Технология литья в оболочковые керамические формы с применением алюмоборфосфатного концентрата

Автор: Верцюх С.С., Знаменский Леонид Геннадьевич, Ивочкина Ольга Викторовна
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Статья в выпуске: 36 (253), 2011 года.
Бесплатный доступ
Разработана новая технология изготовления оболочковых керамических форм на алюмоборфосфатном концентрате. Она позволяет ускорить цикл формообразования, исключить сушку форм, улучшить комплекс их физико-механических свойств. В результате улучшается качество поверхности отливок в литье по выплавляемым моделям.
Литейная форма, литье по выплавляемым моделям, этилсиликатное связующее, алюмоборфосфатный концентрат
Короткий адрес: https://sciup.org/147156685
IDR: 147156685 | УДК: 621.74
Casting technology in coating ceramic moulds using alumina-boron-phosphate concentrate
New manufacturing technique of coating ceramic moulds on alumina-boron- phosphate concentrate is developed. It allows to accelerate shaping cycle, exclude drying of moulds, and improve the complex of their physical and mechanical properties. As a result is improves the surface quality of castings produced by investment casting.
Текст научной статьи Технология литья в оболочковые керамические формы с применением алюмоборфосфатного концентрата
Для изготовления точных отливок из черных и цветных сплавов прогрессивными процессами являются технологии литья по выплавляемым моделям в керамические формы на этилсиликатных и жидкостекольных связующих.
Высокое и стабильное качество форм и отливок обеспечивается при использовании связующих, полученных гидролизом этилсиликата (ЭТС) в среде органических растворителей [1]. Однако такой способ подготовки связующего является дорогостоящим и ухудшает условия труда в цехе (использование этилового спирта, ацетона и т. д.).
Перспективным является применение в литье по выплавляемым моделям неорганических связующих, в частности, жидкого стекла. Их широкое внедрение сдерживается из-за недостаточной смачивающей способности соответствующих суспензий, низкой термопрочности керамических форм, их повышенной химической активности и затрудненной выбиваемости. Это вызывает нарушение точности получаемых отливок, пригарообразова-ние на них и повышенную трудоемкость зачистных финишных операций [2].
Кроме того, следует отметить, что при химическом закреплении отверждение каждого слоя как этилсиликатных, так и жидкостекольных покрытий наблюдается лишь с поверхности. В процессе сушки происходит усадка, свободному протеканию которой препятствует неравномерность гелеобразования. В результате возникающие напряжения способствуют появлению в пленках связующего микротрещин, развивающихся в процессе прокалки керамических форм. Поэтому происходит нарушение точности, а в некоторых случаях и коробление форм, снижающие качество отливок.
Известно применение металлофосфатов для изготовления керамических форм в литье по выплавляемым моделям [1]. Наиболее высокие технологические свойства показала алюмохромфос-фатная связка, но при этом процесс формообразования оставался длительным и многооперационным. Успешно зарекомендовала себя при приготовлении холоднотвердеющих смесей связующая композиция из «нового» поколения металлофосфатов – алюмоборфосфатного концентрата и периклаза [3]. В связи с этим, представлялось рациональным для целевой технологии литья по выплавляемым моделям разработать на основе указанной композиции состав суспензии и способ изготовления, который был бы эффективной альтернативой имеющим в настоящее время наивысшее качество этилсиликатным формам.
При этом предполагалось использовать суспензию на алюмоборфосфатном концентрате и пылевидном кварце, а обсыпку осуществлять зерновым периклазом, являющимся отвердителем к связующему.
Как показали эксперименты, в этом случае обсыпка внедряется в слой суспензии и начинает взаимодействовать с алюмоборфосфатным концентратом с образованием объёмной каркасной структуры из центров отверждения.
В результате сложных реакций между связующим и обсыпкой-отвердителем формируются системы из двузамещенных фосфатов магния, склонных к полимеризации и обуславливающих ускоренное формообразование. Наличие в суспензии фосфат-ионов уменьшает краевой угол смачивания и способствует качественному воспроизведению поверхности восковой модели. Структура прокаленной оболочковой формы, а также химический состав, полученные на электронном растровом низковакуумном микроскопе JEOL JSM 6460LV, представлены на рис. 1.
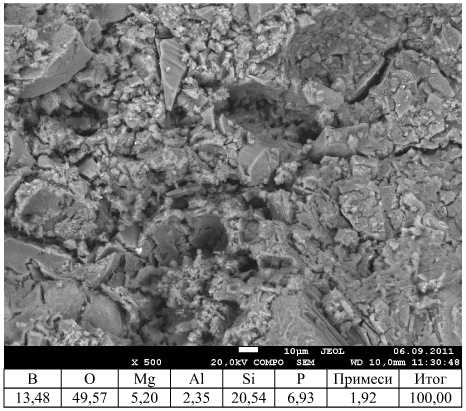
Рис. 1. Структура оболочковой формы на АБФК (х500)
Для повышения трещиноустойчивости керамики предлагается введение в состав суспензии высокопористого материала – керамзита, который создает своеобразный барьер, блокирующий возникновение и развитие трещин. В результате достигается минимальная склонность к образованию трещин керамических форм в процессе их прокалки. С целью установления влияния добавок керам- зита на линейное изменение размеров образцов при нагреве было проведено дилатометрическое исследование разработанной смеси, результаты которого представлены на рис. 2.
