Технология и особенности обработки кристаллов топаза и кварца

Автор: Давыдов Сергей Сергеевич
Журнал: Горные науки и технологии @gornye-nauki-tekhnologii
Статья в выпуске: 1, 2011 года.
Бесплатный доступ
Топаз и кварц сегодня стали одними из самых популярных ювелир- ных изделий, но при этом мало кто способен догадаться о сложностях, со- путствующих их обработки. Они связанны с многими этапами классиче- ской схемы обработки ювелирных камней, но при этом для названных ми- нералов так же присутствуют и специфические свойства. The topaz and quartz became today one of the most popular jewels, but thus very few people is capable to guess the complexities, accompanying their processings. They are connected with many stages of the classical scheme of processing of jeweler stones, but thus for the named minerals as there are also specific properties.
Топаз, кварц, минерал, свойства кристаллов, ювелирная вставка, дефект, обработка, варианты обработки, огранка, термоустойчивость цвета, геометрия рисунка
Короткий адрес: https://sciup.org/140215215
IDR: 140215215 | УДК: 671.15
Текст научной статьи Технология и особенности обработки кристаллов топаза и кварца
Топаз и кварц на сегодняшний день стали одними из самых популярных минералов в ювелирном мире, благодаря их распространенности в сырьевом виде, легкости в обработки и финансовой доступности в виде готовой продукции. Месторождение топаз есть на всех континентах, синтез кварца протекает легче, чем выплавка стали, твердость этих материалов сравнительна низкая при условии богатой цветовой гаммы – вот небольшой перечень тех свойств, что позволили этим материалам прочно закрепиться в сегодняшней ювелирной промышленности. Но сами минералы привлекательны только своими свойствами – внешний их вид способен поразить и увлечь лишь минерологов, понимающих все тонкости и сложности образования правильных кристаллических форм.

Рис.1. Ювелирные вставки из топазов и кварца.
Тому же, кто не посвящен во все тонкости науки минералов хочется видеть красивую ювелирную вставку (рис. 1) в кольце или кулоне, для создания которой может потребоваться несколько дней работы и преодоление целого ряда технических проблем.
Процесс создания ювелирной вставки включает в себя несколько этапов, первым из которых идет исследование минерала на наличие пороков структуры, возможные точки выхода их на поверхность, и ориентирование будущего изделия в общем объеме кристалла. Существует несколько видов дефектов, характерных соответственно для топаза и для кварца. У первого минерала это включения волос рутила [1], просматриваемые порою только в определенных направления, т.е. в большинстве положений камень может смотреться абсолютно прозрачным, но в нескольких определенных будет видно, как внутренне пространство пронизывает множество серебристо-белых нитей. Так же часто встречаются группы газовых включений, расположенных в одной плоскости и называемых «шторами». Подобно «волосам» этот дефект различим только в определенных направлениях, что вызывает затруднения при обработке, когда они «внезапно» проявляются.
В кварце также встречаются волосы и шторы, но, в отличие от топазовых, они различимы в любом из направлений просмотра. Сложность представляет распределение цвета в объеме кристалла (рис. 2). Как правило, у природных образцов цвет зонален всегда (что некоторое время позволяло отличать природное сырье от синтетики) и может проходить в разных направлениях. К примеру, в аметисте более густые участки цвета визуально складываются в трилистник клевера, что более различимо на отожженных до празиолита образцах. Это свойство неизменно ставит задачу сориентировать будущее изделие в кристалле так, чтобы не получить в итоге камень леопардовой окраски. В целом при изучении кристаллов на дефекты пользуются простым правилом «если кристалл чистый - смотри внимательней».

Рис. 2. Кристалл кварца с различимым переходом цвета: верхняя часть темнее нижней.
Важным моментом является распиливание размеченного кристалла на заготовки, во время которого очень важно точно выдержать запланированные размеры и избежать возможного возникновения пороков операции, таких как появление трещин и сколов. Трещины могут возникнуть от неправильной подачи усилия нажима на кристалл относительно плоскости распиловочного диска, что приводит к изгибанию последнего с последующим искривлением плоскости распиливания, что при условии действия на диск центробежной силы, вызывающей его физическое стремления восстановить изначальное (и единственно возможное) направление движения. Это приводит к возникновению усилия разрыва, направленного на параллельные поверхности пропила, что и является причиной возникновения нежелательных трещин. Нежелательных потому, что усилие нажима направленное точно в плоскости распиливания может привести к созданию одной трещины другого рода (фактически полезной), имеющей ровное направление, становящееся продолжение линии деления и вызывающей ровное раскалывание кристалла по выбранной плоскости. Эта особенности полезна при распиливании с низкой скоростью (2000 – 4000 тыс. оборотов в минуту) средних и крупных образцов (100-1000 грамм), т.к. при делении мелких кристаллов или работе на большой скорости (10 000 – 15 000 тыс. оборотов в минуту) позволяет избежать большинства затруднений. Стоит отметить, что работу на небольших скоростях можно проводить при помощи дисков, шаржированных крупным порошком (100-160 микрон), в то время как на высоких оборотах лучше подойдут диски с порошком 40-60 микрон, что так же позволит избежать возникновения дополнительных сколов.
После получения заготовок их наклеивают на специальные приспособления (на профессиональном сленге их называют «кичи», «китштоки», «оправки» (рис. 3) и т.д.), которые позволяют крепить заготовку в рабочем инструменте. Процесс приклеивания связан с температурным воздействием, т.к. клеящая масса становиться пластичной при 200-300оС.

