Технология изготовления кузнечных изделий из могильника Дюрсо близ Новороссийска (К проблеме различных производственных традиций)
")
Автор: Л.С. Розанова, Н.Н. Терехова
Журнал: Краткие сообщения Института археологии @ksia-iaran
Рубрика: Публикации и полевые исследования
Статья в выпуске: 216, 2004 года.
Бесплатный доступ
Короткий адрес: https://sciup.org/143183899
IDR: 143183899
Текст статьи Технология изготовления кузнечных изделий из могильника Дюрсо близ Новороссийска (К проблеме различных производственных традиций)
В обеих группах погребальных комплексов могильника Дюрсо богато представлен железный инвентарь, особенно оружие.
В настоящее время ранние этапы железообрабатывающего производства на Северном Кавказе изучены достаточно подробно (Терехова и др., 1997), что же касается раннесредневекового периода, то мы располагаем лишь отрывочными технологическими характеристиками кузнечных изделий из памятников Восточного Причерноморья (Бгажба и др., 1990. С. 184—195). Материалы из Дюрсо расширяют наши представления об особенностях развития железообработки в этот период. Интерес вызывает, конечно, и возможность сравнительного анализа технологических характеристик кузнечных изделий из двух групп погребальных комплексов могильника.
Предметы, отобранные для металлографического анализа, разделены на две группы. Первую составляют восемь предметов вооружения из погребений с трупоположениями (первый - третий хронологический периоды): мечи - 4 экз., кинжал ы - 3 экз., копья - 1 экз. Во вторую группу вошли 23 поковки из погребений с трупосожжениями (четвертый хронологический период): сабли - 4 экз., копья - 2 экз., стрелы -8 экз., топоры-
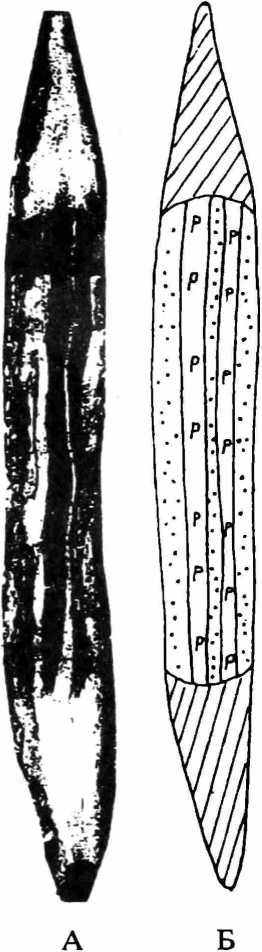
Рис. 1. Могильник Дюрсо
А - фотография макрошлифа поперечного сечения меча из погребения 300 (ан. 1407), увеличение в 2,5 раза (светлое - сталь, темное - железо); Б - технологическая схема изготовления меча.
секирки - 1 экз., ножи - 2 экз., кресало (?) — 1 экз.» стремена -4 экз., лука седла - 1 экз.2
В металлографически исследованной коллекции изделий из первой группы (обряд трупополо-жения), представленных оружием только ближнего боя, наиболее ранним является меч из погребения 300, датируемого автором раскопок второй половиной V в. (Дмитриев, 1982. С. 100). Меч находился в погребении в сломанном на три части состоянии. Сохранились серебряные детали ножен и рукояти. Накладка ножен была покрыта тисненым орнаментом Дмитриев, 1979а. С. 222).
Для микроскопического исследования был взят образец с полного поперечного сечения одного из обломков клинка. Клинок плоский, двулезвийный, имеет линзовидное сечение, ширина полотна 5 см. Как показало микроскопическое исследование (ан. 1407), клинок был изготовлен в сложной технике с использованием различных приемов сварки. Основа клинка сварена из трех стальных и двух железных полос: на поверхность клинка выходят стальные полосы, затем идут железные, в центре снова проходит стальная полоса (рис. 1). Сварные швы четкие, тонкие, чистые. Стальные полосы имеют равномерную мелкозернистую (зерно № 7-8) феррито-перлитную структуру, содержание углерода 0,2-0,3%, микротвердость 151, 160, 206 кг/мм2. Структурная составляющая железных полос - феррит имеет высокую микротвердость (383, 420 кг/мм2). На шлифе железные полосы визуально выделяются ярким блеском. При травлении реактивом Стэда окраска их практически не изменилась, что свидетельствует о повышенной концентрации в металле фосфора.
На основу клинка с двух сторон были наварены лезвия из высокоуглеродистой стали способом торцовой наварки. Клинок меча подвергнут термообработке - закалке. Структура наварных лезвий: на острие мартенсит, далее троостит и сорбит (микротвердость соответственно 572,322,274 кг/мм2).
