Технология обогащения маложелезистых апатитсодержащих руд Ковдорского месторождения

Автор: Белобородов Виктор Иннокентьевич, Захарова Инна Борисовна, Андронов Георгий Павлович, Филимонова Нина Михайловна
Журнал: Вестник Мурманского государственного технического университета @vestnik-mstu
Рубрика: Горное дело
Статья в выпуске: 4 т.12, 2009 года.
Бесплатный доступ
В статье представлены лабораторные исследования по обогащению маложелезистых апатитсодержащих руд (МЖАР) Ковдорского месторождения, основанные на применении магнитных и флотационных методов обогащения. Вовлечение в переработку всего объема МЖАР позволит увеличить выпуск концентратов. В результате исследований разработана технологическая схема переработки смеси текущей бадделеит-апатит-магнетитовой руды и МЖАР.
Оао "ковдорский гок", маложелезистые апатитсодержащие руды, магнитная сепарация, флотация, магнетитовый концентрат, апатитовый концентрат
Короткий адрес: https://sciup.org/14294104
IDR: 14294104 | УДК: 622.7
Flotation technology for low-ferruginous apatite-bearing ores, the Kovdor deposit
The paper deals with the laboratory research on low-ferriferous apatite-containing ore concentration (LF АО) of the Kovdor deposit based on magnetic and flotation concentration methods. Processing the whole volume of LF АО will allow to increase concentration output. As a result of investigations the process flowsheet of baddeleyite-apatite-magnetite ore and LF АО in full volume recovery has been worked out.
Текст научной статьи Технология обогащения маложелезистых апатитсодержащих руд Ковдорского месторождения
Практически во всех месторождениях апатитсодержащих руд присутствуют в большей или меньшей степени железосодержащие минералы. К данному типу месторождений относится и ковдорское месторождение маложелезистых руд (МЖАР), представленное апатит-карбонатной (АК) и апатит-силикатной (АС) разновидностями. Первая разновидность развита в центральной части месторождения, апатит-силикатная находится в виде контактных зон с северо-запада и юго-востока залежи (рис. 1).
Практика обогащения МЖАР месторождения Сиилинярви, Финляндия (содержание апатита 8-10 %), Сокли, Финляндия (5-10 % апатита), Белая Зима, Иркутская область (10 % апатита), месторождение апатитоносных карбонатитов (4-10 % апатита), апатит-штаффелитовых руд (10-20 % апатита) основана на использовании флотационных и магнитных методов.
Доля МЖАР в процессе обогащения на ОАО "Ковдорский ГОК" составляет до 20 %, вовлечение в переработку всего объема МЖАР позволит увеличить выпуск концентратов.
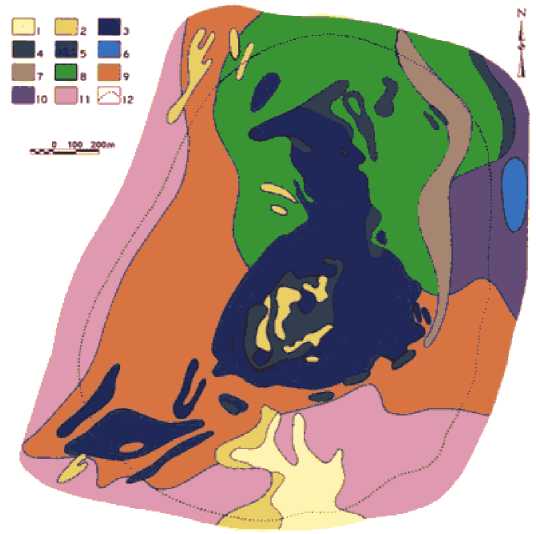
Рис. 1. Геологическая карта Ковдорского месторождения
-
1 – франколитовые руды,
-
2 – карбонатиты,
-
3 – апатит-форстерит-магнетитовые руды,
-
4 – апатит-кальцит-форстерит-магнетитовые руды,
-
5 – апатит-форстеритовые руды,
-
6 – мелилитовые породы,
-
7 – кальцит-флогопит-тремолитовые породы,
-
8 – пироксениты,
-
9 – ийолиты,
-
10 – оливиниты,
-
11 – фениты,
-
12 – контур карьера.
