328 мкм). Общий вид одного из станков серии АПД представлен на рис. 3.

Рис. 3. Станок серии АПД (АПД-1000МР)
Создано также множество интерференционных средств контроля плоских, сферических, асферических и внеосевых поверхностей типа ИКИ-10,6 (инфракрасный интерферометр — 10,6 мкм): ПИК-АС (прибор интерференционного контроля для сферических и асферических поверхностей); ПИКА-М (прибор интерференционного контроля асферических поверхностей моторизованный). Общий вид интерферометров показан на рис. 4 и 5. Кроме того, предложены технологические и управляющие программы, реализующие технологический процесс как химико-механического, так и магнитореологического воздействия на обрабатываемую поверхность, а также многообразные технологические средства базирования и разгрузки изготавливаемой оптики.
Разработанная автоматизированная технология позволяет снизить трудоемкость изготовления внеосевых оптических элементов, повысить их точность и снизить массогабаритные характеристики ОЭС при одновременном повышении выходных параметров (угол поля зрения, разрешающая способность, свето-пропускание, увеличение ширины спектрального диапазона и т. д.).

Рис. 4. Прибор интерференционного контроля ИКИ-10,6

Рис. 5. Прибор интерференционного контроля ПИК-АС
разработки на базе теСаф
Одной из последних разработок, успешно применяемой в настоящее время, является ОЭК ДЗЗ высокого разрешения с зеркально-линзовым объективом (рис. 6, 7), изготовленным с использованием системы ТЕСАФ.

Рис. 6. Корпус зеркально-линзового объектива оптикоэлектронной камеры дистанционного зондирования Земли

Рис. 7. Зеркально-линзовый объектив оптико-электронной камеры дистанционного зондирования Земли
Назначением данной камеры является получение изображений объектов в различных спектральных диапазонах при ДЗЗ для научных и гражданских целей.
В качестве инновационных решений панхроматической камеры можно отметить следующие:
-
• оригинальное крепление главного зеркала в конструкции объектива ПКВР;
-
• использование углепластикового корпуса в качестве несущей конструкции;
-
• применение системы «автофокус изображения» по результатам анализа функции передачи модуляции (ФПМ);
-
• оригинальная интерференционная схема контроля вторичного зеркала объектива.
Технические характеристики зеркальнолинзового объектива ПКВР:
диаметр входного зрачка D вх 320 мм;
фокусное расстояние f 2 750 мм;
угловое поле зрения (2 ю ) 1,4 ° ;
диаметр рабочего поля D р 67 мм;
ФПМ на частоте
Найквиста (91 мм–1) ≥0,23;
ФПМ на рабочей частоте (63 мм–1) ≥0,3;
масса объектива
(с приводами, крышкой и элементами СОТР) ≤ 30 кг;
габариты объектива
(с закрытой крышкой) < 0 470x900 мм.
Контроль ОЭК и их компонентов осуществляется с применением разработанных АО «НПО «Оптика» внеосевых коллиматоров (ВК) (рис. 8) с рабочим полем 0 200^1 000 мм [7, 8].
Рис. 8. Общий вид изготовленного на АО «НПО «Оптика» коллиматора ∅ 370 мм, используемого для измерения оптических характеристик оптико-электронной системы
Зеркальный ВК предназначен для формирования плоского эталонного волнового фронта в спектральном диапазоне от ультрафиолетового до инфракрасного излучения. ВК включает в свой состав такие компоненты, как:
-
• внеосевое параболическое зеркало, устанавливаемое в юстируемом блоке. Блок состоит из оправы, предназначенной для базирования и разгрузки зеркала, и юстировочных подвижек, обеспечивающих повороты зеркала вокруг горизонтальной и вертикальной осей;
-
• объективодержатель, предназначенный для установки, юстировки и крепления исследуемого объектива;
-
• фокальный узел, предназначенный для установки тест-объектов (мира, точка, полуплоскость).