Рис. 3. Верхний ряд - заготовки, наклеенные на кичи; нижний ряд – возможные формы и виды кичей
Здесь для кварца существует еще одна особенность – внимательное отношение к цвету заготовок и готового изделия. Окраска кварца не термоустойчива и легко теряется при температуре 200-350оС. Для каждого вида кварца существует своя температура и условия потери цвета: так празиолит и яркие цитрины не насыщенных тонов (“Green-gold”, “Шампань”) теряю безвозвратно цвет при 200-250оС, аметист – при 230-300оС, дымчатый кварц и морион – при 270-350оС, при этом морион способен менять цвет в сторону цитрина или празиолита в зависимости от имеющихся в составе примесей. Так же некоторые виды кварца способны постепенно терять цвет при воздействии ультрафиолетовых лучей. К ним относятся некоторые виды синтетических и природных разновидностей зеленых тонов, т.е. празиолит, изумрудный тон и т.п. Они чувствительны к воздействию солнечного цвета и могут побледнеть до прозрачного хрусталя.
Огранка может производиться на приспособлениях различных типов, различающиеся, как правило, методом настройки на обрабатываемые грани полуфабриката. На серийном производстве применяют два типа: устройство «Кристалл» (рис. 4), разработанное для обработки бриллиантов и варианты квадранта с определенным делительным механизмом. «Кристаллы» существуют двух типов: с делением на 16 и 24 части окружности, что позволяет без дополнительных настроек поставить под заданным углом 16 и 24 грани соответственно. Винт микроподачи смещения позволяет настроиться на необходимую плоскость шлифования, что дает возможность поставить любое количество граней, не зависимо от номинальной разбивки делительного механизма приспособления. Это вызывает определенные трудности при повторной обработке некоторых граней, для которых необходимо точно воспроизвести координаты настройки (в частности показатель «1/4 щелчка»).
Более точным являются приспособления, работающие по принципу неподвижности координаты грани, но изначально имеющие больше частей деления окружности. Основными делениями являются 96 и 120, что позволяет собирать сложные рисунки в необходимой последовательности без дополнительных настроек на азимут грани. Такие приспособления имеют съемные делительные шестерни, что дает возможность использовать разбивку на любое не стандартное число граней (80, 50, 56 и т.д.). С подобным инструментом легко создавать необычные геометрии сложных рисунков, но он требует большого внимания при переходе с грани на грань, т. к. ошибка величиною в 1 зуб может существенно испортить всю проделанную работу.

Рис. 4. Внешний вид рабочей части «Кристалла», где расположено посадочное место для кича, и механизмы регулировки углов поворота и наклона.
Какое бы приспособление не применялось – цель остается одна: нанесение граней по заданным параметрам, что выполняется в несколько ступеней. В начале с заготовки снимают избыток объема на планшайбе с крупным зерном (160-125 микрон), что позволит в дальнейшем заниматься только сведением фацетов. На этом этапе возникают затруднения, связанные с хрупкостью материалов, т.к. топаз легко выкрашивается по направления спайности, а кварц – во всех направлениях. В связи с тем, что в производственных условиях любое уменьшение абразивных свойств инструмента приводит к неизменной потере времени, что исключает возможность проводить предварительную обработку на меньшем по размеру порошке. Поэтому съем избыточного объема устраняют на шайбах с керамической связкой, являющейся более мягкой относительно камня, чем металлическая, что позволяет почти полностью избежать образования крупных сколов. После этого следует само нанесение граней на порошке размером 40-28 или 28-20 микрон (рис. 5). Пожалуй, это единственный этап обработки, когда возможные ошибки не связанны с кристаллической структурой материала, а зависят только от внимания огранщика, направленного на точность сведения и постановки граней. Но следует отметить одну особенность: качество поверхности грани после шлифовки будет непосредственно влиять на качество и скорость полировки.

