Технология оценки качества станков

Автор: Никитин А.В., Раменская Е.В., Бургардт Е.В., Филиппов Ю.А.
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 3 (6), 2005 года.
Бесплатный доступ
Рассмотрены вопросы состояния станочного парка страны, проблемы управления вибрационными процессами на основе имитационного моделирования с целью создания новых конструкций станков повышенной точности и конкурентоспособности.
Короткий адрес: https://sciup.org/148175074
IDR: 148175074 | УДК: 621.9.06:531.01
The machine tools quality estimation technology
The machine tools equipment condition questions, vibrating processes control problems was considered on the basis of imitating modeling with purpose of creation of new designs of machine tools with increased precision and competitiveness.
Текст научной статьи Технология оценки качества станков
Производство товарной продукции в различных отраслях народного хозяйства до сих пор продолжается с использованием устаревшего и физически изношенного технологического оборудования, имеющего малую производительность и рентабельность. Отсутствие современной технологии ускоренной диагностики технического состояния эксплуатируемого технологического оборудования с целью вывода его из работы не позволяет принимать обоснованные технические решения без риска значительных потерь производственных мощностей предприятий ведущих отраслей России. Кроме этого, снижение темпов создания новых станков привело к пороговому уровню, свидетельствующему о невозможности воспроизводства даже освоенных ранее прогрессивных конструкций металлорежущих станков.
Ежегодный отчет по мировому производству и реализации металлообрабатывающего оборудования показывает, что на протяжении последних 5 лет лидерами являются Япония и Германия, имеющие по 12 ведущих станкостроительных фирм, созданных ранее по плану Маршалла и входящих в число 30 лидирующих фирм - изготовителей станочной продукции в мире. При этом 2 лидирующие фирмы ежегодно реализуют станки от 1,0 до 1,5 млрд долларов каждая. Российские предприятия станкостроения в этих отчетах не упоминаются, поэтому основной целью Постановления Правительства РФ № 226 от 16.03.2000 являлось определение перспектив развития станкостроительной и инструментальной промышленности для того, чтобы возвратить Россию в лидирующую группу мировых производителей станков.
Следует заметить, что индикатором начала развития и успешного функционирования экономики страны является превышение в 2...3 раза темпов роста выпуска технологического оборудования по сравнению с темпами выпуска потребительской товарной продукции. Но пока в Российской Федерации заметных изменений в этом плане не наблюдается. Основные причины такого положения известны. Главной из них является низкая культура технологии проектирования и изготовления оборудования, особенно по показателям назначения. Консерватизм в станкостроении особенно опасен при освоении и создании новых знаний, базирующихся на фундаментальных основах классической механики [2; 6].
В настоящее время небольшое, казалось бы, ответвление общего машиностроения - станкостроение - испытывает бурный рост, особенно в Китае, в то же время у нас вопросы реальной модернизации производства оборудования отошли на второй план. Так, например, в связи с запуском в производство новых моделей автомашин, характер задач управления и синхронизации мате риальных потоков качественно усложняется. Вопросы закупки нового оборудования конкретных типов и моделей и согласования их характеристик со старым, перестройки структуры и ритмов вспомогательных конвейеров, улучшения планировки размещения оборудования невозможно решить без наличия новой номенклатуры перспективного оборудования. Цействительно, начиная с 1990 г., в России значительно сократился выпуск металлорежущих станков (МРС) и кузнечно-прессового оборудования (КПО) (рис. 1).
Рис. 1. Выпуск станов в России, относительные единицы
Технология производства изделий, обеспечивающая качественные показатели товарной продукции, формирует функциональные требования к точности, жесткости и вибрации технологического оборудования (ТО). Убедительность и достоверность высказанному положению придают имеющиеся материалы по измерению вибрационных характеристик станков по различным компонентам, а также многочисленные публикации по вибрации металлорежущих станков.