Также коллиматоры могут быть дополнены интерферометром и оптическими эталонными компонентами для расширения функций. Внеосевой коллиматор, в зависимости от выполняемых функций, используется для контроля и измерений (табл. 1):
-
• волнового фронта отдельных оптических компонентов, объективов и ОЭК и исследования его характеристик, таких как астигматизм, кома, трехлист-ник, которые могут возникнуть в процессе сборки ОЭС;
-
• концентрации и распределения энергии в кружке рассеяния;
-
• ФПМ.
Основой ВК является внеосевое асферическое зеркало [9]. Такие зеркала изготавливаются с помощью разработанной комплексной программы ТЕСАФ [10].
При создании крупногабаритных ОЭК космического назначения предъявляются жесткие требования к конструкции оптической системы, ее габаритам, компоновке, массогабаритным характеристикам, а также — сохранению качества оптических компонентов в условиях внешнего воздействия факторов космического пространства в процессе эксплуатации. Дестабилизирующие факторы такого вида сказываются на конструкции, нарушая ее юстировку, вследствие чего ухудшается качество изображения исследуемого объекта, поэтому для восстановления и поддержания характеристик качества оптической системы в течение всего срока службы используют системы автоматической юстировки. В качестве такой служебной системы возможно использование разработанной на АО «НПО «Оптика» адаптивной системы с внеосевым зеркальным коллиматором [11] (рис. 9), которая позволяет добиться наилучшего качества изображения и помогает обеспечить надежное функционирование сложных оптических систем с помощью программно-управляемых актуаторов, расположенных на тыльной стороне зеркала.
результаты использования внеосевого коллиматора
Таблица 1
|
Рабочее поле, ∅, мм |
Среднеквадратическая ошибка формируемого волнового фронта СКО (λ = 0,6328 мкм)* |
Фокусное расстояние, мм |
Внеосевой параметр, мм |
Дополнительное оборудование |
|
220 |
λ/50 |
4 012,0 |
200,0 |
Корректор поля, интерферометр |
|
400 |
λ/40 |
6 663,0 |
577,0 |
Фотоприемное устройство с вычислительным комплексом |
|
600 |
λ/30 |
5 976,5 |
600,0 |
Эталонное зеркало |
|
1 000 |
λ/55 |
10 009,5 |
1 790,0 |
Эталонное зеркало |
Примечание. СКО — среднеквадратическое отклонение.
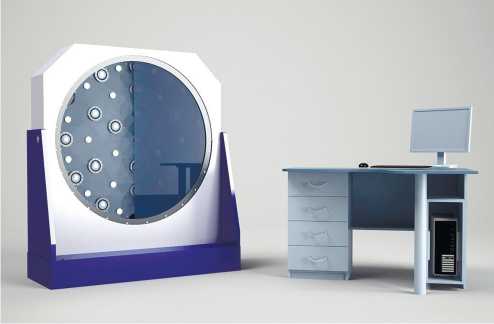
Рис. 9. Cистема адаптации внеосевого асферического зеркала ∅ 1 000 мм
Технические характеристики адаптивной системы [12, 13]: диаметр зеркала диаметр световой зоны количество актуаторов диапазон адаптации отклонение формы поверхности (RMS) после адаптации (λ = 0,6328 мкм) время адаптации датчик обратной связи деформаций рабочей поверхности зеркала система воздействия на форму поверхности диапазон силового воздействия система
1 155 мм;
1 000 мм;
22;
не менее 8 крат;
не более λ /80;
не более 30 мин;
интерферометр;
магнитная;
0,1…3,0 кг;
управления двухконтурная, компьютерно-управляемая.
При исследовании динамики изменения формы поверхности внеосевого асферического зеркала ∅ 1 100 мм с радиусом изгиба рабочей поверхности 18 000 мм при различном пространственном положении была выявлена нестабильность формы поверхности зеркала в диапазоне достигнутых значений СКО от номинальной формы λ /80 до величин λ /20. На основании этого было принято решение осуществить адаптирование формы поверхности внеосевого параболического зеркала. Для этого была разработана система адаптации, в состав которой входит механический блок с расположенной на нем системой актуаторов, осуществляющих физическое воздействие на тыльную нерабочую поверхность зеркала; блок управления и программа адаптации, необходимая для вычисления перемещений актуаторов, обеспечивающих компенсацию искривления рабочей поверхности.