Как видно из графика, введение керамзита в суспензию позволяет снизить коэффициент термического линейного расширения в 4 раза, а следовательно , в этом случае значительно снижается вероятность трещинообразования в керамической форме.
В таблице представлены результаты испытаний разработанной смеси по сравнению с базовой технологией литья по выплавляемым моделям на гидролизованном растворе этилсиликата (условное содержание SiO 2 – 14 %, наполнитель суспензии – пылевидный кварц).
В целом, результаты испытаний показывают, что по сравнению с используемой в литье по выплавляемым моделям технологией оболочкового литья в форму на этилсиликате, разработанная технология способствует ускорению цикла изготовления форм в 4–6 раз, повышению первоначальной прочности оболочки и прочности после прокалки при 900 °С более чем в 3 раза. Это создает условия для значительного улучшения качества поверхности сложнопрофильных, тонкорельефных отливок, изготавливаемых литьем по выплавляемым моделям. Кроме того, алюмоборфосфатный концентрат является недорогим, недефицитным, экологически чистым материалом.
Отливка, изготовленная по разработанной технологии на примере отливки «колесо» изображена на рис. 3.
Таким образом, разработанный способ изготовления керамических форм на алюмоборфосфат-ном концентрате решает важнейшую технологическую задачу в литье по выплавляемым моделям по полной замене дорогостоящего, экологически вредного органического этилсиликата, требующего про-
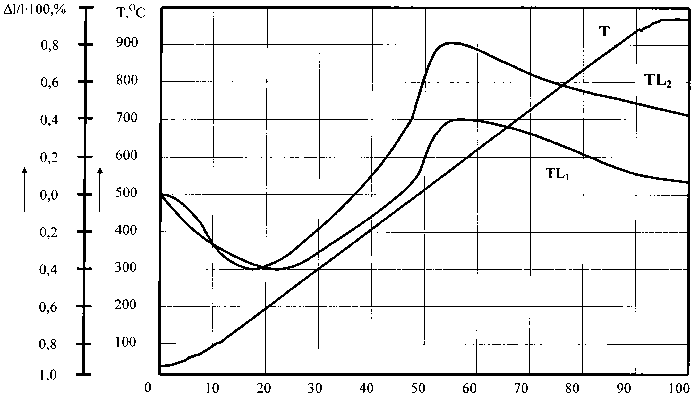
т,мин
Рис. 2. Дилатометрия разработанной смеси: T – изменение температуры во времени; TL 1 и TL 2 – относительное изменение линейного размера образца соответственно с керамзитом и без керамзита
Верцюх С.С., Знаменский Л.Г., Ивочкина О.В.
Технологии литья в оболочковые керамические формы с применением алюмоборфосфатного концентрата
Свойства суспензий и форм на гидролизованном растворе этилсиликата и алюмоборфосфатного концентрата
|
Свойства |
Суспензия и форма на гидролизованном растворе этилсиликата (базовая технология) |
Суспензия и форма на алюмо-борфосфатном концентрате (разработанная технология) |
|
Условная вязкость по ВЗ-4, с |
65…75 |
55…65 |
|
Газопроницаемость керамической оболочки, ед. |
2…4 |
11…16 |
|
Продолжительность изготовления оболочки, ч |
24 |
4…6 |
|
Прочность образцов на изгиб, МПа |
2,8…3,0 |
5,5…6,0 |
|
Прочность образцов на изгиб после прокалки при 900 °С, МПа |
4,0…4,8 |
6,5…7,0 |
|
Остаточная прочность (выбиваемость) образцов, МПа |
2,3…2,5 |
1,0…1,5 |


Рис. 3. Отливка «колесо», изготовленная в оболочковую керамическую форму по разработанной технологии
ведения длительной операции гидролиза с применением пожароопасного этилового спирта. Предложенная технология позволяет изготавливать качественные керамические формы на дешевом безопасном алюмоборфосфатном концентрате, причем с физико-механическими свойствами, не уступающими этилсиликатным формам, а по выбиваемости, газопроницаемости, скорости формообразования существенно их превышающими.
Учитывая улучшенный комплекс технологических свойств керамических оболочковых форм на алюмоборфосфатном концентрате, они могут быть успешно применены практически в любых отечественных и зарубежных цехах литья по выплавляемым моделям.
Список литературы Технология литья в оболочковые керамические формы с применением алюмоборфосфатного концентрата
- Литье по выплавляемым моделям/В.Н. Иванов, С.А. Казеннов, Б.С. Курчман и др.; под общ. ред. Я.И. Шкленника, В.А. Озерова. -М.: Машиностроение, 1984. -407 с.
- Знаменский, Л.Г. Активация физическими полями литейных процессов: моногр./Л.Г. Знаменский, О.В. Ивочкина, В.В. Ерофеев. -Челябинск: Изд-во ЦНТИ, 2009. -249 с.
- Металлофосфатные связующие смеси: моногр./И.Е. Илларионов, Е.С. Гамов, Ю.П. Васин, Е.Г. Чернышевич; под ред. И.Е. Илларионова. -Чебоксары: Изд-во Чувашского университета, 1995. -521 с.