На стадии разработки формирование качества нового ТО начинается с анализа динамики и процессов вибрации станков, обеспечивающего ускоренное продвижение их на рынки сбыта. Существующие основные показатели совершенства конструкций ТО: качество, надежность, производительность, безвредность, удобство работы и обслуживания - затрагивают вопросы вибрации. Значимость и важность проблемы снижения вибрации возрастает при создании станков нового поколения . Успешному решению этой проблемы препятствует недостаточность теоретических и практических разработок по формированию конструктивных параметров станков. Создание ТО с нормированными компонентами вибрации является главной задачей повышения их технического уровня.
Реализация идеи снижения и управления вибрацией станков повышает долю нового ТО, соответствующего мировому уровню на 35.. .45 %, а в отдельных случаях - до 100 %, по эффективности эквивалентной 15 % стоимости станков. Ввиду сложности кинематических и динамических процессов, происходящих в ТО, системный анализ и имитационное моделирование целесообразно проводить в сочетании различных элементов и параметров упругой системы станка. Первичная проработка конструкции станка начинается с анализа структурной схемы технологического процесса изготовления детали и изделия на основе типовых конфигураторов (рис. 2).
Модуль Модуль геометрической параметрической точности точности
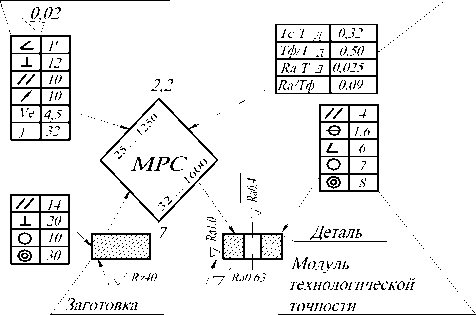
Рис. 2. Станочный конфигуратор для системного анализа технологического процесса
Базовыми показателями качества станка, включенных в станочный конфигуратор, являются численные значения геометрической, технологической, параметрической точ ности, а также компоненты вибрации: виброперемеше-ние, виброскорость и виброускорение, показатели назначения. Оценочные показатели металлорежущих станков различных классов точности представлены в параметрической матрице транзитивности (см. таблицу). Данные показатели учитываются при построении станочного конфигуратора [2; 5].
Необходимость и достаточность числа показателей для оценки качества станка, выбираемых по параметрической матрице транзитивности, принимается экспертным решением. При этом не исключается возможность принятия решения о внесении изменений в блочные показатели геометрической, технологической, параметрической точности.
При формировании модуля геометрической точности конфигуратора следует учитывать ужесточение сдаточных норм на заводе-изготовителе по действующим стандартам и техническим регламентам. Модуль технологической точности формируется на основе значений параметров действующих стандартов и технических условий на нормы точности для соответствующих групп станков.
Численный анализ размеров и допусков по рабочему чертежу детали по параметрам 2...4 позволяет выбрать необходимый класс точности станка, что способствует увеличению эффективности его использования. Начальное численное моделирование процессов в разрабатываемом или эксплуатируемом станке, подлежащем до-
Исходная параметрическая матрица транзитивности системного анализа технологического оборудования
|
Дескриптор оценочных показателей |
Класс точности металлорежущих станков |
||||
|
ISO 230-2 |
- |
Н |
Р |
SP |
UP |
|
ГОСТ 7599, ГОСТ 8 |
Н |
П |
В |
А |
С |
|
+ dt° С участка |
10 |
5 |
2 |
1 |
0,5 |
|
А = Т с / Т д |
0,36 |
0,32 |
0,25 |
0,2 |
0,16 |
|
R = R a / Т |
0,05 |
0,025 |
0,0125 |
0,0063 |
0,0032 |
|
Р Т. Т , 1,6 м |
-1 |
-2 |
-3 |
-4 |
-5 |
|
Квантиль т = 1,6 К |
0 |
-1 |
-2 |
-3 |
-4 |
|
Виброскорость В е , мм/с |
7,2 |
4,5 |
2,8 |
1,7 |
1.1 |
|
Точность ДОС: мкм угловые секунды |
10 3 |
5 3 |
2 1,5 |
1 1 |
0,5 0,3 |
|