Таким образом, можно констатировать, что данный меч демонстрирует высокое кузнечное мастерство и целесообразность технологической схемы. Основа клинка была достаточно упругой, благодаря сочетанию мягких и твердых полос (подчеркнем, что роль твердых полос выполняло в данном случае высокофосфористое железо). Лезвия после заточки закаленной стали приобрели твердость и, следовательно, остроту.
По оригинальности и сложности технологии рассмотренный меч можно сравнить лишь с оружием, выполненным в технике сварочного Дамаска, которая предполагает наварку стальных лезвий на основу, сваренную из мягких и твердых полос металла. При этом одной из характерных особенностей является использование твердого фосфористого железа (Антейн, 1973). Отличие исследованного нами меча от изделий, выполненных в технике сварочного Дамаска, заключается в расположении свариваемых полос основы. В нашем случае они расположены параллельно поверхности клинка, тогда как в технологии сварочного Дамаска положение полос по отношению к поверхности было перпендикулярным, благодаря чему на поверхности клинка появлялся узор. Если при этом полосы определенным образом скручивали, то узор приобретал сложные очертания.
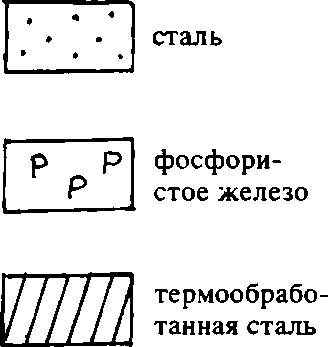
Три других меча из исследованных нами происходят из погребений, относящихся к V-VI вв. (Дмитриев, 1979а. С. 222), причем два из них обнаружены в захоронениях лошадей3 (погребения 12, 13). Мечи однотипные: они имеют обоюдоострый клинок (длина 80-90 см, ширина 4 см) линзовидного сечения (рис. 2). Рукоять короткая, черешковая, прямоугольного сечения (длина 10-14 см, ширина 1-1,5 см) отделена от клинка четкими прямоугольными плечиками. На рукоятях всех трех клинков имеются отверстия от заклепок, крепивших деревянную накладку (следы ее не всегда сохраняются). На одном из исследованных мечей (ан. 1406) сохранилось прямое перекрестие длиной 9 см, шириной 0,7 см.
Для металлографического исследования было отобрано несколько образцов с клинка (2/3 поперечного сечения) и с рукояти.
Технология изготовления мечей оказалась разной. Наиболее простой способ выявлен на мече (ан. 1405, рис. 2) из конского захоронения 13: он был откован целиком из железа. Следов преднамеренного улучшения лезвийного края не обнаружено. Однако качество самих кузнечных работ оказалось достаточно высоким: металл хорошо освобожден от шлаковых включений, феррит мелкозернистый (№ 7-8), микротвердость 160, 206, 221 кг/мм2. Это наблюдение плохо увязывается с тем, что поперек
•j итог 9іг ина HVd ииіоүозхаү үшиіэни виниГпяооэ зиэшш
клинка проходит прослеживаемый визуально грубый сварной шов, соединяющий внахлест две части полотна клинка. Вероятнее всего, перед нами следы починки сломанного оружия.
Меч (рис. 2, ан. 1406), длина клинка 78 см, ширина 4 см, из конского захоронения 12 был откован, как показало микроскопическое исследование, из стальной заготовки, местами обезуглероженной в процессе формовки клинка. Содержание углерода колеблется от 0,2-0,3 до 0,6-0,7%. Структура металла - феррит с перлитом (микротвердость перлита 254, 274 кг/мм2), на отдельных участках перлит сорбитообразный (микротвердость 350 кг/мм2); в обезуглероженных местах микротвердость составляет 170, 193, 236 кг/мм2. Структура сорбита позволяет говорить о применении термической обработки - мягкой закалки.
Меч (рис. 2, ан. 1404), длина клинка которого равна 82 см при ширине 4 см, происходит из погребения 100. Он был откован из пакетированной заготовки, сваренной из нескольких полос железа и малоуглеродистой стали. Структура - феррит, феррит с перлитом, микротвердость феррита 206, 221 кг/мм2, феррито-перлитной структуры - 206, 236 кг/мм2. Величина зерна колеблется от 4-5 до 6-7 баллов. Металл загрязнен шлаковыми включениями.
В исследованной коллекции оружия из группы погребений, совершенных по обряду трупоположения, присутствуют три кинжала (рис. 2): один (ан. 1413) происходит из захоронения лошади 4, которое автор раскопок связывает с погребением 300 и датирует второй половиной V в.; второй (ан. 1414) - из погребения 500, датируемого автором раскопок первой половиной VI в. (Дмитриев, 1979а. С. 226); третий (ан. 1412) - из подъемного материала с территории кладбища. Все кинжалы однотипны. Они имеют вытянуто-треугольное лезвие линзовидного сечения и черешковую рукоять прямоугольного сечения. Характерной особенностью являются “вырезы” у основания клинка при переходе его в рукоять по два с каждой стороны.