-
2. Разработка технологии обогащения
Вестник МГТУ, том 12, №4, 2009 г. стр.690-693
Исследования по обогащению смеси бадделеит-апатит-магнетитовой руды и МЖАР (20 %) выполнены на пробе руды, химический состав которой представлен в табл. 1.
Получение железорудного концентрата по технологии действующего производства осуществлялось по следующей схеме: дробленая руда проходила I стадию мокрой магнитной сепарации с получением магнитной фракции, которую измельчали в шаровой мельнице до крупности (класс +0,2 мм – 2-5 %, -0,071 мм – 50 %) и направляли на II, III и IV стадию мокрой магнитной сепарации с получением магнетитового концентрата (рис. 2).
Полученный железорудный концентрат соответствует качеству концентрата, выпускаемого в настоящее время на ОАО "Ковдорский ГОК" (табл. 2).
Немагнитная фракция пробы руды (питание апатитовой флотации) при содержании 10,07 % Р 2 О 5 и MgO 22,0 % имеет модуль карбонатности СО 2 / Р 2 О 5 = 1,0.
Измельчение руды осуществляли в шаровой мельнице до необходимой флотационной крупности (класс +0,2мм 10-12 %, -0,071 мм 37-40 %). В качестве реагентов использовали соду, жидкое стекло, жирные кислоты талловых масел и модификатор. При оптимальном расходе и соотношении флотационных реагентов получен апатитовый концентрат с содержанием Р 2 О 5 38,75 %. Технологическая схема получения апатитового концентрата представлена на рис. 3.
Анализ ситовой характеристики концентрата показал, что в классе крупностью -0,05 мм содержание Р 2 О 5 ниже, чем в верхних классах – 33,94 % (табл. 3). Снижение содержания Р 2 О 5 связано с недостаточной селекцией апатита и форстерита в тонких классах. Содержание MgO повышается от 0,85 % в верхних классах до 2,25 % в классе -0,05 мм.
В качестве собирателя при флотации апатита проводились исследования по использованию также МСТМ (мыло сырого таллового масла), МДТМ (мыло дистиллированного таллового масла) – смесь жирных и смоляных кислот, в сравнении с ЖКТМ (жирные кислоты талловых масел). На основании выполненных исследований по изучению влияния собирателей МСТМ, МДТМ и ЖКТМ при флотации
|
Таблица 1. Химический состав пробы руды |
||||||
|
e общ |
CаО |
MgO |
P 2 O 5 |
ZrO 2 |
CO 2 |
SiO 2 |
|
21,75 |
17,79 |
17,32 |
7,03 |
0,123 |
6,84 |
14,55 |
Таблица 2. Химический состав магнетитового концентрата
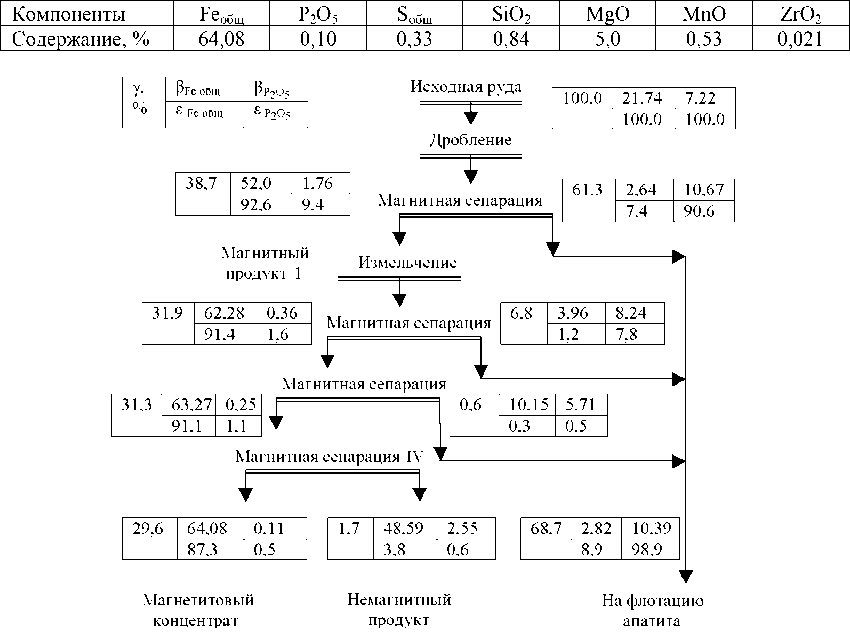
Рис. 2. Технологическая схема получения магнетитового концентрата апатита, магний- и карбонатсодержащих минералов в основной операции можно сделать вывод, что наиболее селективен по отношению к апатиту собиратель ЖКТМ, менее МДТМ и МСТМ (рис. 4-7). При использовании реагентов МДТМ и МСТМ получены качественные апатитовые концентраты с содержанием 38,14-38,73 % Р2О5, но извлечение Р2О5 ниже на 10-15 %, чем при флотации с собирателем ЖКТМ.