Установка по уровню: мм/м угловые секунды |
0,1 20,7 |
0,04 8,3 |
0,02 4,14 |
0,02 4,14 |
0,01 2,07 |
|
Доля ТО: без точной механики в точной механике |
0,54 0,02 |
0,26 0,13 |
0,12 0,28 |
0,05 0,35 |
0,03 0,22 |
|
Модуль нагрузки |
1 |
0,8 |
0,63 |
0,5 |
0,4 |
|
Индекс жесткости |
1 |
1,25 |
1,56 |
1,95 |
2,15 |
|
Неравномерность вращения МГД % кн = 2( w max - w min )/( w max + w min ) механизм подачи |
0,14 0,03 |
0,1 0,02 |
0,07 0,015 |
0,06 0,012 |
0,05 0,01 |
|
Перепад скорости при ступенчатом регулировании, % |
4,1 |
2,6 |
1,2 |
1,2 |
1,2 |
|
Эксцентриситет центра инерции фундамента со станком и центра массы подошвы фундамента, в сторону уклона, % |
5 |
3 |
2 |
2 |
1 |
|
Класс надежности |
0 |
1 |
2 |
3 |
4 |
|
Вероятность безотказной работы |
0,85 |
0,9 |
0,99 |
0,999 |
0,9999 |
|
Радиальное биение, ряд РФ1, мкм |
16 |
10 |
6 |
4 |
2 |
Примечание. Применяемые обозначения: Т , - погрешность станка; Т ] - наименьший допуск на размер детали; R а - шероховатость; Т $ - допуск формы и расположения поверхностей; В е - эффективная виброскорость; ДОС - датчик обратной связи; w max , w min - вариация частоты вращения шпинделя, ходового винта.
работке и модернизации, выполняется с использованием регламентированных значений отдельных параметров станка.
Причиной вибрации являются множество факторов [1; 3; 5; 7]:
-
- конструкторские недоработки: выбор и назначение посадок, центрирование осей вращения роторов, жесткость, спектр частот вращения шпинделя;
-
- производственные факторы: отклонение размеров от чертежа, режимы термообработки, шероховатость, ошибки сборочных и регулировочных работ, базирование заготовок, качество режущего инструмента, приспособлений, масса заготовок и др.;
-
- эксплуатационные режимы: вязкость и чистота рабочих жидкостей, износ, техническое состояние ТО, внешние факторы.
Для нормирования вибрации в технических системах используют: виброперемещение, виброскорость, виброускорение с координатной привязкой к характерным точкам и поверхностям станка, а также добротность станка.
Компоненты вибрации являются интегральными показателями энергонасыщенности отдельных механизмов и станка в целом. Количественные характеристики значений геометрической точности станка непосредственно проявляются в измеряемых значениях компонентов вибрации. Вычисленные или измеренные значения этих компонентов при их сопоставлении с нормативными данными позволяют судить о качестве, жесткости, виброустойчивости и точности станка.
Изменение технического состояния станка проявляется в изменении значений измеряемой компоненты вибрации. Компоненты вибрации определяют на начальной стадии проектирования специальными динамическими расчетами, а достоверность результатов расчетов проверяют экспериментальными измерениями после изготовления первого образца станка в период приемосдаточных испытаний.
Полученные значения компонентов вибрации сравнивают с нормативными данными, включая санитарные нормы по ГОСТ 12.1.012-90. Руководствуясь информацией, полученной в процессе разработки станка, построенными математическими моделями компонентов вибрации, конструктор синтезирует характеристики, обеспечивающие достижение заданных показателей качества и виброактивности.
Характерные точки и области измерения вибрации анализируемых станков - это корпусные поверхности в зоне опор шпинделя, поверхности столов, место контакта станины с фундаментом или полом производственного помещения.
Виброперемещение представляет первую компоненту вибрации. Оно является составляющей перемещения, описывающей вибрацию, характеризующую движение точки или системы при поочередном возрастании и убывании во времени значений параметров [5; 7].