Для каждой конфигурации расположения актуаторов (круговая и прямоугольная сетки) теоретически рассчитаны топографические карты идеальной рабочей поверхности, деформированной воздействием одного актуатора величиной 10 Н со стороны нерабочей поверхности, названные функциями отклика рабочей поверхности на единичное воздействие актуатора (рис. 10).
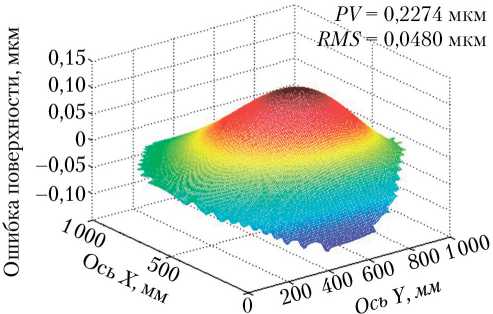
Рис. 10. Вид функции отклика рабочей поверхности на единичное воздействие
В системе адаптации целевой функцией является СКО адаптированной поверхности, зависящее от усилий приводов. В начале работы алгоритма адаптации происходит задание нулевых начальных значений усилий приводов. Затем на основании математической модели происходит вычисление частных производных целевой функции (СКО) по усилиям каждого из приводов. После этого осуществляется определение направления в пространстве усилий приводов, противоположного градиенту целевой функции (СКО). Затем происходит перемещение в пространстве усилий приводов вдоль данного направления на некоторое расстояние и выбор новых исходных значений усилий приводов. Данные действия повторяются итеративно до тех пор, пока не будет найден минимум целевой функции, в котором градиент равен нулю.
При построении математической модели воздействия системы адаптации на оптическую деталь использованы следующие допущения:
-
• функция отклика поверхности на воздействие привода системы адаптации линейно зависит от усилия, вырабатываемого приводом;
-
• функция отклика поверхности на одновременное воздействие двух и более приводов системы адаптации с некоторыми
усилиями равна сумме функций отклика на воздействие каждого из приводов с данными усилиями в отдельности.
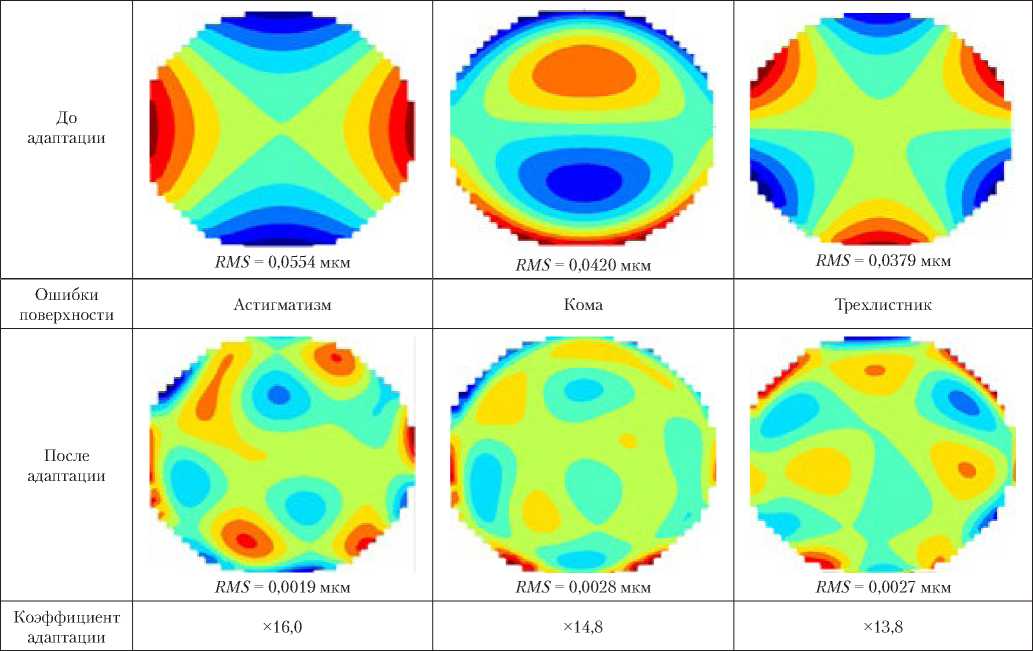
В компьютерной программе адаптации предусмотрена возможность моделировать характерные ошибки поверхности, вносящие аберрации волнового фронта типа астигматизм, кома и трехлистник. При этом можно задать размах и угол аберрации. Также возможно механически вводить ошибку волнового фронта в рабочую поверхность оптической детали, подбирать линейную комбинацию функций откликов, приближенно равную реальной с противоположным знаком, чтобы компенсировать ошибки других компонентов оптической системы. Величины усилий пересчитываются в величины перемещений актуаторов и количество шагов шаговых двигателей.