Как показало микроскопическое исследование, по качеству материала и по технике исполнения выделяется кинжал из захоронения лошади 4. Общая длина изделия - 31,5 см, длина лезвия - 26 см, ширина у рукояти - 4 см. Образцы для исследования были взяты с острия клинка и с одной из его сторон (ан. 1413). Металл клинка оказался настолько твердым, что на одном из участков клинка выпил образца произвести не удалось.
При микроскопическом исследовании установлено, что клинок откован из высокоуглеродистой стали с последующей термической обработкой. На острие клинка обнаружена мелкоигольчатая структура мартенсита (микротвердость 824 кг/мм2). На образце, взятом с одной из сторон клинка ближе к рукояти, структура оказалась сорбито-трооститная с более низкими показателями микротвердости (микротвердость 296, 350, 383 кг/мм2) по сравнению с острием.
Очевидно, разные структурные показатели связаны с тем, что при закалке клинок опускался в твердую закалочную среду (в воду) постепенно, вертикально, острием вниз. Такой режим термообработки оптимален для колющего оружия, изготовленного из высокоуглеродистой стали.
Клинок кинжала (ан. 1414) из погребения 500 (длина клинка - 30,7 см, ширина 4 см) откован из неравномерно науглероженной стали (образец взят на одной из сторон клинка). Возможно, лезвие клинка доработано вхолодную, о чем говорит некоторая удлиненность структурных составляющих. Структура - феррито-перлитная, содержание углерода колеблется от 0,1-0,2 до 0,3-0,4%, микротвердость 193, 221, 236 кг/мм2.
Третий кинжал (ан. 1413) имеет длину 31,7 см, длина клинка 21,5 см, ширина 4 см. Изготовлен из пакетированной заготовки, сваренной из нескольких полос железа и малоуглеродистой стали. Структурные составляющие: феррит, феррит с перлитом; микротвердость феррита 170 кг/мм2, ферритоперлитных зон 221 кг/мм2. Перлит видманштеттного вида.
В рассматриваемую группу входит наконечник копья из погребения 492 (рис. 2, ан. 1415). Перо вытянуто-листовидной формы линзовидного сечения (длина - 14 см, ширина у основания - 4 см) плавно переходит во втулку с сомкнутыми краями (длина - 12 см, диаметр - 2,5 см).