Функциональную зависимость виброперемещения можно записать в виде
5 5 o ■ sin( wt + ф), (1) где 5 o - текущее значение перемещения.
Второй компонентой вибрации является виброскорость, в общем случае представляющая первую произ водную виброперемещения по времени. В большинстве действующих стандартов, регламентирующих вибрацию двигателей и электрических машин металлорежущих станков и рабочих мест, виброскорость нормирована и представляет основную компоненту вибрационных процессов, отражающую особенности изменения энергии в упругой системе. Использование классической энергетической теории, соотношения потенциальной и кинетической энергии вибрационного процесса для свободных колебаний и принципа Релея позволили получить целевые функции вибрации, описывающие виброскорость У в общем случае:
yi = ds v /dt=j(w^). (2)
Главными аргументами целевой функции для каждого компонента являются многоуровневые частоты w . и характерное координатное перемещение х. ". За частотные уровни поперечных колебаний приняты пиковые wp , эффективные w, , минимальные w 1 значения, соответствующие идентифицированным процессам, протекающим в локальном объеме и экстремальных точках станка. Декадные всплески амплитудных значений виброскорости, в частности пиковых значений, характерны как для пусковых и переходных процессов, так и для квазистационарных режимов работы станков, в отличие от традиционных рекомендаций для экспертных оценок конструкций станков.
Из множества частот можно выделить частоты, формируемые и генерируемые непосредственно конструкцией шпинделя и станка.
Частота вибрации по ГОСТ 22061 определяется по функции
Щ р = п ■ d. ■ z / 60 ( d , - d. ), (3) где z - число тел качения в подшипнике; d , - диаметр беговой дорожки наружного кольца подшипника; d . - диаметр беговой дорожки внутреннего кольца подшипника.
Частота вибрации, рассчитываемая по функции (3), является наибольшей, так называемой пиковой интегральной частотой вибрации шпиндельной сборки и всей конструкции станка, которая функционально отражается на пиковом значении виброскорости.
Вторая, локальная средняя частота вибрации станка определяется по функции щм-п^П/30, (4)
где П - частота вращения шпинделя, мин 1.
Третья, локальная низшая частота станка ц рассчитывается по функции
Ю^П^Г/60, (5) где Г = d , / d . - коэффициент связи по условию демпфирования, здесь d - диаметр беговой дорожки наружного кольца подшипника, d . - диаметр беговой дорожки внутреннего кольца подшипника качения.
Рассмотренные частоты вибрации позволяют анализировать шпиндельные сборочные единицы (ШСЕ) и станок в характерном евклидовом пространстве, ограниченном контуром станка. Наиболее сложным при системном анализе целевой функции вибрации является количественная оценка и описание характерного координатного перемещения, даже при наличии проектного или ремонтного сборочного чертежа механизма главного движения станка. Проработку конструкции ШСЕ и станка начинают с составления общей матрицы согласия.
Функция перемещения представлена в виде
|
f ( P 6 ) |
если |
х е |
Д, |
|
|
f ( IT ) |
если |
х е |
д , |
|
|
f ( it ) |
если |
х е |
д • |
|
|
f ( x ) = ■ |
f ( e ) |
если |
х е |
д , (6) |
|
f ( У ) |
если |
х е |
д , |
|
|
не определена , |
если |
х е |
Д. |
Функция перемещения (6) состоит из основных пара метров станка, отвечающих допустимому решению и представляющих:
-
- радиальное биение шпинделя/( Р 6 );
-
- допуски, охватывающие элементы, форму и расположение отверстий характерной контактной пары/( IT);
-
- соответствующие допуски, охватывающие элементы, форму и расположение поверхностей характерных контактных пар вала/( it );
-
- конструктивный и технологический дисбаланс ШСЕ /( е ) по ГОСТ 22061;
-
- статический прогиб шпинделя на участках, обуславливающих формирование размера изделия/( у );
-
- внешние и внутренние факторы, не описанные соответствующими математическими моделями.