Выходным параметром программы адаптации, поступающим в систему управления, должно являться количество шагов двигателя, обеспечивающее необходимые для адаптации усилия актуаторов. Задача усложняется тем, что связь между силой отталкивания/притяже-ния магнитов и воздушным промежутком между ними не является линейной.
Учитывая данную зависимость, программа адаптации пересчитывает величины усилий в количество шагов двигателя и передает соответствующий набор команд в систему управления.
Система адаптации позволяет устранять деформации поверхности внеосевого параболического зеркала ∅ 1 000 мм, возникающие в результате внешних механических воздействий. Особенностью коллиматора, входящего в систему адаптации, является изменение формируемого им волнового фронта для получения функции отклика ОЭС.
Разработка представленной адаптивной системы демонстрирует возможность создавать служебные системы автоматической юстировки крупногабаритных ОЭК, в которых процесс адаптации проходит по заранее рассчитанному сценарию и не требует интерференционного контроля поверхности во время работы системы. Становится возможным добиваться требуемой формы поверхности не только за счет механической обработки, но и путем адаптации. Данные, демонстрирующие эффективность работы системы адаптации внеосевого параболического зеркала, представлены в табл. 2.
результаты исследований адаптации внеосевого зеркала ∅ 1 000 мм
Таблица 2
заключение
АО «НПО «Оптика» было изготовлено более 400 оптических элементов различных типоразмеров диаметром 100…3 000 мм для ОЭС различного назначения с применением системы ТЕСАФ. В рамках разработанной автоматизированной технологии формообразования асферических поверхностей, базирующихся на вновь созданном станочном оборудовании и метрологических средствах контроля, становится возможным получение прецизионных внеосевых зеркал для ОЭС космического базирования, в т. ч. для ДЗЗ, в инфракрасном, видимом и ультрафиолетовом диапазонах спектра, а также выявление, наблюдение и сопровождение объектов. Такая технология позволяет получать высокоточные зеркала, которые в настоящее время оказались востребованными и успешно функционируют [3], подтверждая высокую стабильность формы поверхности в процессе эксплуатации, в т. ч. за счет разработанной адаптивной системы. В результате проделанных работ был получен опыт, подтверждающий большие возможности для дальнейших разработок нового поколения ОЭС в различных областях спектра, которые, в свою очередь, предназначены для развития науки и техники.
Список литературы Технология формообразования высокоточных оптических компонентов для оптико-электронных систем наземного и космического базирования
- Лопота В.А., Ермаков П.Н., Фролов И.В. Перспективы развития автоматических космических систем и космических аппаратов // Вестник МГТУ им Н.Э. Баумана. Сер. "Машиностроение". 2011. № 1. С. 5.
- Абдулкадыров М., Семенов А. Современные способы изготовления астрономических и космических зеркал // Фотоника. 2015. № 3(51). С. 62-79.