Образец для микроскопического исследования взят с одной из сторон пера. Как установлено, наконечник копья откован из неравномерно науглероженной стали с последующей мягкой закалкой (структура - феррито-перлитная, иногда приобретающая сорбитный характер). Содержание углерода 0,5-0,8%, микротвердость 236, 274, 350 кг/мм2.
В коллекции предметов, отобранных для металлографического анализа из погребений, совершенных по обряду трупосожжения (вторая группа), представлено оружие ближнего и дальнего боя, а также предметы снаряжения воина и бытового назначения.
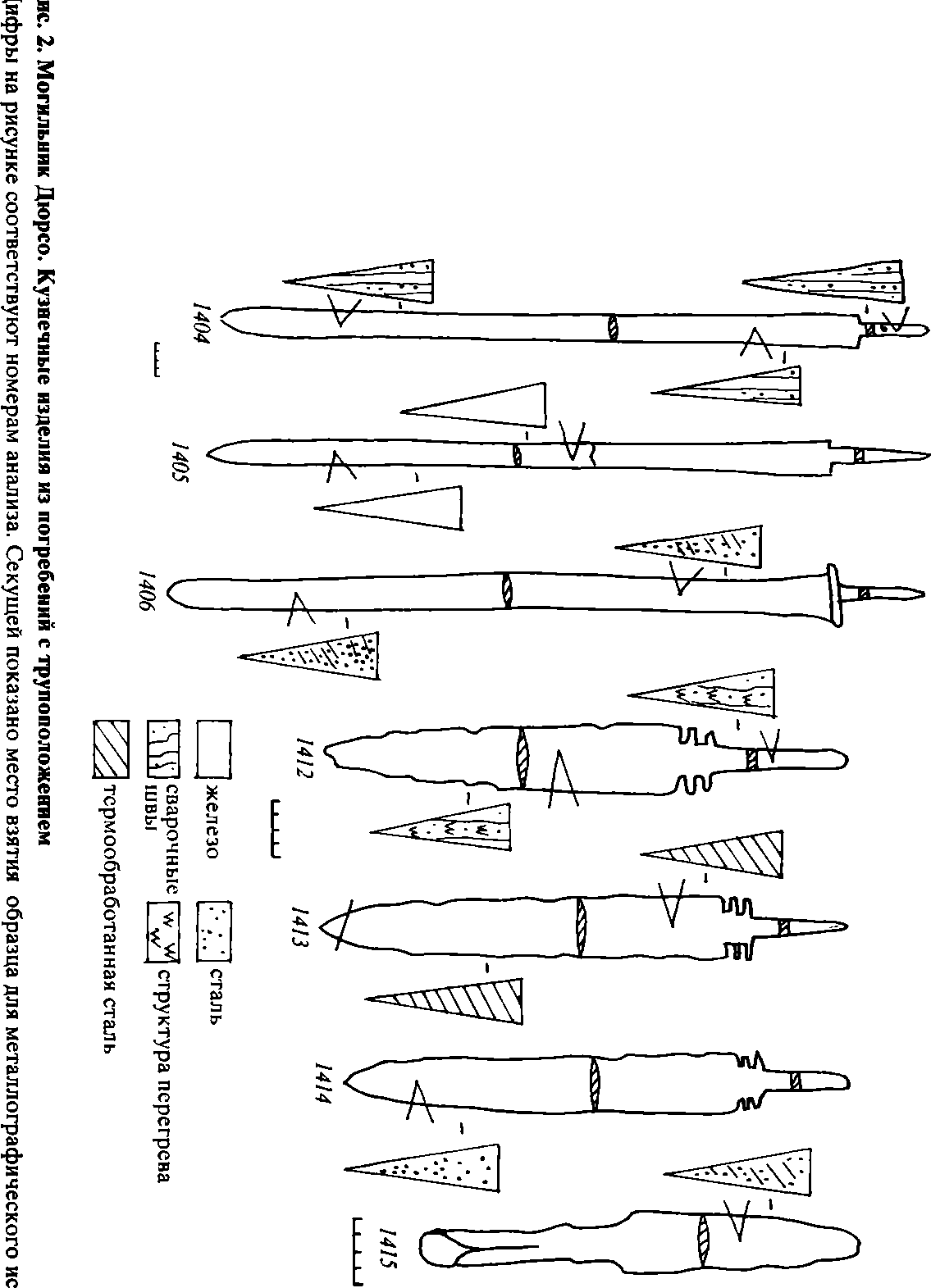
Исследовано 4 сабли (рис. 3). Все они однотипные. Размеры колеблются от 84 до 89 см, клинок слабо изогнут, на большей своей части он однолезвийный (сечение треугольное) и только конец клинка длиной 15-17 см - двулезвийный (сечение линзовидное), ширина клинка - 2,5-3 см; рукоять короткая, черешковая, иногда слабо изогнута (длина 10-11 см). На ней отверстия от заклепок. Перекрестие у трех экземпляров фигурное, с округлыми концами и с рельефно выступающим ромбовидным украшением в центре, у одного экземпляра - перекрестие прямое. У основания клинка иногда сохраняется обойма.
Для металлографического анализа отбирались образцы как с однолезвийной части клинка, так и двулезвийной. Наиболее простая технология изготовления зафиксирована у изделия (ан. 1408, рис. 3), происходящего из погребения 155. Общая длина сабли - 85 см, длина обоюдоострой части - 15 см. На образцах, взятых с однолезвийной и двулезвийной частей клинка, выявлена структура феррита. Размеры зерна крайне неравномерные (от мелкого до очень крупного). На фоне зерен феррита выделяются включения нит-ридов железа. Микротвердость феррита колеблется в пределах 122-181 кг/мм2. Металл сильно загрязнен шлаковыми включениями.
Таким образом, можно констатировать, что сабля была откована из железа низкого качества. Приемов по улучшению режущих свойств лезвия не выявлено.