Р?2°5 ер2о5
Немагнитная фракция
|
100,0 |
10,03 |
|
100,0 |
Измельчение
38,4
23.64
90.5
Основная флотация апатита
22.5
35,26
79,1
I Перечистка
Контрольная флотация
II Перечистка
16,2
38,75
62,6
Апатитовый концентрат
Камерный . II перечистки
Пенный ▼ контрольной
6.3
15,9
7,19
11,4
19,9
2,46
4,9
Камерный
II перечистки
26.26
16,5
Хвосты
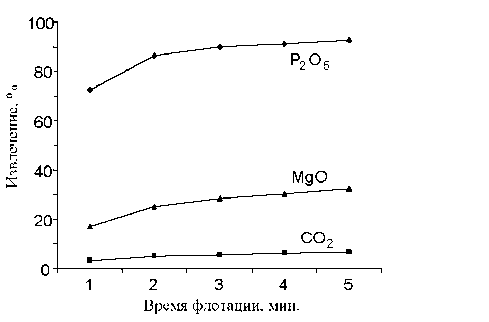
Рис. 4. Кинетика извлечения Р 2 О 5 , MgO, СО 2 в пенный продукт основной флотации собирателем ЖКТМ
Рис. 3. Технологическая схема получения апатитового концентрата
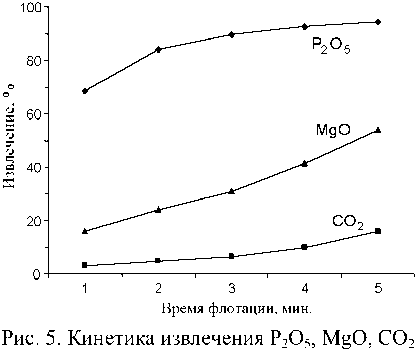
в пенный продукт основной флотации собирателем МДТМ
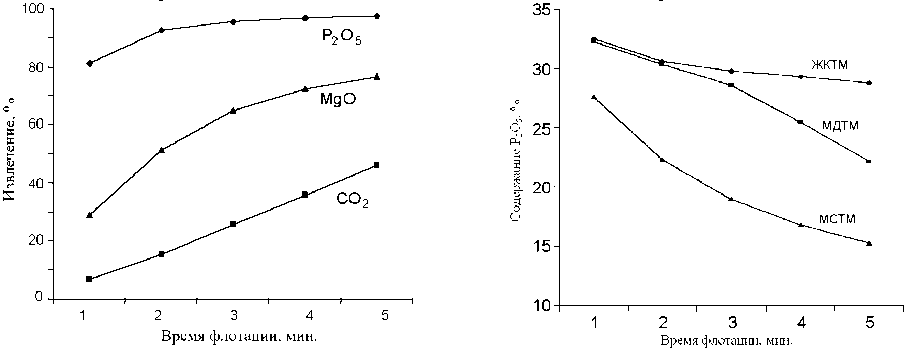
Рис. 6. Кинетика извлечения Р 2 О 5 , MgO, СО 2 в пенный продукт основной флотации собирателем МСТМ
Рис. 7. Зависимость содержания Р 2 О 5 в пенном продукте основной флотации от времени флотации при использовании различных собирателей
Вестник МГТУ, том 12, №4, 2009 г. стр.690-693
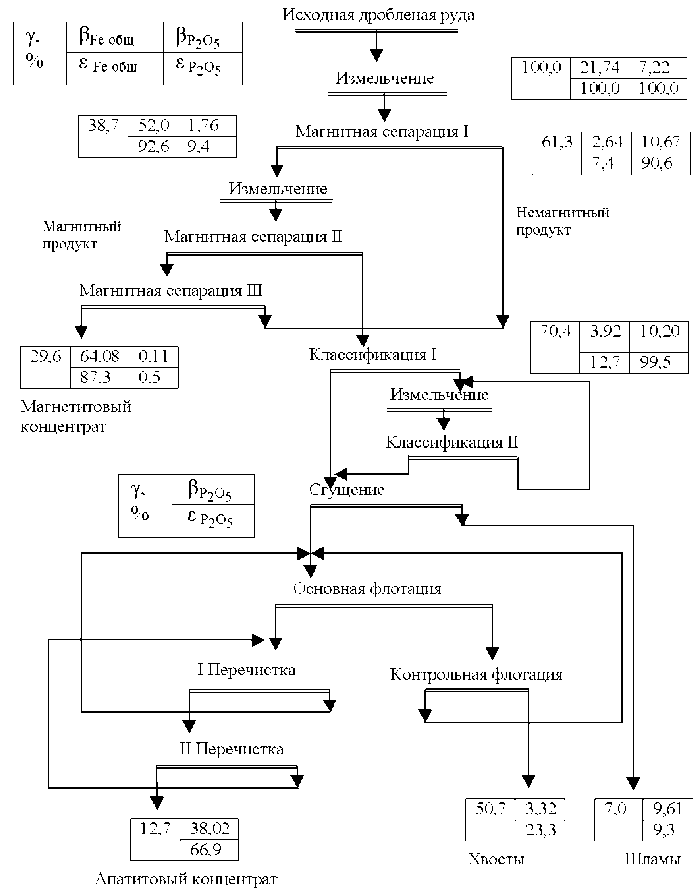