Функция радиального биения представлена в виде
Р 6, - 3 ■ [Б , !j °'5 + а (Б , !j °'5 + Б 2 / i °'5 ) / L ] / 2Ж, (7) где Р 61 - радиальное биение консоли шпинделя; Б , , Б 2 - радиальное биение подшипников передней, задней опоры;, / , i - число подшипников соответственно в передней и задней опорах; а - длина консоли левого или правого участка; L - расстояние между опорами шпинделя по Р 50-83-88; Ж - D / d - коэффициент связи по радиальному биению опор, здесь D , d -соответственно наружный и внутренний диаметры подшипника в передней или задней опорах шпинделя.
При использовании в компоновке подшипников разного диаметра коэффициент связи определяется по большему габариту и номеру подшипника, а при использовании подшипников разного класса точности по ГОСТ 520-89 выбирается подшипник с низким классом точности. Во всех случаях при анализе конструкций за правую или переднюю опору принята опора, расположенная у режущего инструмента.
Радиальное биение межопорного участка шпинделя Р 62 определяется по функции
R 62 -(3+ IT /2Ж, (8) где 3 - зазор или натяг посадки подшипника для ШСЕ; IT - допуск посадочного размера корпуса шпинделя.
При анализе виброактивности ШСЕ и станка значение радиального биения рассчитывается, как среднее арифметическое от функций (7) и (8).
Трудности выявления контактных пар преодолеваются, если начать анализ с двух парных точек посадочных диаметров внутреннего и наружного колец, принадлежащих подшипнику качения. Дисбаланс учитывается по эксцентриситету геометрической оси вращения шпинделя с осью, проходящей через центры тяжести вращающихся масс элементов конструкции ШСЕ.
Значение эксцентриситета определяется по зависи мости е - (е ■ w) / w, (9)
где ( е ■ w ) - скоростной параметр, выбираемый по ГОСТ 22061.
Для станка нормального класса точности класс точности балансировки принимается не более 4, а для станков повышенного класса точности - не более 3. Для станков прецизионного класса рекомендуемыми классами точности балансировки являются классы 1 и 2 по ГОСТ 22061. В практке системного анализа ШСЕ значение эксцентриситета берется как половина от значения, вычисленного по функции (9).
Значение прогиба консоли шпинделя вычисляется по функции у , - 103 В. ■а 3/3Е■I■Ц, (10)
где В . - т ■ g - приведенный параметр консоли шпинделя левой или правой части; а - длина соответствующей консоли шпинделя; Е - модуль упругости материала шпинделя; I - момент инерции сечения соответствующей консоли шпинделя; Ц - L / 2 d e - коэффициент связи по диаметру подшипника; здесь d - диаметр беговой дорожки наружного кольца подшипника.
Прогиб в пролете шпинделя определяется по формуле у 2 -10 3 В 2 -L 3 /48 E-I-Ц (11)
где В 2 - вес пролета шпинделя с вращающимися элементами; L - расстояние между опорами шпинделя по Р 50-83-88.
Кроме линейных размеров, вращающиеся массы существенно влияют и на формирование вибрационных процессов в ШСЕ и станке. В общем случае характерное координатное перемещение для новых, эксплуатируемых не более 18 месяцев станков следует определять как среднее арифметическое перемещений, вычисляемых по математическим моделям. А для станков, эксплуатируемых после среднего ремонта характерное координатное перемещение высчитывается, как сумма функциональных единичных параметров. Сложность определения координат функциональных точек заключается в раскрытии конструкции механизмов станков, не предусматривающих установки штатной диагностической аппаратуры. Определение пиковой, максимальной виброскорости в характерных точках станка выполняется по следующим функциям в экстремальной интегральной точке, принадлежащей механизму главного движения в области опор качения на поверхности корпуса ШСЕ:
' , (12)
где V p - виброскорость в энергонасыщенной интегральной точке механизма главного движения.