Сабля (ан. 1409, рис. 3) из погребения 123 имеет длину 84 см, длина обоюдоострого конца 16 см. Как показало микроскопическое исследование трех проб, взятых с клинка, сабля была откована из заготовки, сваренной из двух
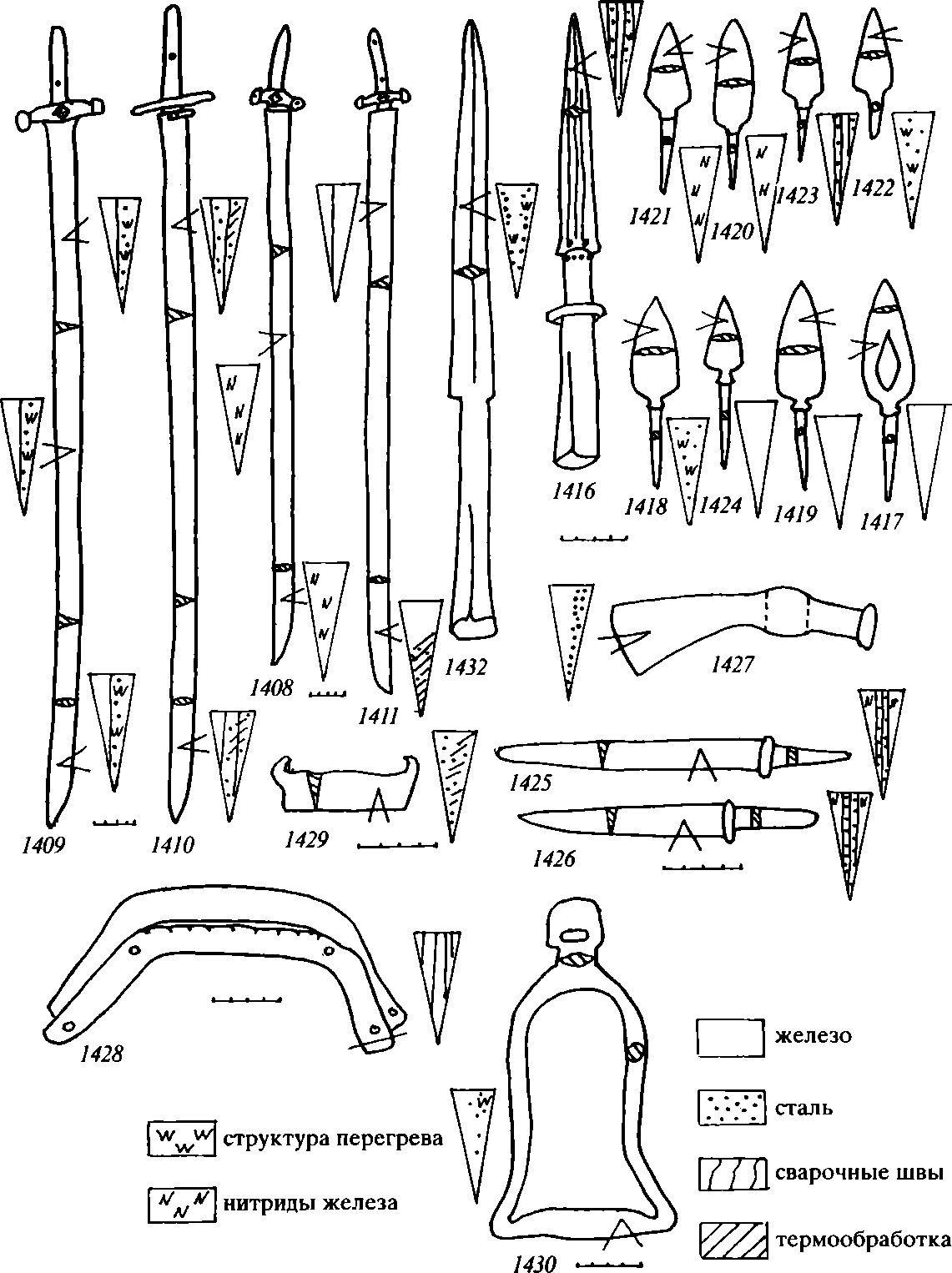
Рис. 3. Могильник Дюрсо. Кузнечные изделия из погребений с трупосожжением
Цифры на рисунке соответствуют номерам анализа. Секущей показано место взятия образца для металлографического исследования полос металла - железа и малоуглеродистой стали (содержание углерода 0,1-0,3%)- Зерна феррита средние и крупные, микротвердость 151,206 кг/мм2. Металл сильно загрязнен шлаковыми включениями. Сварной шов широкий, забит шлаками. Металл при ковке был перегрет, о чем свидетельствует структура видманштетта и выгорание углерода на поверхности изделия.
Сабля (рис. 3, ан. 1410) из погребения 8 имеет длину 84 см, длина двулезвийного конца - 18 см. Для анализа взяты пробы с однолезвийной и обоюдоострой частей. Микроскопическим исследованием установлено, что клинок был сварен из трех полос: железа и сырцовой стали. Микротвердость феррита 122-160 кг/мм2, в зернах феррита - включения нитридов железа. Содержание углерода в феррито-перлитных зонах от 0,1 до 0,5% (микротвердость 181-236 кг/мм2). На отдельных участках перлит имеет следы мар-тенситовой ориентировки, что заставляет предполагать закалку изделия.