Рис. 8. Качественно-количественная схема обогащения смеси бадделеит-апатит-магнетитовой руды и МЖАР
Таблица 3. Гранулометрический и химический состав апатитового концентрата
|
Класс крупности, мм |
Выход, % |
Содержание, % |
Извлечение, % |
||
|
Р 2 О 5 |
MgO |
Р 2 О 5 |
MgO |
||
|
+0,2 |
8,0 |
40,0 |
0,85 |
8,3 |
4,9 |
|
-0,2+0,16 |
15,6 |
40,19 |
0,86 |
16,2 |
9,8 |
|
-0,16+0,10 |
26,9 |
39,87 |
0,99 |
27,7 |
19,4 |
|
-0,10+0,071 |
11,4 |
39,64 |
1,62 |
11,7 |
13,4 |
|
-0,071+0,05 |
14,2 |
38,79 |
1,30 |
14,3 |
13,4 |
|
-0,05 |
23,9 |
35,64 |
2,25 |
21,8 |
39,1 |
|
Итого |
100,0 |
38,70 |
1,38 |
100,0 |
100,0 |
-
3. Выводы
В результате лабораторных исследований разработана технологическая схема и реагентный режим переработки смеси бадделеит-апатит-магнетитовой руды и МЖАР в соотношении 4:1 (рис. 8). Получен железорудный концентрат с содержанием Fe общ 64,08 %, при извлечении 87,3 % от руды и апатитовый концентрат с содержанием Р 2 О 5 38,02 % при извлечении Р 2 О 5 от исходной руды 66,9 %.