Рис. 5. Шлифование заготовки на керамической планшайбе с размером абразива 28/20 микрон.
Полировка для каждого из названных минералов представляет особый процесс, т. к. кварц и топаз имеют разные показатели твердости, и, к тому же, кварц - материал вязкий[1]. У прозрачных разновидностей это выражено менее сильно, чем у скрытокристаллических - халцедоны на практике обрабатываются гораздо дольше и сложнее, чем обычные кварцевые кристаллы. Сложности при полировке топаза возникают в зависимости от направлений спайности, иногда это проявляется в виде выколов на плоскости и по краям грани, или в виде большого количества параллельно идущих царапин - рисок, которые легко выводятся при смене направления движений обработки относительно вращения планшайбы.
Полировка кварца производиться в довольно строгих условиях: рабочее место обязательно должно быть чистым и не содержать пыли от предварительных шлифовок (одной кварцевой крошки порой достаточно, чтобы испортить часовую работу), полировка производиться только на мелком порошке (не крупнее 1 микрона), грани после шлифовки не должны содержать рисок, отличающихся по глубине от общего уровня шероховатости грани.
Огранка может включать в себя разные методы шлифования и полировки материала, в частности это зависит от характеристик планшайб, на которых ведется обработка. По российской системе шайбы классифицируются по размеру алмазного порошка (1/2, 2/3, …, 125/160, где указывается меньший/больший размер зерен) и его концентрации в связке. В американской же системе существует определенное нанесение алмазного порошка, которое зависит от отношения между размером зерен и их количественным распределение в связке планшайбы. Зависимость выражается в мешах (единица измерения, равная количеству отверстий на
1 линейный дюйм (25,4 мм)). Современный рынок стало не так кто легко удивить какой-либо новой формой огранки, поэтому перед разработчиками новой геометрии камня стоят два вопроса: как создать что-то необычное, что будет выделяться в общей массе и при этом не станет тяжело исполнимым; и как при этом добиться максимальной степени возможного блеска в камне, в то время как ювелиры требуют снижение вертикальных размеров камня для экономии металла на изделия с ними, что в итоге приводит к возникновению «пустых» камней – лишенных возможности не только разложить свет на составляющие цвета, но и полностью отразить его. Сейчас моделировать новые виды огранок стало достаточно легко – в распоряжении дизайнера такие программы как Gem_cad (рис. 6). Они позволяют создать трехмерную модель с предполагаемыми параметрами, четким указание азимутов смещения на каждую грань, их градусной мерой, а так же позволяет спроецировать прохождение светового потока через «готовый» камень, что упрощает понимание будущей «игры» и блеска изделия. В создании геометрии существует множество секретов, позволяющих варьированием параметров создавать шедевры при условии легкости изготовления, ведь самые увеличение количества граней не равносильно повышению красоты камня, а во многих случаях даже наоборот.
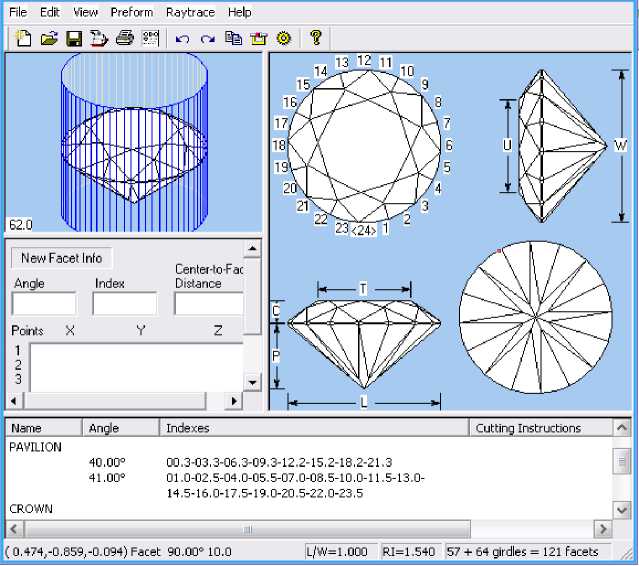
Рис. 6. Рабочее окно программы Gem_cad с созданной моделью огранки.
Огранка может быть ремеслом, профессией или искусством, в зависимости от навыков, желаний и вкусов огранщика. Некоторые считаю приемлемым гранить камни по представлениям мастеров древности – если дополнительные грани возникли, то камень готов; другие стараются создать технически грамотную композицию плоскостей, но есть и те, кто способен раскрыть все оттенки цвета кристалла и многократно отразить из глубины камня неповторимое сочетание бликов света чередующихся с вкрапление радужными искр. Топазы и кварцы не могут соревноваться с алмазом по игре красок или соперничать с сапфиром и рубином по стойкости к времени, но при правильной обработке они могут быть не менее привлекательными, чем любой драгоценный камень первой группы, будь то изумруд или корунд.
Список литературы Технология и особенности обработки кристаллов топаза и кварца
- Шуман В. Драгоценные и полудрагоценные камни/В. Шуман; пер. с нем. -М.:ЗАО «БММ», 2006.-312с.:ил.