Сабля (рис. 3, ан. 1411) из погребения 23 имеет длину 89,5 см, длина двулезвийного конца клинка - 15 см. Образцы отобраны как из однолезвийной части, так и двулезвийной. Как показало микроскопическое исследование, основная часть клинка была сварена из двух полос железа (микротвердость феррита 151-181 кг/мм2). Двулезвийный же конец клинка откован из единой полосы железа, подвергнутой цементации. Можно предположить, что эта полоса была наварена на основную часть клинка. Готовое изделие прошло термическую обработку, о чем говорят сохранившиеся следы мартенсито-вой ориентировки в структуре перлита и его повышенная микротвердость (254-350 кг/мм2).
В число оружия из второй группы, подвергнутого металлографическому изучению, входят два наконечника копий из погребений 26 (рис. 3, ан. 1416) и 30 (рис. 3, ан. 1432). Изделия имеют узкое вытянутое перо ромбического сечения длиной 14 см (ан. 1416) и 21,5 см (ан. 1432). Втулка сомкнута, длина 11,5 см (ан. 1416) и 13 см (ан. 1432). У экземпляра из погребения 26 перо украшено продольными рельефами, а основание пера - небольшими круглыми углублениями. На втулке этого наконечника имеется подвижное кольцо. Пробы брались с одной из сторон пера.
Как показало микроскопическое исследование, наконечник копья (ан. 1416) откован из пакетированного металла: заготовка сварена из полос железа и малоуглеродистой стали. Зерна феррита очень крупные (№ 1-2), микротвердость 206 кг/мм2. Содержание углерода в феррито-перлитных зонах 0,1-0,3%; перлит имеет видманштеттный вид, микротвердость 236 кг/мм2. Шлаковых включений в металле очень много.
Наконечник копья (ан. 1432) выполнен в иной технологической схеме. Перо копья, откованное из железной заготовки, подвергнуто поверхностной цементации (постепенное увеличение углерода наблюдается по направлению к поверхности). Зона с ферритной структурой крупнозернистая, микротвердость 122-128 кг/мм2. Содержание углерода в феррито-перлитной зоне 0,1-0,4%, микротвердость 181, 221 кг/мм2, перлит видманштеттного вида.
Следующая категория из исследованных изделий - наконечники стрел (рис. 3). Пять из них (ан. 1420-1424) происходят из погребения 26, три (ан. 1417-1419) из погребения 30. Стрелы в основном однотипны: имеют плоское подтреугольное перо линзовидного сечения, отделенное четкими плечиками от черешка круглого сечения. Длина пера 4,5-5,5 см, ширина у основания - 1,5-2,5 см, длина черешка 3-5 см. Только один экземпляр стрелы, происходящий из погребения 30, отличается от других тем, что перо его имеет в средней части сквозное отверстие в виде вытянутого ромба (ан. 1417).
Технология изготовления наконечников стрел простая. Пять экземпляров (ан. 1417, 1419-1421, 1424) откованы из железных заготовок, не отличающихся хорошим качеством проковки: металл засорен шлаковыми включениями, зерно феррита неравномерное, часто крупное. Микротвердость феррита колеблется от 135 до 206 кг/мм2. На фоне зерен феррита в ряде случаев зафиксированы включения нитридов железа. В эту же группу входит и наконечник стрелы из погребения 30, типологически отличный от других.
Два экземпляра наконечников стрел (ан. 1418, 1422) откованы из малоуглеродистой сырцовой стали с содержанием углерода 0,1-0,3%. Структура имеет видманштеттный вид, у поверхности наблюдается обезуглерожен-ность. Микротвердость составляет 160, 170, 181 кг/мм2.
Один наконечник стрелы (ан. 1423) сформован из пакетированной заготовки, сваренной из нескольких полос железа и малоуглеродистой стали (содержание углерода 0,1-0,2%). Микротвердость феррита 170 кг/мм2, местами повышается до 236 кг/мм2. Металл сильно засорен шлаками.
Металлографическому анализу подвергнут один экземпляр топора-се-кирки (ан. 1427, рис. 3) из погребения 30. Общая длина 12 см. Корпус топора изогнут, обушок - молотковидный, проух - овальной формы (2,5 х 1,7 см). Для определения технологии изготовления лезвийной части образец взят с продольного сечения лезвия.
Микроскопическое исследование показало, что корпус топора был откован из железной заготовки (микротвердость феррита 143 кг/мм2). Феррит разнозернистый, на фоне ферритных зерен видны включения нитридов железа. Лезвие дополнительно подвергнуто односторонней поверхностной цементации (структура - феррит с перлитом, микротвердость 193, 221 кг/мм2).
Металлографически исследованы стремена (рис. 3, ан. 1430) и обкладка луки седла (рис. 3, ан. 1428). Оба предмета происходят из погребения 26. Технология изготовления их проста. Стремя выковано целиком из железа со следами естественной науглероженности, микротвердость 160 кг/мм2, обкладка луки седла - из заготовки, сваренной из нескольких полосок железа (микротвердость феррита 170 кг/мм2). Металл загрязнен шлаками.