- Горшков В.А., Васильева Е.Ю., Невров А.С., Щенникова Т.И., Герасименко В.В., Поздняков Ю.И., Скляров С.И. Изготовление и комплексный контроль асферических зеркальных элементов изделия "Аврора-2". Красногорск: ПАО "Красногорский завод им. С.А. Зверева", 2017. С. 186-188.
- Патент 2609610 С1. Российская Федерация. Способ формообразования асферических поверхностей крупногабаритных оптических деталей и устройство для его реализации. Горшков В.А., Невров А.С., Савельев А.С.; заявитель и патентообладатель - АО "НПО "Оптика"; заявка 2015132317; приоритет от 03.08.2015 г.; опубликовано 02.02.2017 г.
- Патент 2592337 С2. Российская Федерация. Способ магнитореологической обработки поверхностей оптических деталей малым инструментом. Горшков В.А., Невров А.С., Куделин А.Н.; заявитель и патентообладатель - АО "НПО "Оптика"; заявка 2014140270/02; приоритет от 06.10.2014 г.; опубликовано 20.07.2016 г.
- Патент 152437 U1. Российская Федерация. Устройство для магнитореологической обработки поверхностей оптических деталей. Горшков В.А., Невров А.С., Куделин А.Н.; заявитель и патентообладатель - ОАО "НПО "Оптика"; заявка 2014140265/02; приоритет от 06.10.2014 г.; опубликовано 27.05.2015 г.
- Патент 160407 U1. Российская Федерация. Устройство для контроля формы плоских поверхностей крупногабаритных оптических зеркал. Горшков В.А., Невров А.С., Савельев А.С.; заявитель и патентообладатель - АО "НПО "Оптика"; заявка 2015135801/28; приоритет от 24.08.2015 г.; опубликовано 20.03.2016 г.
- Патент 169716 U1. Российская Федерация. Устройство для контроля формы выпуклых асферических оптических поверхностей крупногабаритных оптических зеркал. Горшков В.А., Васильева Е.Ю., Щенникова Т.И.; заявитель и патентообладатель - АО "НПО "Оптика"; заявка 2016142163; приоритет от 26.10.2016 г.; опубликовано 29.03.2017 г.
- Внеосевые параболические зеркала [Электронный ресурс]. Режим доступа: www.tydexoptics.com/ru /products/ spectroscopy/oap-mirrors (дата обращения 30.05.2019 г.).
- Горшков В.А., Невров А.С., Савельев А.С. Технология автоматизированного формообразования асферических, в том числе внеосевых, поверхностей оптических элементов для оптико-электронных систем наземного и космического базирования // Тез. докл. конф. "Оптико-электронные комплексы наземного и космического базирования". 25-26 сентября 2014. Лыткарино: ОАО "ЛЗОС", 2014. С. 236-239.
- Патент 2677036 С2. Российская Федерация. Устройство для базирования и крепления крупногабаритных высокоточных зеркал при их формообразовании и контроле. Горшков В.А., Корнеев Н.Г., Куделин А.Н., Казанцев А.О., Невров А.С., Пономарева О.А., Сальникова Л.Ю., Шкурин В.А.; заявитель и патентообладатель - АО "НПО "Оптика"; заявка 2017121547; приоритет от 19.06.2017 г., опубликовано 15.01.2019 г.
- Горшков В.А., Корнеев Н.Г., Невров А. С., Казанцев А. О., Пономорева О.А., Сальникова Л.Ю. Система адаптации внеосевого асферического зеркала 01 100 мм // Тез. докл. науч.-практ. конф. "Оптико-электронные приборы и комплексы". Красногорск: ПАО "Красногорский завод им. С.А. Зверева", 2017. С. 189-192.
- Горшков В.А., Корнеев Н.Г., Невров А. С., Казанцев А. О., Пономарева О.А., Сальникова Л.Ю., Смирнова А.В. Система адаптации внеосевого асферического зеркала 01 100 мм // Материалы IV Междунар. науч. конф. "Лазерные, плазменные исследования и технологии", 30 января - 1 февраля 2018, Москва, НИЯУ МИФИ. С. 443-445.