В локальной средней точке (ЛСТ), принадлежащей механизму базирования, направляющей линейке,
' ^ , (13)
где K mp - виброскорость в энергонасыщенной точке механизма базирования, направляющей линейки; k - w / w -коэффициент связи по координатному перемещению в ЛСТ.
В локальной низшей точке (ЛНТ), принадлежащей несущей системе станка, опорным поверхностям станка, зеркалу фундамента,
' ' , (14)
где V p - виброскорость в локальной низшей точке, принадлежащей как несущей системе, так и фундаменту; k с l = wllws- коэффициент связи по координатному перемещению в ЛНТ.
Виброскорость является базовым компонентом, характеризующим вибрацию и динамику станка. Третьим компонентом, оценивающей вибрацию станка, является виброускорение, представляющее производную виброскорости по времени. Из определения в общем случае следует a=d- svl dt2 =j(w^x.*)=dV I dt=-So ■ w2 ■ sin(w t+p). (15)
С учетом выполненных выкладок по виброскорости. исходные целевые функции вибрации по виброускорению имеют следующий вид
-
- виброускорение в экстремальной интегральной точке, принадлежащей механизму главного движения в области опор качения на поверхности корпуса ШСЕ,
% = w ■ У Ф ;
- виброускорение в локальной средней точке, принадлежащей поверхностям механизма базирования, направляющей линейки, механизма подачи,
Tv wT V mp ;
- виброускорение в локальной низшей точке, принадлежащей несущей системе станка, опорным поверхностям станка, зеркалу фундамента,
“ р = *Т У р . (18)
Наибольшее влияние на изменение виброускорения оказывает частота вращения шпинделя. По величине виброускорения можно судить о дополнительных динамических силах, действующих в конструкции ШСЕ и на опоры шпинделя, а также о соотношении статических и динамических нагрузок в подшипниках шпинделя. При значении виброускорения больше стандартного значения в опорах шпинделя возникают значительные динамические нагрузки, превышающие статические. В этом случае в конструкции ШСЕ и станка следует дополнительно проработать посадки, радиальные и аксиальные зазоры в подшипниках, установку динамических гасителей. Если значение виброускорения меньше стандартного значения, то в подшипниках ШСЕ динамическая нагрузка не превышает статическую нагрузку от веса сборки шпинделя с режущим инструментом и элементом привода.
В теории колебаний и вибрации показателем качества упругих механических систем является добротность. Добротность Qv раскрывает суть внутренних динамических процессов через относительные показатели изменения компонент вибрации, а также позволяет понять процессы стабилизации отдельных видов движений механизмов станка, подойти к сложному анализу динамики вращения шпинделя. Последнее относится к лаг-ранжевому движению нутации собственной оси шпинделя и пуансовому азимутальному движению оси шпинделя в зоне резания, проявляющихся в виде следа на замкнутой сфере с траекториями в форме синусоиды, острия и петли. Имитационное моделирование, анализ осциллограмм работы станка при начальных экспериментах позволили и получить зависимости для определения добротности на принципиально новой основе - по функции виброскорости в виде структуры функций:
Максимальные значения приняты в энергонасыщенной точке ШСЕ.
Вариация виброскорости в станке, как и другие компоненты вибрации, происходит вследствие ряда конструктивных причин, описываемых целевой функцией вибрации, а также реологическими свойствами упругой системы станка, содержащего, так называемые тела Гука и Ньютона, которые в конструкции станка с последовательным соединением выступают в форме тела Максвелла, с параллельным соединением - в форме тела Кельвина-Фойхгта, с комбинированным соединением - в форме тела Бюргерса-Френкеля.
Для качественной и количественной оценки конструкций новых станков имитационное моделирование динамики фрезерных станков проводилось в математическом пакете Mathcad 8 Pro с использованием специальных прикладных программ «Вибро» и «Аксель».