Кресало (рис. 3, ан. 1429) происходит из погребения 26. Изделие отковано из неравномерно науглероженной стали с последующей термической обработкой: структурное состояние - феррит, перлит, сорбит, микротвердость соответственно 193, 221, 254 кг/мм2. Изделие испытывало сильное воздействие огня, о чем свидетельствуют такие признаки, как характер структуры (сорбит отпуска) и обезуглероженность поверхности.
Любопытна технология изготовления двух ножей (рис. 3, ан. 1425, 1426), происходящих из погребения 30. Оба изделия близки по форме: удлиненное лезвие с прямой спинкой, короткий черенок, отделенный от лезвия уступами, на клинке имеется обойма. Общая длина ножей - 14,5 см (ан. 1426) и 16 см (ан. 1425), длина лезвия - соответственно 9,5 и 12,5 см.
Микроскопическое исследование образцов, взятых с 2/3 поперечного сечения лезвия, выявило одинаковую технологическую схему изготовления обоих орудий, которую можно рассматривать как аналог трехслойного пакета. В то же время есть и существенное отличие. Если в истинном трехслойном пакете материалом для центральной полосы, выходящей на режущую кромку, всегда служила высокоуглеродистая твердая сталь, то в данном случае была использована пакетированная заготовка, сваренная из нескольких полос мягкой малоуглеродистой стали (либо одна полоса, свернутая в несколько раз). Она четко отделяется от железных боковых полос сварными швами. Микротвердость феррита в железных полосах составляет 170-181 кг/мм2, феррито-перлитной структуры в центральной полосе - 128, 143, 151 кг/мм2. На фоне ферритных зерен видны включения нитридов железа.
Итак, на основании металлографического анализа мы получили технологические характеристики железных изделий из двух групп погребальных комплексов могильника Дюрсо, которые различаются как по типу погребального обряда, так и хронологически. Различаются погребальные комплексы и по категориальному составу, в частности, по предметам вооружения. В тех же случаях, когда виды оружия совпадают (например, наконечники копий встречаются в обеих группах), они различаются типологически.
Сравнительный анализ технологических характеристик двух групп изделий демонстрирует и резкие различия в технологии производства и в характере используемого сырья.
Для первой группы изделий характерно применение качественного сырьевого материала, хорошо освобожденного от шлаковых включений, а также тщательная обработка поковок: металл мелкозернистый, немногочисленные шлаковые включения мелкие, тонкие, вытянутые в направлении ковки; в большинстве случаев отсутствуют следы перегрева.
Основным сырьевым материалом является неравномерно науглерожен-ная сырцовая сталь: процентное содержание углерода в ней, как правило, соответствует показателям средне- и высокоуглеродистой стали. Очевидно, этим объясняется отсутствие приемов цементации готового изделия. Кузнецы, по-видимому, располагали достаточно большими объемами поделочного материала, что позволяло им не прибегать к пакетированию заготовок.
Технология изготовления изделий сводилась к простым операциям свободной кузнечной ковки цельнометаллических заготовок. Единственным приемом, улучшающим рабочие качества изделий, была термическая обработка - твердая закалка (в воду).
Среди изделий первой группы уникальным, как уже отмечалось, является меч, выполненный в технологии наварки стальных лезвий на основу клинка, сваренную из полос твердого фосфористого железа и мягкой стали.
Для второй группы изделий характерно использование низкокачественного сырья, сильно загрязненного крупными шлаковыми включениями. В основном это железо и малоуглеродистая сталь. Сталь с повышенным содержанием углерода отсутствует. Низкое качество сырьевого материала не улучшалось путем кузнечной обработки. Достаточно характерной особен- ностью металла этой группы является присутствие включений нитридов железа (в восьми случаях из 20 исследованных)4.
Как правило, изделия изготовлены либо целиком из железа и малоуглеродистой стали, либо сварены из нескольких полос этих же металлов. Используется прием цементации поверхности готового изделия.
Трудно определить, насколько часто применялась термическая обработка, равно как и оценить, насколько соблюдался температурный режим ковочных операций, поскольку предметы происходят из погребений с сожжением. В то же время с уверенностью можно говорить о том, что большинство предметов второй группы имели вторичное воздействие значительного нагрева.
Таким образом, рассмотрение технологических характеристик коллекций из двух хронологически разновременных групп погребальных комплексов отчетливо выявило различия в производственных традициях. Это относится как к получению и обработке сырья, так и к использованию технологических приемов.
Если исходить из мнения автора раскопок, что первая группа погребений оставлена населением, переселившимся сюда с Крымского полуострова (готы-тетракситы), то логично обратиться, в первую очередь, к материалам, происходящим с этой территории. К сожалению, сведения о кузнечном ремесле населения Крыма в интересующий нас период скудны. По существу имеется лишь единственная публикация (Вознесенская, Левада, 1999). Речь идет о материалах из некрополя Ш—IV вв. Чатырдаг (автор раскопок В.Л. Мьщ). А.И. Айбабин, М.М. Казанский, И.С. Пиоро относят памятник “к кругу североевропейских, германских, а, возможно, готских племен” (Вознесенская, Левада, 1999. С. 252).
С точки зрения хронологии и предложенной этнической атрибуции памятник вполне приемлем для нас как сравнительный объект. Дело осложняется лишь тем, что в отличие от первой группы погребений могильника Дюрсо захоронения в могильнике Чатырдаг совершались по обряду кремации.
Металлографическое изучение 16 железных предметов из Чатырдага было осуществлено в лаборатории Института археологии НАН Украины. Основу погребального инвентаря в памятнике, как и в могильнике Дюрсо, составляет оружие. В частности, мечи, кинжалы, наконечники копий. Некоторые экземпляры из Дюрсо имеют прямые аналогии в материалах из Чатырдага. Это прежде всего относится к длинным обоюдоострым мечам с прямыми плечиками и рукоятью-штырем. Один такой меч входил в исследованную коллекцию из Чатырдага. Авторы указывают на центральноевропейское происхождение подобного оружия (Вознесенская, Левада, 1999. С. 253).
Мечи из Дюрсо, типологически и технологически близкие мечу из Чатырдага, также входят в круг изделий центральноевропейского (германско- го) происхождения. Для производства этого оружия характерен простой набор технологических приемов: использование цельножелезных заготовок, цельностальных из неравномерно науглероженной стали, или сваренных из полос железа и неравномерно науглероженной стали (пакетирование). При этом фиксируется высокая культура обработки поделочного материала.
Иную производственную традицию демонстрирует меч (ан. 1407) из Дюрсо, выполненный в технологической схеме наварки стальных лезвий на основу, сваренную из полос фосфористого железа и мягкой стали. Технологические характеристики этого изделия указывают на связи с производственной культурой римского мира.
Еще одна категория изделий - кинжалы с вырезами у основания клинка - присутствует как в могильнике Дюрсо, так и в Чатырдаге. Технология изготовления одного экземпляра из Дюрсо (ан. 1412) и экземпляра из Ча-тырдага идентична: заготовка сварена из полос железа и стали. Структура металла имеет признаки перегрева (видманштетт).
В целом, сравнивая технологические характеристики большей части кузнечного инвентаря первой группы погребений из могильника Дюрсо и изделий из некрополя Чатырдаг, можно говорить о близости производственных традиций населения, оставившего указанные памятники. Традиции эти отражают общий уровень технического строя варварского мира Центральной и Юго-Восточной Европы (Вознесенская, Левада, 1999. С. 262).
Что касается изделий из второй группы погребений могильника Дюрсо, то явные технологические соответствия мы находим в материалах некоторых памятников на территории Хазарского каганата. Так, для кузнечной техники племен салтовской культуры характерно использование в качестве основного поделочного материала железа и малоуглеродистой стали. Распространенным приемом является пакетирование. Причем в большинстве случаев оно составляет основу технологической схемы (Толмачева, 1989. С. 146-168). В этом смысле полное соответствие демонстрируют исследованные нами ножи из второй группы погребений. Форма ножей также совпадает с салтовскими экземплярами. Типологическое и технологическое сходство имеют топоры-секирки.
Наиболее яркими из предметов вооружения во второй группе погребений Дюрсо являются сабли. Сравнительные технологические материалы, которыми мы в настоящее время располагаем, свидетельствуют, что при изготовлении сабель применяли весьма разнообразные технологии (Терехова и др., 1997. С. 184; Семыкин, 1997; Толмачева, 2001. С. 66-71). Их отковывали: из цельностальных заготовок (чаще всего из сырцовой стали), из сварных (пакетированных) заготовок, использовали сложные технологические схемы (вварка, наварка, двухполосовая сварка), применяли (редко) цементацию клинка, изготовленного из железа.
Экземпляры из Дюрсо сближаются с изделиями из Волжской Болгарии раннеболгарского времени (Семыкин, 1997. С. 13, 14). Так же, как и в нашей коллекции, там превалируют простые технологии.
Для более глубокого обоснования полученных нами выводов на основе технологического изучения кузнечной продукции из могильника Дюрсо требуется расширение аналитической базы данных по материалам памятников кочевнического круга V-IX вв.