Произведя первичные преобразования общего уравнения вынужденных колебаний (20), записанного с коэффициентом сопротивления а [1; 2; 5]:
м • у + а • у + c • у = Q • sin ю • t , (20) получаем дифференциальное уравнение вынужденных колебаний (21) для моделирования виброактивности конструкций механизма главного движения и фрезерного станка:
У ,+ 2 • h • У , + p i • У ,- = H • sin ю • t , (21) где h = q I2m- коэффициент демпфирования станочной системы, с 1 ; q - коэффициент сопротивления, внутреннее трение в материале, Н ■ с I м; m . - приведенная масса системы, кг;р. = с I m - частота собственных колебаний системы, с -1 ; у. - характерное функциональное перемещение, мкм; Н- приведенная нагрузка, вызывающая вибрацию станочной системы, Н; ® - вынужденная частота процесса работы станка, с -1 ; t - функциональное время, с.
Численные значения угловых колебаний шпинделя на участке крепления режущего инструмента показаны на рис. 3.
X
-1 -10
- 5 - 1 0
5 - 10
4 - 10
3 - 10
2 - 10
1 - 10
-2 - 10
-3 - 10
-4 - 1 0
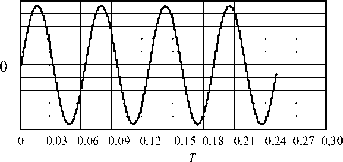
Рис. 3. Угловые колебания шпинделя, рад / м
Результат моделирования поперечных колебаний шпинделя по компоненте виброперемещения с физическим отображением параметра геометрической точности станка, в частности радиального биения шпинделя, представлен на рис. 4. Амплитуда поперечных колебаний, сопоставимая с радиальным биением шпинделя, позволяет оценить уровень точности и конкурентоспособности станка на стадии проектирования. Управляя формированием линейных размеров шпиндельной сборки механизма главного движения и роторов механизма подачи, можно создавать конструкции с новыми свойствами заданных движущих масс . Используя новую технологию проектирования на базе математического моделирования, можно значительно ускорить создание отечественных станков нового поколения.
X
1 . 10 5
8 . 10 6
6 . 10 6
4 . 10 6
2 . 10 6
1 . 10
iiiinimiijiiiiiiiiiiiiiiuiiiiniiiii пиши iiiiiiiiiiiiiihiiiinihiiuiiiNii hi пн ниш шип llllll|l|||||lilllVIIJilll|l||||||llllllllllllll ЮПШ 111111111111111II ШИ I Ill'll' 11 III' 11111111111
0 0.20.40.60.8 1 1.21.41.61
T
Рис. 4. Поперечные колебания станка
Переходны процесс разгона шпинделя (рис. 5) показывает динамику изменения амплитуды колебания и стабилизацию угловой скорости шпинделя.
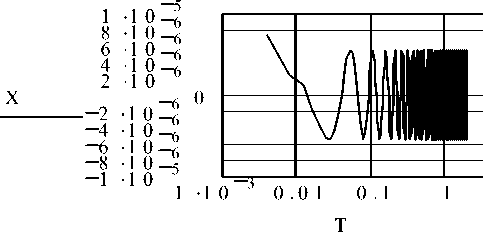
Рис. 5. Переходный процесс (разгон шпинделя)
Оценка принимаемых технических решений на стадии проектирования новых станков на основе использования технологии системного моделирования ускоряет запуск в производство конкурентоспособной станочной продукции. Первичные исследования подтверждают возможность управления компонентами вибрации при разработке нового технологического оборудования.
Современное состояние теории машин позволяет активно воздействовать на процесс проектирования и конструирования при создании конкурентоспособной продукции станкостроения.
Используя системный анализ и теорию малых колебаний, можно разрабатывать технические условия на основе синтеза основных параметров и характеристик как станка, так и детали, товарной продукции. Синтез обеспечивает оптимизацию линейно-массовых характеристик объекта разработки. Выходными параметрами, пригодными для системного анализа, являются компоненты вибрации: виброскорость, виброускорение и виброперемещение, которые анализируются по исходной конструкторской документации, состоящей из чертежей общего вида, проектных, рабочих, ремонтных сборочных чертежей.
